面向大型載人航天器的多設備組網測量技術應用研究
2013-09-19 00:51:10楊鳳龍王國忱
載人航天 2013年5期
楊鳳龍,王國忱,張 杰
(北京衛星制造廠試驗檢測中心,北京100194)
1 引言
多設備組網測量技術是新近發展起來的一種綜合利用多種測量設備優勢組成網絡化的測量系統,從而實現大型復雜構件高精高效測量的方法,是現代工業大尺寸測量的重要發展方向。在現代高端制造業中,多設備組網測量技術獲得了越來越廣泛的應用,它具有量程大、精度高、非接觸、機動靈活、動態測量等優點,是單一坐標測量設備技術所無法比擬的,對控制重要產品質量起到了至關重要的作用[1]。
由于生產的發展和科學技術水平的提高,要求提供精度更高、動態性能更佳的測量系統[2]。在航天產品的制造及裝配過程中,大型結構/機構的幾何尺寸和形位誤差的測量,是保證產品質量的關鍵因素。因此,多設備組網測量作為航天產品研制生產過程中亟待解決的關鍵技術之一,其目的是根據設計圖紙和規范的要求,高精度地對三維部件、工件、結構或整機,進行檢查、檢核、調整、裝配、安裝和維護;包括為了獲取三維坐標,進行準直、幾何形狀擬合、質量保證審核、靜態/動變形監測等而進行的精密測量。典型應用領域有航空、航天、汽車、造船、石油、天然氣、鋼鐵、大型設備加工和維護,在建筑、天線安裝、機器人、鋼結構、起重機、發動機等領域也有廣泛的需求和應用。為此,國內外都在研究多設備組網測量技術。
當前我國航天器主體結構趨于大型化、復雜化、多樣化,航天器大型零部件加工和裝配越來越依賴于高精高效的大尺寸便攜式測量技術、儀器/系統(包括如電子經緯儀、激光跟蹤儀、激光雷達、關節臂、照相測量系統、激光掃描系統、室內GPS等)所提供的性能質量保證[3]。
以往對大型載人航天器的測量主要是使用單臺測量儀器,存在測量過程中轉站次數多、輔助測量人員多、擋光現象多、測量周期長、部分項目不可測等問題,因此,需要尋找一種測量空間范圍大、測量精度更高、轉站次數少、測量效率高的測量方法來滿足大型載人航天器對精密測量提出的新挑戰。多設備組網測量技術可很好解決當前大型載人航天器測量中所遇到的難題。
2 多設備組網測量原理
2.1 測量工藝基本流程
測量任務的主要測量工藝流程見圖1。
1)待測對象的分析。待測對象可以是毛坯件、零部件、部裝、總裝,但是不管處于何種狀態,需要分析待測對象的尺寸、結構、材料等一些基本要素[4]。
2)測量方案規劃。明確待測對象的測量要求,結合當前測量設備能力和測量技術,選擇合適的測量設備進行現場布局,從而形成測量方案。
3)測量過程執行與數據分析。按照測量方案在現場對每個待測特征實施采樣,然后進行數據處理,給出數據處理結果并進行反饋。
2.2 基本原理
多設備組網測量的基本原理就是多傳感器的數據融合。
由于各傳感器空間位置的差異,導致信息描述空間各不相同,各測量傳感器的測量數據均在各自定義的坐標系下,如圖2所示。
故將各極坐標數據轉換成直角坐標數據[5]:

其中,T為點坐標矩陣,l為點距,α為OP在x-o-y面內投影與x軸的夾角,β為OP與x-o-y面的夾角。

圖1 測量工藝基本流程Fig.1 Basic flow chat of measure craftwork
然后將各傳感器數據映射到同一參考空間,將測量坐標系統一到測量基準坐標系。一般可以選擇工件坐標系或其中某測站的坐標系為測量基準坐標系,將不同坐標系下的數據進行空間轉換。如圖3所示為一個典型大尺寸多設備測量網絡,它包括激光跟蹤儀、經緯儀和關節式測量臂3個測量設備[6]。以激光跟蹤儀測站為測量基準坐標系,則需要將其他兩個測站的測量數據轉換到該基準坐標系中。

圖2 測量點的直角坐標和極坐標關系Fig.2 Connection between Cartesian coordinates and polar coordinates
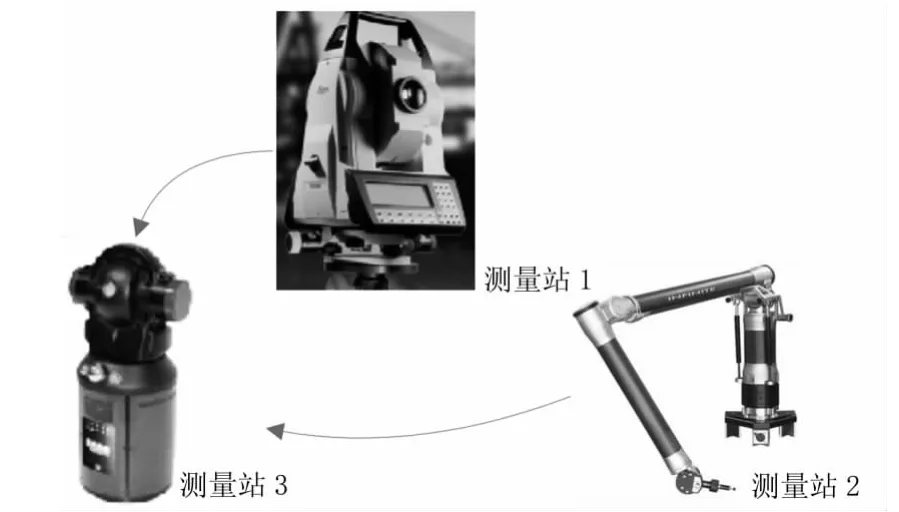
圖3 多測站的坐標系轉換Fig.3 Coordination transform of multi-measurement sites
通過空間公共點來實現其他測量坐標系旋轉和平移到基準坐標系下,其旋轉和平移的計算公式如(2)、(3)、(4)所示[3],式中i最小為 3(解方程的必要條件),在實際測量中為保證轉換的精度,一般需要保證i為6 ~8[6]。
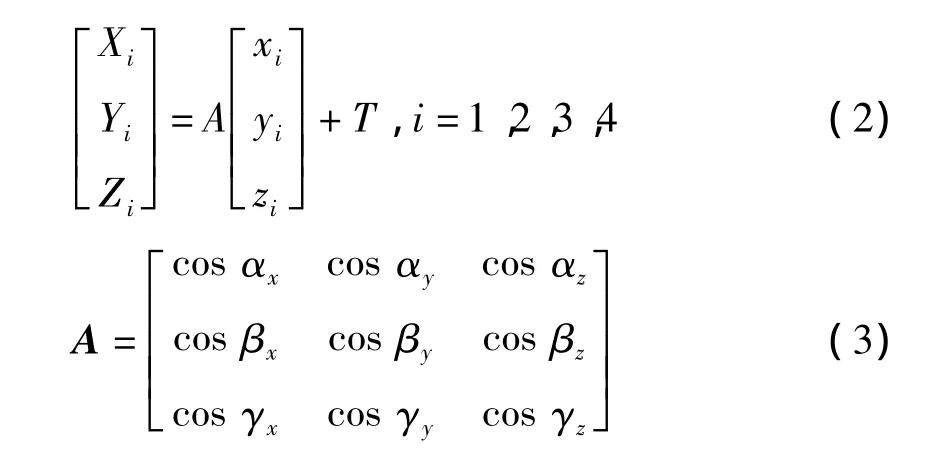

把同一組點在各自設備或工件坐標系下點坐標(xi,yi,zi)T,(Xi,Yi,Zi)T代入公式(2)中就可以求出A和T。其中,A為旋轉矩陣,T為平移矢量。
3 多設備組網測量方法
3.1 組網技術
以往對大型結構件(如大型艙體)的測量主要是使用單臺激光跟蹤儀,測量過程中轉站次數多,輔助測量人員多,擋光現象多,測量周期長,存在不可測項目。激光雷達和激光跟蹤儀組網測量能夠一舉解決上述多個測量難題。進行組網后新的測量系統其優勢在于:測量空間范圍大、測量精度更高、轉站次數少和測量效率高,很好的滿足了當前大型結構件(如大型艙體)對幾何測量提出的新要求。對大型結構件(如大型艙體)進行幾何量測量的傳統方法和組網測量方法優劣勢分析如表1所示。
在大型結構件(例如大型艙體)裝配精度測量中所使用的儀器主要有激光跟蹤儀和激光雷達。為了實現多設備組網測量,需要通過對相應的測量軟硬件進行應用方法研究以達到對激光雷達、激光跟蹤儀的數據采集和自動控制的基本要求。應用研究具體包括相應的硬件接口、通訊電纜、控制軟件、數據庫的統一及共享,設備組網成功后對組網測量系統的精度進行聯合標定以滿足測量精度的要求。聯合標定主要利用輔助標定工裝和校準桿按照特定的標定方法實現。選擇激光跟蹤儀和激光雷達組成測量網絡系統,兩種測量設備的參數見表2,所用軟件 SA(Spatial Analyzer)為專業測量軟件。
3.2 組網配置
多測量設備組網時需要將各測量設備所獲取到的數據進行共同處理,故首先需要實現整個測量網絡的數據通訊和共享,這樣才有利于各測量設備采集到的數據被充分利用。根據組網需要,設計了一個測量網絡系統,其數據通訊主要靠數據交換機來實現,示意圖如圖4所示。

表1 測量方法分析對比Table 1 Comparison of measurement methods

表2 測量設備參數Table 2 The parameter of measurement equipment

圖4 激光跟蹤儀和激光雷達組網配置示意圖Fig.4 Picture of Laser tracker and Lidar combinated configuration
測量網絡系統主要由計算機、數據交換機、激光跟蹤儀、激光雷達和大型艙體組成。其主要功能分別為:
1)計算機:下達指令,操作者對于測量軟件的操作;接收數據,接收測量設備反饋回來的測量數據;處理數據,獲取直接數據之后進行數據處理和分析。
2)數據交換機:數據交換,主要是對計算機和測量設備之間的信息進行互通。
3)激光跟蹤儀:接收指令,接收計算機所發出的指令;采集數據,采用接觸式采集待測目標的數據;傳輸數據,將測量獲取到的點坐標反饋到測量軟件。
4)激光雷達:接收指令,接收計算機所發出的指令;采集數據,采用非接觸式采集待測目標的數據;傳輸數據,將測量獲取到的點坐標反饋到測量軟件。
5)待測大型艙體:提供待測目標。
由于數據交換機可以有多個接口,故此系統具有可擴展性,即可以連接除上述兩臺測量設備之外的其他設備。因為原來兩臺測量設備都是由測量軟件SA控制,故兩者的數據格式可以完全保持一致,無須進行數據格式轉換。因此兩臺測量設備所采集到的數據均能通過數據交換機到達計算機,數據格式也一致,數據存在互通性,能夠實現軟硬件接口和數據共享。組網測量示意圖如圖5所示,大型載人航天器測量過程中所用到的測量附件和輔助工裝如圖6所示。

圖5 激光雷達和激光跟蹤儀組網測量示意圖Fig.5 Picture of Laser tracker and Lidar combination measurement

圖6 大型艙體組網測量附件和工裝Fig.6 Accessories and tools of combinated measurement on large cabin
3.3 數據解算

圖7 坐標系轉換數據處理界面Fig.7 Interface of dealing with coordination-data
利用固定點進行坐標系轉換時存在著一定的轉換誤差,圖7為坐標系轉換數據處理界面,在轉換過程中需要分析各點分量的偏差是否存在粗大誤差,若存在偏差較大的分量,說明該點的位置數據被破壞,因此可認為該點為粗大誤差點,可以作為壞點進行剔除,通過分析和剔除最終保證坐標系轉換誤差控制在允許范圍內。
組網測量技術在大型載人艙體測量過程中,解決了轉站多、擋光現象多、測量周期長、存在不可測項目等四大難題,得到了很好的應用。
4 結論
根據多設備組網測量自身技術特點來看,后續該技術的主要發展趨勢為:
1)測量平臺軟件統一。使用統一的數據傳輸、處理的測量平臺軟件,從軟硬件上使得多設備組網更加便利,改善自身的測量環境和能力。測量平臺的數字化處理如圖8所示。
2)硬件改善。通過對測量設備硬件的性能進行改善或者根據需求進行全新的結構功能設計,包括對測量機機體,測頭,傳感器等各種相關設備的改善[7]。
3)測量設備配置。對于單臺測量設備無法完成的測量任務,用多臺同類型或者不同類型的設備組合測量,這其中涉及到測量設備空間位置的配置等一系列問題。
4)數據處理。在獲取數據之后,如果采用好的計算方法來進行數據處理,以獲得更好的數據結果。這里注重處理算法的研究,例如,人工神經網絡、遺傳算法、模糊理論,蒙特卡羅仿真、進化算法、最小二乘法、高斯濾波快速算法等各種算法的研究和運用。

圖8 數字化處理平臺示意圖Fig.8 Picture of digital processing platform
5)測量通信接口標準。由于測量過程中的不同部分采用不同的語言通信接口標準,所以對測量數據通信造成一定的困難。現今比較主流接口形式為:DMIS,ISO STEP,DML,I++DME,后續需要對各種通信接口標準進行統一規范度的制定和落實。
[1] 張福民,曲興華.大尺寸測量中多傳感器的融合[J].光學精密工程,2008,25(4):26-27.
[2] 劉鵬鑫,王揚.反求工程中多傳感組合測量系統研究現狀與發展[J].機械科學與技術,2008,32(2):19-23.
[3] 苻天舒.關于組合測量列方差公式的證明[J].物理實驗,2009,28(1):87-91.
[4] 石彥召,朱新華.基于光電經緯儀的布站研究[J].探測與控制學報,2010,35(10):45-47.
[5] 于成浩,柯明.基于激光跟蹤儀的三維控制網測量精度分析[J].測繪科學,2009,29(6):89-92.
[6] 航志民,唐文彥,劉建新,等.基于激光跟蹤儀和坐標測量臂的工業測量系統[J].測量與設備,2008,61(2):14-18.
[7] 賈東永,陳聯,陳光奇,等.空間站密封艙雙道靜密封結構泄露檢測[J].載人航天,2012,18(6):31-32.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
工業設計(2016年12期)2016-04-16 02:52:00
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
設備管理與維修(2015年12期)2015-04-09 06:57:00