盤類零件檢測方法的研究
2013-09-07 09:39:58
中國新技術新產品 2013年21期
(沈陽黎明航空發動機(集團)有限責任公司產品檢驗檢測中心,遼寧 沈陽 110043)
1 概述
盤類零件是航空發動機關鍵部件,是在高速旋轉、變負荷下工作,要求振動小,各種配合表面尺寸精度、形狀精度與位置精度要求高,配合表面尺寸精度為IT6,工作表面相對跳動不大于0.01mm,壁厚差不大于0.2mm,內外表面需要高表面粗糙度,以免零件承受變負荷產生裂紋,正是這些特點,對該類零件檢測要求更高。
2 盤類零件的檢測技術
2.1 榫槽相關尺寸的投影檢測
盤類件榫槽型面復雜、尺寸多,實際測量過程中存在著困難,對其型面采用光學投影的方法進行檢查。如零件輪廓、截面、表面狀態及尺寸檢查,用光學透鏡放大作用將形狀復雜的零件按比例放大,在熒屏上投影,將影像與輪廓公差帶放大圖在投影板上比較,判斷其符合性。
某新機低壓渦輪盤榫槽就是采用投影的方法進行檢查。將零件榫槽的影像放大后與榫槽投影放大圖進行比較測量,注意放大倍數應相同。具體測量方法:試件拉完之后,將投影試件放在投影儀上,投影面為槽進口處,保持尖邊,調整物距使影像清晰。放大圖是預先設計好的渦輪盤榫槽放大50倍版面圖,放大圖放在投影板上,調節試件和投影板位置,檢查榫槽基面和放大圖基面的重合性。
2.2 榫槽長度尺寸的檢測
榫槽基準面與理論分度線(31°)的交點到榫槽槽底之間的距離14.1+0.10通常使用測具和標準件來測量。測具如圖1所示。
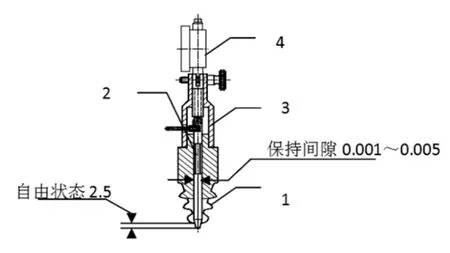
圖1 榫槽長度尺寸測具
該深度測具設計成帶指示表的結構形式,測具主體是測量頭,是根據榫槽尺寸設計成縱樹形榫頭,榫頭的齒形、輪廓公差帶與榫槽相同,測量桿與主體要保持一定間隙0.001~0.005,避免測具傾斜,保證測量精度。測量前,檢查測量頭反應是否靈活,使用標準件對零時,測具榫頭與標準件的齒槽應完全貼合,將百分表對零。實物測量時,要保證測具榫齒與實物的齒槽應完全貼合,觀察百分表指針偏差。被測長度尺寸=標準件實際值-百分表偏差(±)
2.3 榫槽槽寬尺寸的檢測
榫槽槽寬尺寸是使用滾棒和量塊共同組合進行測量的。使用前要使用指示千分尺對滾棒進行校準,再用標準量塊組合成5.501、5.588兩個極限尺寸,作為通端、止端對榫槽槽寬尺寸進行測量。
2.4 榫槽技術條件的檢測
2.4.1 位置度測量
在實際檢查過程中,施工盤榫槽的技術條件與正式零件的技術條件要求完全相同,所以檢測方法也相同。渦輪盤102個榫槽均布的技術條件要求是位置度0.08,是使用測具對相鄰兩齒的齒厚進行測量而來進行判定的。
該測具設計成帶指示表的結構形式,指示表的讀數差值設計成榫槽位置度的兩倍數值0.16,其中固定測頭上有兩個測量頭,另一個是活動測頭,壓簧控制活動測頭與齒槽很好的貼合。
測量時,將固定測頭上的兩個測量頭放在榫槽的第一個齒槽內,另一個活動測量頭壓在相鄰榫槽的相對應齒槽內左右擺動測量齒厚,觀察百分表指針實際偏差。102個榫槽的齒厚逐一進行測量,最大與最小齒厚差在0.16mm之內,該位置度0.08mm合格。
2.4.2 L值、平行度、跳動、角度的綜合測量
榫槽基準面與理論分度線(31°)的交點到輪盤軸線間距L=277±0.08以及技術條件平行度100:0.15B、跳動0.08B、平行度100:0.2C和角度17°±15′同時使用綜合測具、標準件和齒形量規進行檢測。
該綜合測具結構簡單、輕便,測具上的兩個基準平面和兩個基準銷子分別確定測具的端面基準和徑向基準,測具表夾設計成“┎┓”字形結構,可在測具上方、左方、徑向同時安裝百分表,多方位對尺寸和技術條件進行測量。該測具要與轉接器一同配合使用對榫槽進行測量。測量前,將轉接器榫齒插入渦輪盤榫槽內,用榫齒工作面定位,端面壓板保證轉接器與渦輪盤平面水平,通過壓緊螺栓使轉接器拉緊,按檢查的尺寸、技術條件將對應的表安裝在測具上,在標準件上分別調零,百分表壓緊量在(1/4~1/2)圈間。
檢查尺寸L277±0.08和技術條件跳動0.08B時,是將百分表裝在測具的表夾上,測具的端面基準與標準件的端面基準靠齊,測具的兩個基準銷與標準件的基準圓弧靠齊,表夾上面的兩個擋銷中一個靠緊對表塊的一側,百分表測頭壓在標準件的L值基準面上進行對零。將轉接器安裝在渦輪盤的榫槽上鎖緊,測量過程中一定要保證表夾上擋銷與轉接器的靠緊情況與標準件對零時在同一側,觀察百分表的讀數在±0.08mm內,該尺寸L277±0.08合格。技術條件跳動0.08是在整圈盤的榫槽上均布取4個位置8點進行測量,取最大與最小值之差即為跳動值。
檢查角度17°±15′是用測具的表夾進行測量,使用千分表在標準件側面上對零時。測量時,千分表指針壓在轉接器的側面進行測量。千分表讀數在±0.038間,可確定該角度合格。此種測量是把角度公差轉換為線性公差進行測量。
[1]盤類零件圓跳動量測量機[J]機械工人.冷加工,1996(07).
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
