基于異地網絡協同的螺旋錐齒輪模型集成設計*
2013-09-27 03:24:32韓青金孫文磊袁逸萍王宏偉
制造技術與機床 2013年10期
韓青金 孫文磊 袁逸萍 何 麗 王宏偉
(新疆大學機械工程學院,新疆烏魯木齊 830047)
螺旋錐齒輪代表機械傳動領域形式最復雜、最具廣泛用途的關鍵動力傳動部件[1]。一直以來,螺旋錐齒輪的模型設計技術都是機械領域內的研究熱點。隨著全球經濟一體化和計算機技術、網絡技術的迅猛發展,基于網絡的協同的異地設計尤為重要[2]。尤其在高尖端科技領域,協同設計技術可以有效地利用資源、縮短開發周期和節省設計費用,完成鏟平的快速精確制造,具有重要意義和極具潛力的發展方向[3]。
為了滿足日益增長的信息共享和業務整合需要,尤其是提升企業在螺旋錐齒輪制造市場的競爭力,本文基于Web技術建立統一接口的Web服務發布向導和各平臺的UDDI注冊中心,以形成一個資源共享集成的設計平臺。可支持螺旋錐齒輪的研發團隊的異地設計人員通過網絡進行實時模型設計數據信息的互換與共享,協同方案中的矛盾與沖突,保持數據的實時性、統一性、連續性,達到高效高質量的齒輪設計目的。
1 螺旋錐齒輪異地網絡協同集成設計平臺的建立
1.1 異地網絡協同集成設計平臺的基本框架
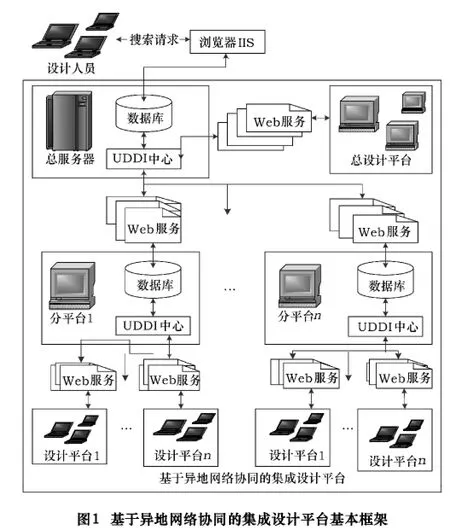
Web服務技術為異地網絡協同設計資源集成提供了一個迄今為止最好的方案[4]。圖1為基于Web服務的異地網絡協同集成設計平臺。企業首先通過總平臺或分平臺提供統一接口的Web服務向導,將網絡共享的設計信息服務發布為Web服務,并在相關分平臺或總平臺上動態注冊。這樣設計者在登錄分平臺或總平臺時就可通過Web服務代理接受設計者提交的查詢任務,對設計者需求進行分解,調用相關平臺上的Web服務,并查詢結果進行加工、匯集和整理,將結果返回設計者,同時根據設計者的操作更新相關數據,從而把完全分離的數據庫轉為分布式的數據系統。
1.2 異地網絡協同集成設計平臺的實現及關鍵技術
1.2.1 建立統一接口的Web服務發布向導
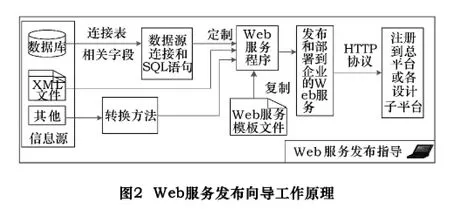
如圖2所示,將各個平臺的設計的信息服務發布為Web服務,以統一編碼(Wizard形式)提供統一的對外訪問接口,各分平臺通過配置安裝向導獲取信息,通過Web服務完成對數據的檢索和更新。同時,發布Web服務的URL及相關信息提交到平臺UDDI注冊中心的數據庫表中,以統一的數據集形式提供數據和公開方式。
1.2.2 各平臺UDDI注冊中心
通過開發集成平臺之間的私有的UDDI注冊中心,采用統一的接口形式的Web服務發布向導以及HTTP傳輸協議,各個企業設計平臺在發布Web服務時可以將相關信息資源通過HTTP傳輸協議基于地址、接口、提供者、發布時間將信息傳輸到總平臺和各個分平臺,并存入數據庫。這樣,每一個設計者在查詢時,系統就能動態調用各個web服務在總臺上建立的UDDI映射表進行資源調用服務。
2 螺旋錐齒輪的齒面信息基本介紹
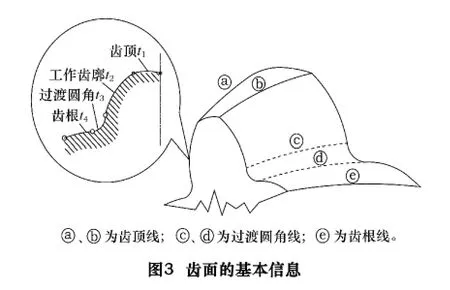
螺旋錐齒輪是一種齒面齒形異常復雜其精度要求非常高的零部件。如圖3所示,一個完整的弧齒錐齒輪的齒廓至少由4部分組成:S1段齒頂曲線、S2段工作齒廓曲線、S3段齒根曲線以及連接工作齒廓及齒根的S4段齒根過渡圓角曲線。在加工過程中,工作齒廓線所成的曲面由刀具的直線刃部分包絡展成,過渡曲線所構成的過渡曲面,根據刀具形狀的不同,是由刀具齒頂尖或者齒頂圓角包絡形成的。而一個完整的齒面應該包括一個頂面、兩個側面、兩個端面。其中,頂面為齒頂面,是兩條齒頂線a、b與大小端面齒頂圓t1圍成;兩個側面是指輪齒的成對稱形狀的凹面和凸面,包括工作齒面、齒根面、以及兩者之間的過渡圓角曲面3個部分;其中工作齒面由齒頂線b和過渡圓角線c及端面的工作齒廓t2圍成,過渡圓角曲面是由過渡圓角線c、d和端面過渡圓角t4圍成,而大小端面是齒廓曲線圍成的。
3 螺旋錐齒輪模型設計的模塊定義
基于近些年來螺旋錐齒輪的研究成果,將其進行歸納和總結,定義為快速參數化的模型設計模塊,可以通過相關參數的數據輸入,驅動程序完成初步的實體模型,結合相關的誤差分析預測,完成齒面重構,以輸出高精度的齒輪模型。其有關螺旋錐齒輪的模型設計模塊定義為:
3.1 由點到面的模型設計模塊
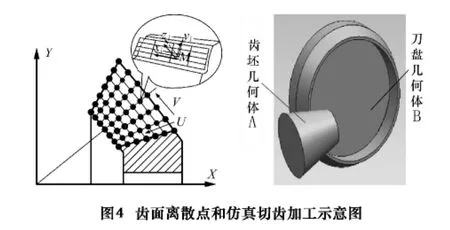
如圖4所示,齒面可以離散化表示為:齒面上均勻分布的網格曲線的交點,其中沿齒長方向的曲線為U線,沿齒高方向的曲線為V線。基于Web服務的數據庫所提供的這些點的數據信息,進入三維軟件繪圖操作中,首先由齒面離散點的坐標信息借助由點云創建曲面功能擬合成一個輪齒齒面的模型;然后從數據庫中提取齒坯的坐標信息,讓單個齒與齒坯作布爾求差運算得到一個齒槽;最后在齒坯上借助環形陣列功能得到整個齒輪的實體模型。在對初步得到的齒輪模型進行齒面優化與重構以后,就能得到最終的齒輪實體模型。然后通過Web服務進行網上發布而存入最終的齒輪零件數據庫封存。
3.2 由線構面模型設計模塊
該模塊完成齒輪的模型設計的主要過程為:(1)基于Web服務從數據庫中提取組成齒面的有關齒形曲線方程的基本數據信息;(2)進入三維繪圖操作環境,輸出齒形曲線,由齒形曲線完成一個齒面的創建操作;(3)調用數據庫中的齒坯參數,快速參數創建齒坯實體;(4)由齒面與齒坯作求差運算切出一個齒槽;(5)將齒槽通過陣列形式完成整個齒輪的模型設計;(6)進行齒面優化和重構;(7)進行網上發布,并存入最終的螺旋錐齒輪零件庫。
3.3 仿真加工模型設計模塊
仿真切齒加工的實質是實現切削刀盤和工件的相互運動的布爾切齒運算。如圖4所示,將齒坯和刀具的運動過程離散化,從幾何方面考慮,在某一瞬間其切削過程就相當于齒坯幾何體A上減去它和刀具幾何體B的重疊區域。然后,這樣逐個時段進行布爾減運算,最后在工件齒坯上留下刀具表面的包絡即是加工而出的弧齒錐齒輪齒面。故其主要過程是:(1)基于Web服務從數據庫中調用切削刀盤參數和齒坯參數;(2)進入三維仿真軟件中,完成刀具與齒坯的布爾切齒運算,輸出初步的齒輪模型;(3)對齒輪模型進行優化和重構;(4)進行信息發布和入庫。
4 螺旋錐齒輪的模型設計任務的逐層分解
為了保證足夠的建模精度,完成一個弧齒錐齒輪的精確模型設計,可以將其任務分解為以下幾個子任務:(1)數據采集與儲存;(2)三維軟件操作;(3)齒面優化與重構。各個任務概括為:
4.1 數據采集與儲存
4.1.1 齒面數據信息
齒面數據包括圖3所示的齒面上離散點、齒形曲線、基本曲面的相關信息。其數據信息的獲取主要有兩種途徑:一種是基于齒面方程的理論求導,可得出齒面的線和面的信息;另一種是基于齒面測量的實踐方法,主要是獲取齒面點的信息。其中,齒面方程的求導,主要有兩類方法:
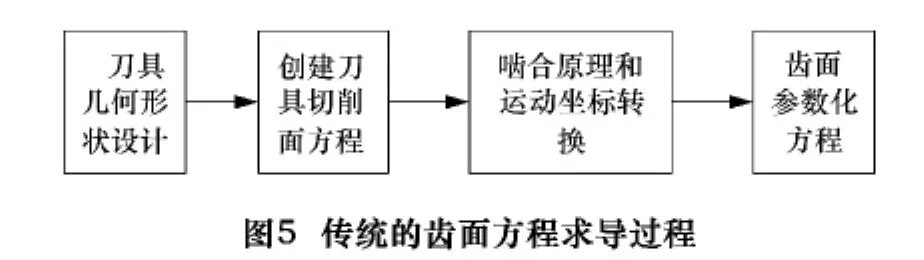
(1)基于嚙合原理的傳統方法[5-6]。首先根據實際加工進行刀具幾何形狀設計,然后創建刀具切削刃的基本方程,再通過嚙合原理的運動學知識的應用進行由刀盤到齒坯的坐標轉換,最后可求導出齒面的離散點或齒形曲線表達的參數化方程。圖5表示了傳統的齒面方程推導的一般過程。
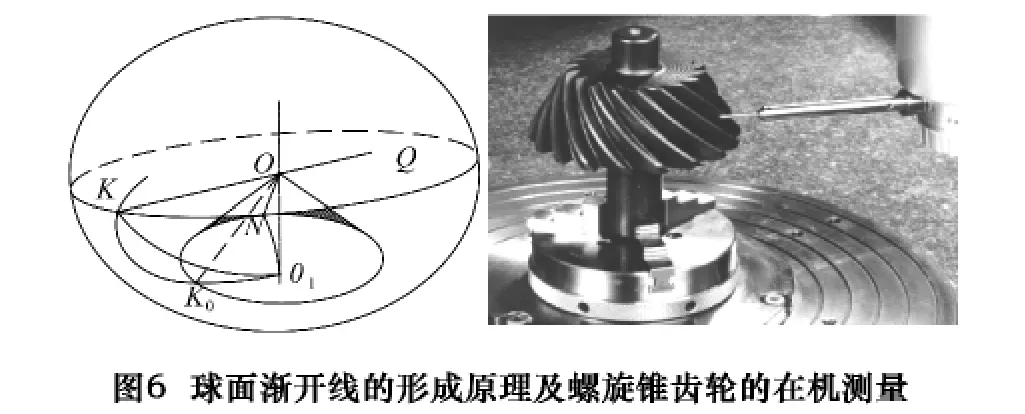
(2)另一種是基于球面漸開線理論的最新方法,可根據球面漸開線形成原理[7-8],直接由點的空間運動軌跡得到齒面或齒面的形狀曲線。圖6則表示了利用球面漸開線原理求導齒面或齒形曲線的原理,其中圓面Q在基圓錐面OK0N上作純滾動,則圓面上的動點K0的空間運動軌跡構成一條端面齒廓曲線,而取圓面上的一條弧形端的空間運動軌跡,則可直接構成輪齒的一側齒面的基本形狀。
而基于測量設備的齒面測量方法,是對已經完成加工的零件進行實際測量,獲取齒面均勻分布的離散點的坐標信息。一般的測量設備有專用的齒輪測量儀及其他精密測量儀器,如圖6中的三坐標測量儀。
4.1.2 仿真切齒加工信息
基于虛擬現實技術的螺旋錐齒輪仿真切齒加工是其齒面模型設計的主要方法之一。
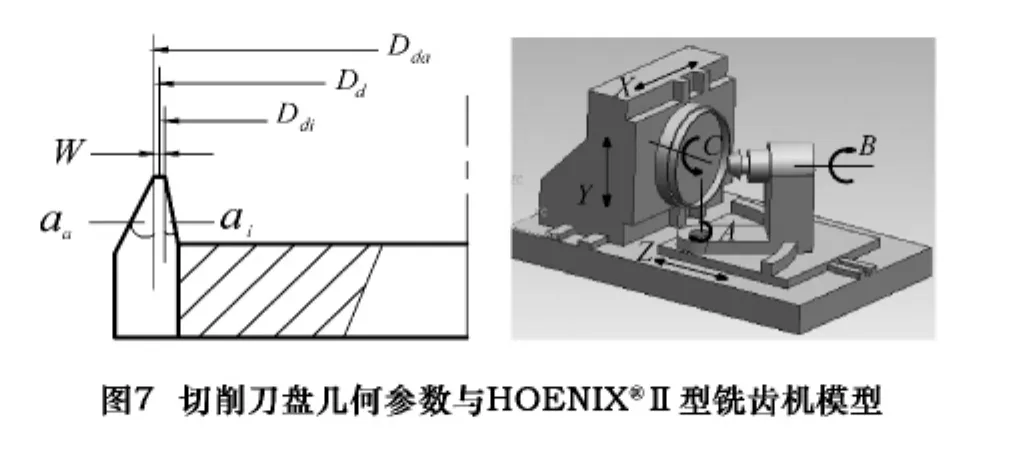
(1)切齒參數,主要包括切削刀盤參數和機床運動參數。圖7左圖表示了切削刀盤的相關參數,切削刀盤的名義直徑Dd,內外切刀尖直徑Ddi和Dda,內外切壓力角ai和aa,刀頂距W等都可以通過齒輪的模數、齒形角、外錐距、齒面高、齒全高等參數計算求得。機床的運動參數,是指模擬的格里森數控銑齒機的運動機床的運動參數。圖7右圖表示了六軸五聯動的全功能數控機床即格里森PHOENIX?Ⅱ型銑齒機床結構模型,該機床具有3個平移軸X、Y、Z軸和2個回轉軸A、B軸,而刀盤C軸保持不動,可實現弧齒錐齒輪的展成加工[9]。而通過等效轉換[10]和程序控制[11]就可完成其運動參數的求解。
(2)工件齒坯參數,即創建齒坯時所需要的具體的尺寸和大小,主要基本參數包括齒輪副的軸交角Σ、齒數z、模數m、旋向(左旋或右旋)、螺旋角β、壓力角α、分錐角 δ和錐距R等[12]。
(3)機床設備參數,主要包括刀具參數、進給速度、進給量、機床主軸轉速和退刀量等,可根據實際生產的具體情況而定。
4.2 三維軟件操作
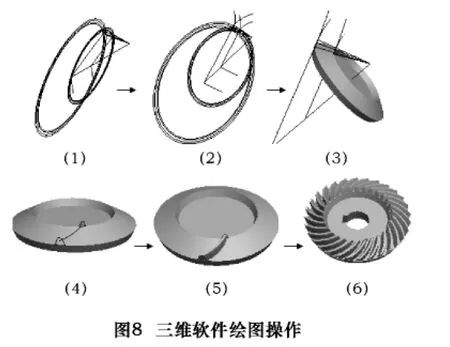
繪圖軟件操作主要包括完成螺旋錐齒輪的實體繪圖操作和仿真切齒加工的操作。如圖8所示,在三維軟件(如Pro/E、Solidworks、UG等)中完成初步模型設計的一般步驟為:(1)創建基本曲線、齒輪基本圓;(2)創建齒廓曲線;(3)創建齒根圓角及齒根線;(4)創建截面與引導線;(5)掃描混合生成第一個輪齒;(6)陣列創建輪齒。
而仿真切齒加工的三維軟件操作為:在仿真繪圖軟件(如CATIA、VERICUT等)中,基于數據庫中的切削刀盤的參數和齒坯參數,快速參數化插件齒坯和刀盤的實體模型,然后調整好兩者的初始位姿進行布爾切齒運算,并編制程序保證加工過程中其位姿始終正確,切出一個齒槽后旋轉齒坯重復下一個齒面的運動直至得到齒輪精確的實體模型。
4.3 齒面光順與重構
對初步完成的齒輪模型進行齒面優化與重構是提高模型設計精度的一個必不可少的步驟。因為得到的初步齒輪模型其齒面精度較低,例如在求解齒面離散點的過程中存在的差值精度,在齒面測量取點中存在機械振動誤差,在繪圖操作中存在累積誤差等。尤其是在仿真加工為主的模型設計中,輸出的最后的齒輪實體模型的齒面精度較低,不得不進行齒面的光順處理,優化與重構齒面的方法有很多,其中基于NURBS蒙皮技術[13]的齒面重構較為普遍。
根據齒面的點求取過程,及齒面方程的推導過程先求導組成齒面網格的交線中的U線和V線構成,則這些交線的交點就為齒面均勻分布的離散點。而這些曲線網格,可以構成一個NURBS曲面,其中由U向和V向的兩個參數變量(u,v)可以形成分段有理多項式。故其NURBS曲面可以定義為:
式中:pij為控制網格上頂點即交點;wij為頂點的權因子;Ni,ku(u)為在交點區間內第i個ku次樣條基函數;Nj,kv(v)為在交點區間內第j個kv次樣條基函數。
5 異地設計平臺的數據互操作與信息資源的動態調配
利用對象技術,就有關模型設計的數據與任務功能進行封裝,基于Web服務由異地的各企業進行資源共享,同時支撐各個工作模塊的調用與工作,完成模型的快速精確設計。
其中封裝的內容主要是螺旋錐齒輪設計階段的即時更新與發布的數據,包括各個逐層分解的任務數據,以及相應模塊的實體模型入庫數據;也包括數據開發過程中的過程信息、人員角色信息、版本信息、模塊方案選擇、決策依據等。
當然,設計模塊內部可通過互相協商完成其結構配置、過程數據與產品數據的參數關系;而外部可通過設定統一的處理原則,例如可以齒面建模的精度為原則完成對模塊的創建、管理和操作。另外。模塊的異地遠程調用可在供Web服務的廣域網上以模塊-框架-網絡-模塊的形式,通過UDDI注冊中心實現數據信息的動態訪問、優化和決策。
6 多設計者決策的協調與優化
螺旋錐齒輪的異地網絡協同集成設計過程中,由于開發團隊內的各個設計者都處于同一個系統框架下,實時進行資源共享和利用,通過總設計平臺及時提供和采集總的決策方案,由分平臺提供決策子方案以供下一級的設計平臺甚至設計者來完成齒輪的開發與設計。而各個設計平臺之間決策沖突和仲裁方案,則需要總平臺即時檢測和管理已完成決策。可以采取以設計單元為屬性的子任務ID編號,采用遺傳算法進行數據的快速搜索和配置,已完成決策者的即時監測與協調。
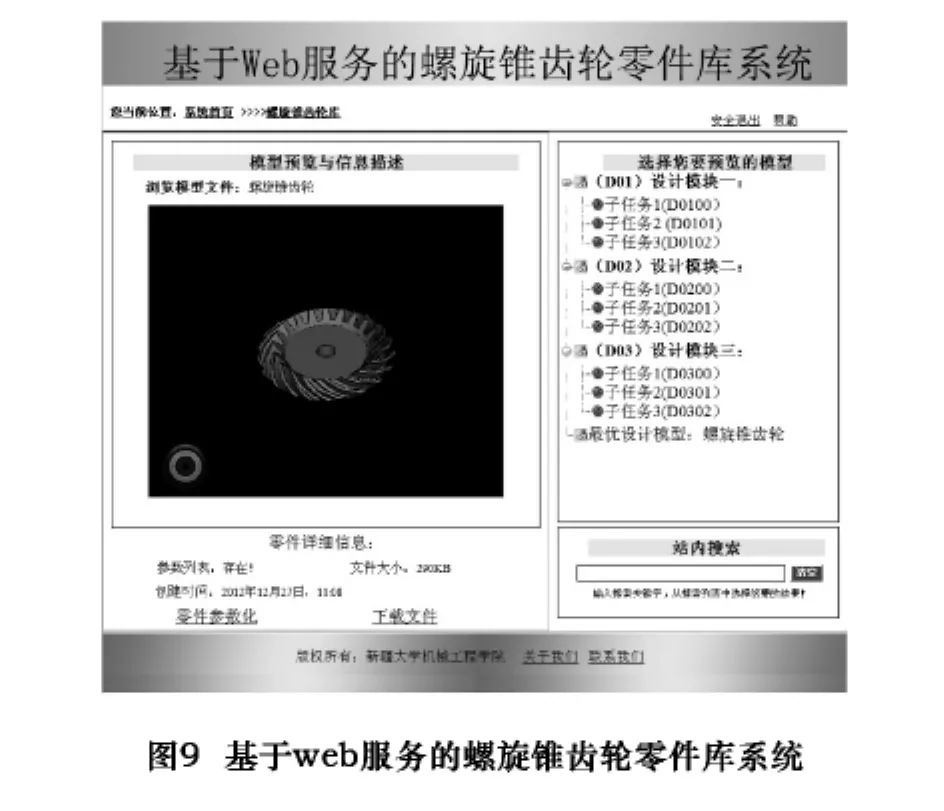
尤其是子任務的設計平臺之間,需要進行即時的平衡和優化,提供一個可供多個決策者進行交換決策信息的平臺,以最終模塊設計完成的入庫的齒輪模型信息為載體,實現最優的齒輪模型設計方案的決策。圖9表示了在模塊設計完成后,基于Web服務的最終螺旋錐齒輪零件庫的基本信息。
7 結語
隨著螺旋錐齒輪數字化制造技術的興起,基于Web服務的異地網絡協同設計將逐漸成為齒輪設計的一種主要手段。將齒輪模型設計方案模塊化、標準化、系列化,并及時進行封裝與網上發布;由團隊內的異地設計人員進行快速查詢與調用,完成資源共享式的齒輪設計方案的優化;基于統一或共同協商的決策方案完成最終的模型設計,將為螺旋錐齒輪的數字化設計甚至制造的研究提供新的方向和途徑。另外,這一螺旋錐齒輪的模型集成設計過程中的大量的數據結構域組成信息,可以為數字化制造過程中的其它重要環節提供基礎和支撐。
[1]李敬財.螺旋錐齒輪數字化制造基礎應用技術的研究[D].天津:天津大學,2008.
[2]李健,張鴻梁,王計斌,等.基于網絡的協同設計方法研究[J].2000,40(9):93-96.
[3]朱恒山,鄧家褆.產品設計和工程分析集成信息模型[J].計算機集成制造系統—CIMS,2002,8(7):552 -526.
[4]王淑營,岳宏偉.網絡化制造平臺資源信息集成方案[J].西南交通大學學報,2006,41(4):471 -475.
[5]Litvin F L,Wang A G,Handschuh.Computerized generation and simulation of meshing and contact of spiral bevel gears with improved geometry[J].Comput.Methods Appl.Mech.Engrg,1998,158:35 -64.
[6]Litvin F L.Gear geometry and applied theory[M].USA:Cambridge U-niversity Press,2004.
[7]彭福華.漸開線齒輪產形線切齒法[M].長春:吉林科學技術出版社,2008.
[8]呼詠,張學成,楊兆輝,等.球面漸開線齒形弧齒錐齒輪精密切齒方法[J].北京工業大學學報,2011,37(5):641 -647.
[9]FAN Q.Computerized modeling and simulation of spiral bevel and hypoid gears manufactured by Gleason face hobbing process[J].Journal of Mechanical Design,2005,128(6):1315 -1327.
[10]王小椿,吳聯銀,李彬,等.基于空間運動學的傳統機床向Free-From型機床運動轉換方法研究[J].機械工程學報,2001,37(4):93-98.
[11]唐進元,劉艷平,蒲太平.基于五軸聯動數控機銑齒機的弧齒錐齒輪刀傾法制造仿真[J].北京工業大學學報,2011,37(4):487-493.
[12]曾韜.螺旋錐齒輪設計與加工[M].哈爾濱:哈爾濱工業大學出版社,1989.
[13]孫玉文,劉宏軍,劉健.基于NURBS的自由曲面精確擬合方法研究[J].機械工程學報,2005,41(3):10 -14.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
中華手工(2017年2期)2017-06-06 23:00:31
Coco薇(2017年5期)2017-06-05 08:53:16
光學精密工程(2016年6期)2016-11-07 09:07:19
中外會展(2014年4期)2014-11-27 07:46:46
舒適廣告(2008年9期)2008-09-22 10:02:48
