基于NX的DMG CTX310車銑復合機床的后處理開發
2013-09-27 03:24:46李琳琳韓立洋
制造技術與機床 2013年10期
李琳琳 韓立洋
(蘇州工業園區職業技術學院,江蘇蘇州 215021)
NX軟件的CAM模塊具有強大的自動編程功能。從理論上講,它生成的刀軌文件經后置處理變成NC程序后即能控制數控機床運動,但由于數控機床的控制器不同,對NC程序格式要求就不同,所以,這些程序往往不能直接控制機床。常用的解決方法是利用NX/POST后處理器,將刀軌文件轉換成特定機床控制器能夠接受的NC程序格式。
DMG CTX 310 eco機床配備FANUC 0i-TC系統,帶有12刀位的VDI 30刀塔,其中可以選配含6個動力刀位的動力刀塔。主軸可與動力刀具配合,用作C軸。該車銑復合機床在執行銑加工時,由動力頭夾持刀具,實現復雜工件的加工。為了將其功能充分發揮出來,需要針對該機床開發特定的后處理器。
1 實現方案
由于車銑中心在車加工和銑加工時是獨立完成的,因此可以分別處理車和銑的后處理,其中一個為主后處理器,然后用鏈接技術將車后處理和銑后處理進行集成。在進行后處理時,系統會自動區分加工類型是車還是銑,然后再決定調用哪個后處理器進行后處理。
其中,將車削模式和銑削模式進行鏈接是關鍵的問題。解決的方案是,將一個切削模式,通常是銑模式,作為主后處理器,再利用MOM_head命令來判斷,當該事件被觸發后,將根據HEAD事件傳遞的mom_head_name變量的值決定要調用哪個后處理器。
對于上述方案的實現,可借助NX的輔助工具Post Builder來完成。
2 實施過程
2.1 銑削模式后處理器的創建
由于Post Builder中建立車銑中心的后處理選項只有銑削模式中的3—Axis Mill-Turn(XZC),所以將銑削模式作為主后處理器。
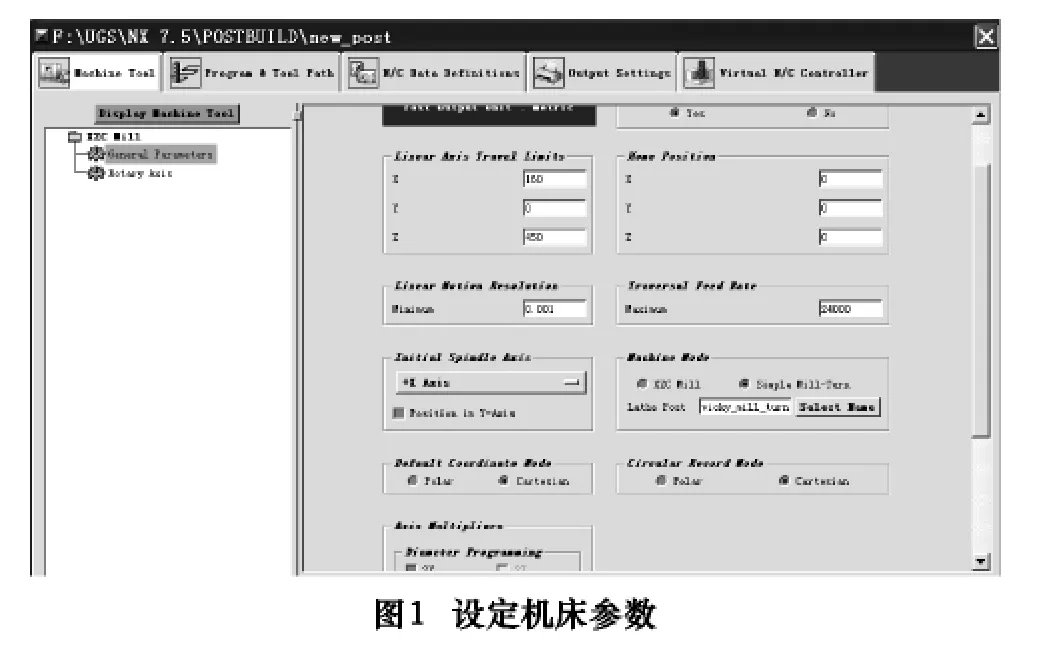
2.1.1 設定機床參數
根據DMC CTX310的機床參數設定主后處理器的General Parameter,如圖1所示。
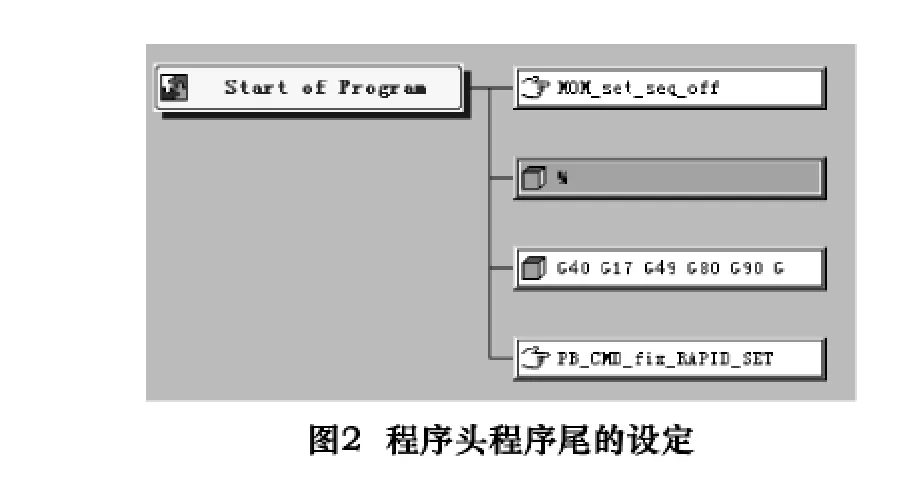
2.1.2建立程序頭和程序尾
由于開始和最后調用的后處理器是不確定的,所以復合機床的后處理只會輸出主后處理器的Start of Program和End of Program事件,從而避免對所有后處理器進行相同的程序頭和程序尾的設置。
根據FANUC0i-TC系統的指令格式來設定程序頭和程序尾選項,建好如圖2所示。
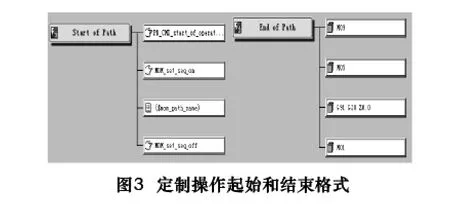
2.1.3 定制操作起始和結束的格式
在操作起始格式中,刪除fouth_axis fifth_axis內容,添加序號打開和關閉控制行,添加刀軌信息。在結束格式中,添加 M09、M05、M01 及 G28 Z0.0,并強制輸出。建好格式如圖3所示。
2.1.4 創建后處理文件
在Post Builder菜單欄中選擇Utilities/Edit Template Posts Data File命令,將上述設定好的后處理器加入后處理模版文件中,并替換原始模板。
2.2 車削模式后處理器的創建
車削模式后處理器的設置類似銑削模式,這里不再贅述。
2.3 鏈接
主后處理器根據HEAD事件是否觸發來決定調用哪種加工模式。在CAM中,HEAD事件應定義在組(Group)上,而不能定義在操作上。可以先將刀具分成車模式的Group和銑模式的Group,再分別車和銑上定義HEAD事件,這樣可以更清晰地判斷和調用不同的加工模式。
2.4 用戶化后處理
通常Post Builder能夠生成符合機床控制系統要求的NC程序,也可以利用TCL語言建立用戶自定義命令(Custom Command),從而實現一些用戶化要求的定制。
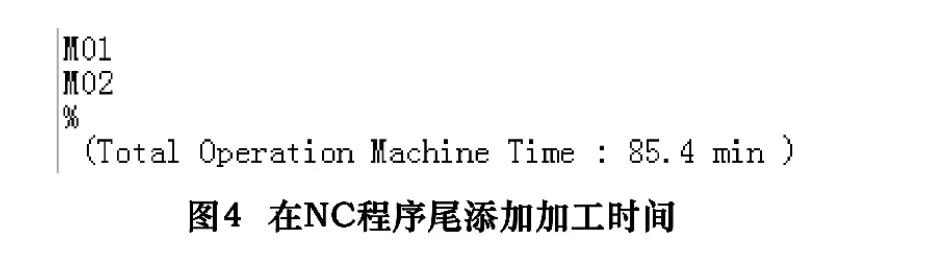
2.4.1 在NC程序尾添加加工時間
如果能夠知道程序實際加工時間,可以有針對性的加以改進,提高加工效率,也便于工時統計。可以在Program End Sequence節點中,輸入以下用戶化命令:

處理結果如圖4所示。
2.4.2 換刀附屬事件
在NC程序執行時,當出現刀具更換時,如果要實現主軸停轉、冷卻液停止,通常通過M05和M09來解決,但只能實現在每個操作中出現這些事件,可以建立下面的用戶自定義命令進行優化:
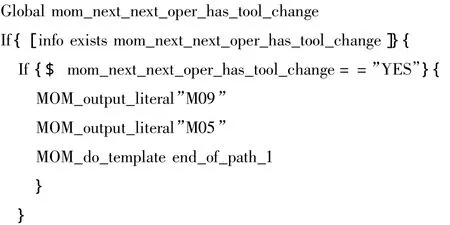
將其加入OperationEnd Sequence下的End of Path節點中到這樣,M09和M05出現在換刀前,如果不換刀則不出現。
按照上述方法,還可以添加后置到指定文件夾、顯示當前程序大小等用戶化后處理。
3 結語
經測試,該后處理器生成的數控程序,可以直接控制CTX310車銑中心(FANUC 0i-TC系統)的運動。用相似的開發思路也可以實現對其他系統機床的后處理開發。
[1]夏愛宏等.基于NX復合機床后處理器開發與應用[J].機械設計與制造,2010(8):69-70.
[2]張海軍等.基于UG/Post創建數控系統后處理器[J].現代機械,2008(3):78-80.
[3]張磊.UG NX6后處理技術培訓教程[M].北京:清華大學出版社,2009.
猜你喜歡
今日農業(2020年20期)2020-12-15 15:53:19
人大建設(2019年12期)2019-05-21 02:55:44
能源(2018年10期)2018-12-08 08:02:48
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
商用汽車(2016年11期)2016-12-19 01:20:16
商用汽車(2016年6期)2016-06-29 09:18:54
商用汽車(2016年4期)2016-05-09 01:23:12
能源(2016年10期)2016-02-28 11:33:30
中國衛生(2015年3期)2015-11-19 02:53:32
