45鋼尾軸的焊補工藝
2013-07-10 09:33:24黃海造船有限公司山東石島264309邢殿忠
金屬加工(熱加工) 2013年16期
黃海造船有限公司 (山東石島 264309) 邢殿忠
1. 概述
某漁船船東使用的一對拖網漁船,塢修時發現在尾軸表面徑向出現了一圈寬15~20mm、深6~8mm不等的腐蝕溝槽。該尾軸長約5.6m,原因是客戶在上塢拆裝推進器后,因對螺旋槳前端面與尾軸間隙密封未處理好,下水航行中海水滲到尾軸表面造成腐蝕。該尾軸許用設計直徑185mm,實際采用直徑為195mm,如果繼續使用會加劇腐蝕,尾軸可能因有效直徑減少而導致斷裂,連同推進器脫落丟失,給客戶造成巨大經濟損失。
如果重新加工兩支尾軸,則因制作尾軸周期長,既耽誤了捕撈作業,又增加了經濟負擔。經現場分析論證,決定采用CO2氣體保護焊對尾軸的腐蝕部位進行焊補。
為保證焊接質量,認真分析了45鋼的焊接性能及在焊接過程中可能存在的問題,并據此制定相應的焊接工藝措施。
2. 焊接難點分析
(1)45鋼的化學成分如表1所示(鋼廠提供)。

表1 45鋼化學成分 (質量分數) (%)
由表可見,45鋼由于含碳量較高,其焊接性較差,容易產生熱裂紋、冷裂紋、氣孔和焊接接頭脆化等缺陷。
(2)尾軸前后位置有兩個長度分別為1m左右的銅套,兩銅套中間部位尾軸表面包敷玻璃鋼涂層,無法對尾軸焊前整體預熱。
(3)該尾軸為成形產品,焊補后沒有加工余量,要求焊接變形為零。
3. 焊接材料的選擇
由于45鋼含碳量較高,焊接后易產生延遲性裂紋,為預防這種情況的發生,我們選擇了GFL-71Ni藥芯焊絲作為焊材,其化學成分如表2所示。
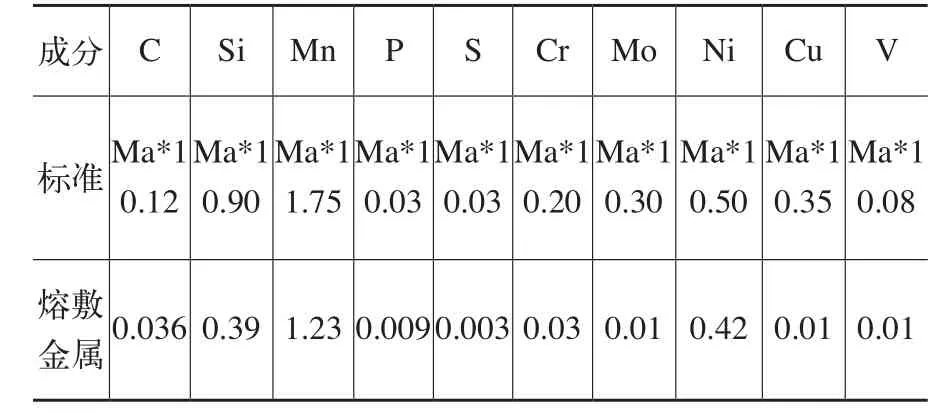
表2 GFL-71Ni藥芯焊絲化學成分(質量分數)(%)
由于焊絲含有Ni的成分,且P、S含量極低,能夠提高焊縫的抗裂性。
4. 焊接工藝
(1)焊接工藝要點 焊前在焊縫周圍局部預熱,為防止預熱溫度過高,造成尾軸的變形和對銅套的損傷,因此溫度宜控制在150℃。
層間溫度控制:采用小電流、低電壓多層焊。可通過減少含碳量高的母材金屬熔入熔池,來滿足焊縫金屬的含碳量低于母材的要求,從而獲得好的焊接接頭。
焊接時將尾軸水平放在墩木上,采用專門地火線、遮蓋好尾軸表面,防止因接觸不良和焊接飛濺等對尾軸造成二次損傷。
(2)焊接工藝 采用機械加工,把被腐蝕部位加工成上口寬20mm、下口寬15mm、深為7.5mm的U形坡口,沒有被加工掉的腐蝕層用角磨機打光。
焊接步驟如下:
第一,在尾軸坡口附近用兩支氧乙炔火焰焊炬對稱快速移動,緩慢加熱,使軸的內部和表面溫度能均勻加熱到150℃。
第二,使用逆變式CO2氣體保護焊機,直流反接、小電流施焊,焊縫熔深要淺,焊速要快,焊道要窄,以保證層間溫度。具體焊接參數如表3所示。
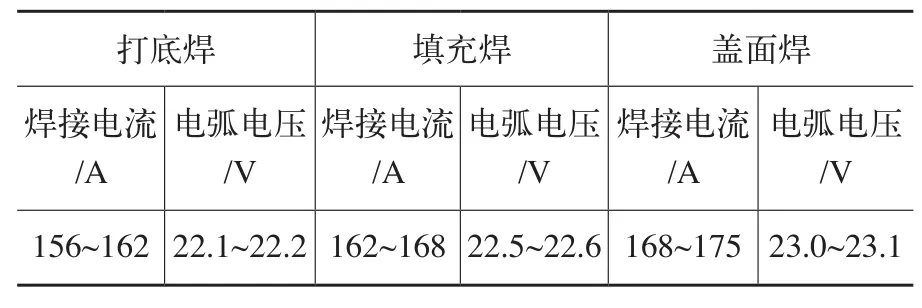
表3 焊接參數
第三,采用兩名焊工對稱分段焊法以減少焊接應力集中,確保無焊接變形,且每道焊縫要錯開接頭。分段焊和焊縫位置如附圖所示。

分段焊和焊縫位置
第四,焊后仔細檢查焊縫外觀有無裂紋、氣孔、未熔合和咬邊等缺陷,焊縫余高能否達到要求。
第五,施焊結束后立即對尾軸對稱均勻加熱到250℃,用石棉毯包裹保溫自然冷卻,48h后檢查無焊接缺陷后加工去掉余高。
第六,加工后對焊縫及焊接接頭表面進行著色、磁粉探傷檢查,未發現裂紋等缺陷,經超聲波檢測焊縫內部無氣孔、夾渣、未熔合和裂紋等缺陷。
5. 結語
(1)采用合理的焊接工藝,正確的選擇焊接材料,45鋼尾軸的焊補可獲得理想的焊縫質量。
(2)為防止出現熱裂紋和熱影響區的脆化,采用焊前局部預熱,控制好層間溫度和焊后熱處理等工藝措施是獲得良好的焊縫質量的關鍵,采用兩名焊工分段對稱焊接,是尾軸焊后零變形的保證。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24