30萬機組低壓缸異音及軸承振動分析及處理
2013-10-11 11:22:56張異
淮南職業技術學院學報 2013年1期
張 異
(大唐淮南洛河發電廠, 安徽 淮南232008)
1 機組情況概述
我廠1#機300MW為上海汽輪機廠生產的亞臨界中間再熱凝汽式汽輪機,其型號為N320-16.18/535/535型(改進型),汽輪機本體結構可分為高壓缸,中壓缸,2臺低壓缸,低壓缸為對稱分流布置,分為內缸和外缸2層,頂部設有2個排大氣安全門,低壓缸蒸汽是中壓缸抽氣,是通過中低連通管進入低壓缸的。低壓缸前后兩端裝有噴水減溫裝置。9#瓦,10#瓦是發電機轉子的前后軸承,均為圓筒形軸瓦。
2 機組運行狀況
我廠1#機在2007年2~4月份進行標準性大修,大修后機組運行正常,軸瓦振動狀況良好,振動測點均小于30μm。2009年8月28日,機組在正常運行時,運行巡檢人員發現低壓Ⅱ缸上缸右側有異音,用測振儀檢測汽缸軸向振動最大處達到130 μm,并通知檢修人員到場,通過檢測發現汽缸內部異音是間斷不連續,像是缸內部件脫落被氣流沖擊的振動音,站在汽缸旁邊能聽到,用測振儀檢查汽缸上半部分軸向振動較大,并檢查低壓Ⅱ缸前后軸承7#瓦,8#瓦的軸振瓦振均無變化,真空、負荷等參數也無異常變化,對汽缸上部聯通管,防爆門及汽缸螺栓檢查均牢固無振動,鑒于此種情況對低壓缸只是加強監視,并未進行其他處理。
2009年10月14日運行人員就地檢測10#瓦軸向振動由原來20μm達到55μm,最大至68μm,通知檢修人員對軸承蓋螺栓及軸承座地腳螺栓進行緊固,但效果并不是很理想,最終維持在52μm。9#瓦、10#瓦部分振動數值見表1。
后聯系省電科院對1#機振動情況進行升有功無功試驗,初步判斷轉子可能存在熱彎曲。
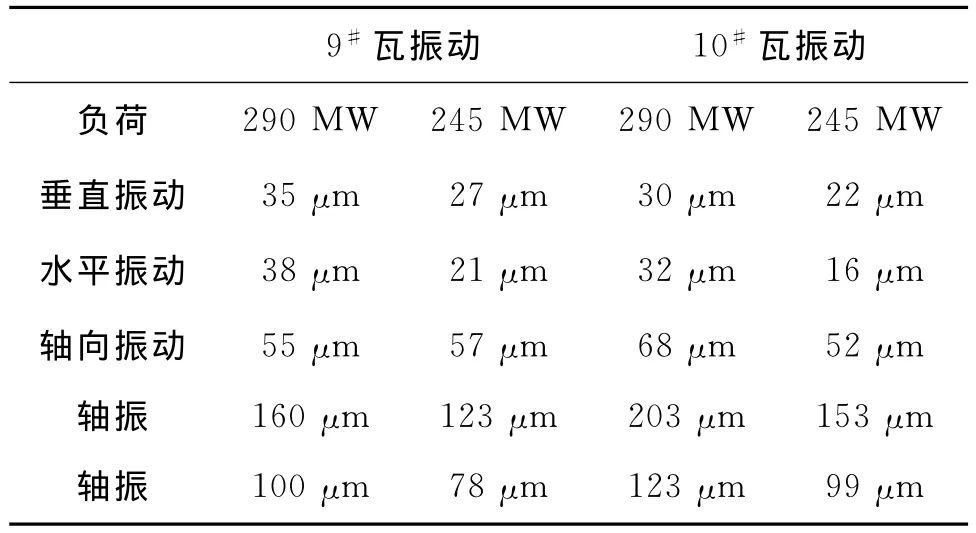
表1 9#瓦、10#瓦部分振動數值表
3 原因分析及處理
針對1#機低壓Ⅱ缸振動及異音,9#,10#瓦軸向振動較大這一現狀我們在2010年2月份小修中,根據相關的測量及檢查,分析了有缸體缺陷、內缸振動、緊固力問題和支撐軸承座問題、動靜碰摩等引發振動的原因,并進行了分析排查,制定檢查方法及處理方案。
3.1 低壓Ⅱ缸異音振動原因及處理
3.1.1 動靜部分碰磨
動靜部分軸向和徑向碰磨會使機組強烈振動,而現場檢查低壓缸前后軸瓦7#瓦、8#瓦的振動并無較為明顯的波動變化,7#瓦X向軸振47μm,Y向軸振44μm,8#瓦X向軸振44μm,Y向軸振42 μm,并無大的波動,用聽筒監聽并未聽到動靜摩擦的聲音,初步排除動靜摩擦。
3.1.2 低壓轉子上零部件脫落松動
1#機2007年進行大修時未發現低壓Ⅱ轉子有缺陷,且前后軸承軸振正常,并無急劇上升的趨勢,應當排除零部件脫落;汽缸結合面螺栓松動;檢查汽缸結合面緊固螺栓,無松動,檢查上部連通管及防爆門結合面螺栓均無松動。
低壓汽缸由外缸、內缸和隔板組成。低壓外缸和低壓內缸全部由鋼板焊接而成。低壓外缸的上、下半各由3部分組成:低壓調端部分、低壓電端部分和中部。各部分之間通過垂直法蘭面由螺栓作永久性連接而形成一個整體,可以整體起吊。內缸由4個支撐墊塊支撐固定,防止內缸沿軸向和橫向移動。低壓缸具有水平中分面以進行檢測和維修。低壓排汽缸內設計有良好的排汽通道,由鋼板壓制而成。面積足夠大的低壓排汽口與凝汽器彈性連接。低壓缸四周有框架式撐腳,增加低壓缸剛性,撐腳座落在基架上承擔全部低壓缸重量,并使得低壓缸的重量均勻地分在基礎上。在一號低壓缸撐腳四邊通過鍵槽與預埋在基礎內的錨固板配合形成膨脹的絕對死點。在蒸汽入口處,外缸、內缸通過2個承接管與連通管連接。為了減少流動損失,在進排汽處均設計有導流環。低壓缸排汽的壓力非常低,因此低壓缸的缸體特別龐大,并與凝汽器直接連接。低壓缸的排汽經排汽管進入相應的凝汽器,排汽管和凝汽器之間采用撓性膨脹節,用于補償設備和管件的膨脹。低壓內缸上部裝有“遮熱罩”,用來限制低排、抽汽管道與內缸的蒸汽之間的熱交換,減小內缸壁的溫差。鑒于汽缸內部部件較多環境較為復雜而且根據檢查的各種情況錯初步懷疑汽缸內部支撐筋或其他靜止部件松脫,所以在2010年小修中,檢查人員從凝汽器進入排氣缸內進行全面檢查,檢查支撐筋,前后缸噴水管,導流環等焊接處牢固無開裂,并無直接脫落部件,在進入低壓缸內缸上半部分北側時,檢查人員發現在低壓內缸水平中分面螺栓上部的一塊長1 200mm,寬400mm,厚為2.5mm的隔熱鐵板整體脫落,上部的6顆固定螺栓脫落,焊接處完全脫開,整塊鐵板平鋪在低壓內缸上部呈自由狀態,在機組運行中,汽流帶動鐵板發出異常聲音。檢查人員對鐵板進行重新裝配6顆M46固定螺栓,并將鐵板焊接在低壓內缸上,確保牢固無松動。
3.2 9#瓦10#瓦振動原因及檢查處理
由省電科院通過升有功、無功試驗,初步判斷發電機轉子可能存在熱變形,引起熱變形的原因可能存在二方面:一是轉子線圈匝間短路;二是轉子冷卻水堵塞,與軸瓦本身并無太大關系,但是在機組震動超標情況下運行較長時間,對軸瓦造成了一定的磨損,在小修中對9#瓦,10#瓦進行了全面檢查。
一是對軸瓦、緊箍及軸承座螺栓緊力進行檢查,并無松動;二是9#瓦解體測量軸瓦頂隙在0.60 mm,標準在0.53~0.64mm,側隙在0.55mm,標準在0.57~0.62mm。翻出下瓦檢查下瓦有一塊50mm×50mm大小的烏金脫殼,結合軸瓦震動及油溫,瓦溫情況,對9#瓦進行補焊后修刮,著色后檢查正常,對側隙進行修刮,修復后側隙四角均在0.60 mm,裝復時檢查緊力為0.02mm,標準為0.02~0.04mm,組裝時對軸瓦及緊箍緊力進行加固;三是10#瓦解體測量軸瓦頂隙在0.65mm,標準在0.57~0.69mm,側隙在0.60mm,標準在0.58~0.63 mm,翻出10#瓦下瓦檢查下瓦烏金并無明顯脫胎及磨損現象,對軸瓦進行修刮后裝復,對軸承蓋及緊箍緊緊力均調整在合格范圍內。
[1]何鋒.汽輪機低壓缸整棟的原因分析[J].企業科技與發展,2009,(2):58-61.
[2]查冰鋒.汽輪機低壓缸異常振動原因及處理[J].電力安全技術,2009,(1):58-60.
[3]施維新,石靜波.汽輪發電機組振動及故障[M].北京:中國電力出版社,2008.
[4]李錄平.汽輪機發電機組振動與處理[M].北京:中國電力出版社,2007.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
設備管理與維修(2022年21期)2022-12-28 07:34:32
水泵技術(2022年2期)2022-06-16 07:08:18
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
電站輔機(2016年3期)2016-05-17 03:52:29
機械制造文摘(焊接分冊)(2014年6期)2014-03-20 13:57:47
計算物理(2014年2期)2014-03-11 17:01:44
