長箱型結構件焊接用簡易滾輪架的設計與應用
2013-07-10 09:33:24內蒙古一機集團大地工程機械有限公司包頭014032史元成忻世吉
金屬加工(熱加工) 2013年16期
內蒙古一機集團大地工程機械有限公司 (包頭 014032) 李 闖 李 銳 史元成 忻世吉
1. 概述
推桿作為推土機工作裝置(推土鏟)與主機連接的重要裝置,其外形呈長條箱狀,長度因機型不同略有差異,TY230推桿縱向全長3055mm,TSY230推桿縱向全長3205mm,相差150mm,重量均為350kg左右(基本結構見圖1、圖2)。雖然焊接工作量不大,但長期以來該結構件的焊接效率卻很低,焊接工作量不足1h,而完成單件焊接、清理工作卻往往需要半天時間,造成如此被動局面。
主要原因有以下幾點:
(1)焊縫分布分散,沿筒形四面均有焊縫(焊縫分布見圖1、圖2)。要保證焊接質量,所有焊縫應在水平位置焊接,這樣結構件至少需要三次翻轉,同樣焊后清理也要重復翻轉。
(2)該結構件較重,無法人工手動翻轉,必須有吊車配合才能完成。如果生產現場無懸臂吊或龍門吊等設備,時間都消耗在等橋吊上,時間浪費相當嚴重。
綜上所述,解決推桿焊接翻轉耗時耗力成為提高推桿生產效率的關鍵所在。
2. 設計思路
通常,罐體、管道、筒狀結構件的廠內焊接都實現了半自動化,基本上都是利用電動機帶動焊接滾輪架完成自動定速、旋轉焊接,既保證了焊接質輪與工件間的摩擦力,帶動焊件旋轉的變位機械,國內外生產廠家都已形成規模化、系列化生產,一般情況下配合焊接機器人使用,還可根據用戶需求特定制造。但滿足使用滾輪架的前提必須是結構件截面外形呈圓形,而推桿橫截面呈長方形,屬不規則形狀,在焊接滾輪架上難以完成周圈回轉動作。
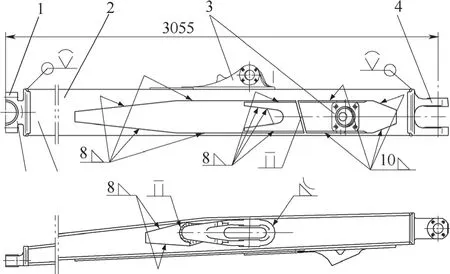
圖 1 TY230型推土機推桿結構及焊縫布置
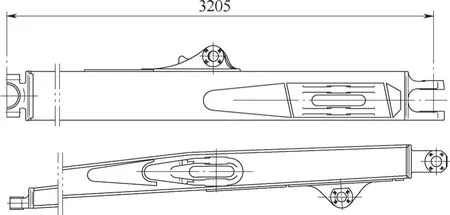
圖2 TSY230型推土機推桿結構(零部件、焊縫布置與圖1相似)
雖然焊接推桿直接使用焊接滾輪架的條件不具備,但仍給我們尋求解決方法提供了可借鑒的思路。既然推桿橫截面不是圓形,我們可以利用其他輔助裝置使其外形符合滾輪架的使用要求。該輔助裝置應滿足以下要求:第一,應具備足夠的剛度,滿足長期使用及拆卸頻繁不致使其變形的要求;第二,外形應呈標準圓形,可帶動推桿在滾輪架上完成圓滿的圓周運動;第三,裝卸結構件必須簡單方便,滿足批量生產要求。
根據實際使用要求,新實用焊接滾輪架的設計遵循簡單、節約、制造使用方便的原則,不區分主、從動輪,只選取基本的支架及滾輪結構,省去電動機帶動。
3. 具體結構設計
因為推桿右端有可供裝夾用的零件(托架),那么我們利用該零件實現右端裝夾。左側根據箱型梁截面形狀,設計專用滾圈(見圖3),將推桿按圖示位置裝入滾圈及右側裝夾座上(見圖4),完成夾緊工作后(總裝配圖見圖5),焊完一面翻轉90°,三次翻轉后即可完成焊接工作。清理打磨工作按上述方法執行。
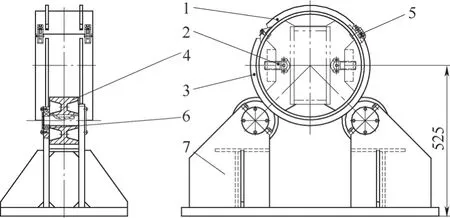
圖3 滾圈部位結構裝夾示意
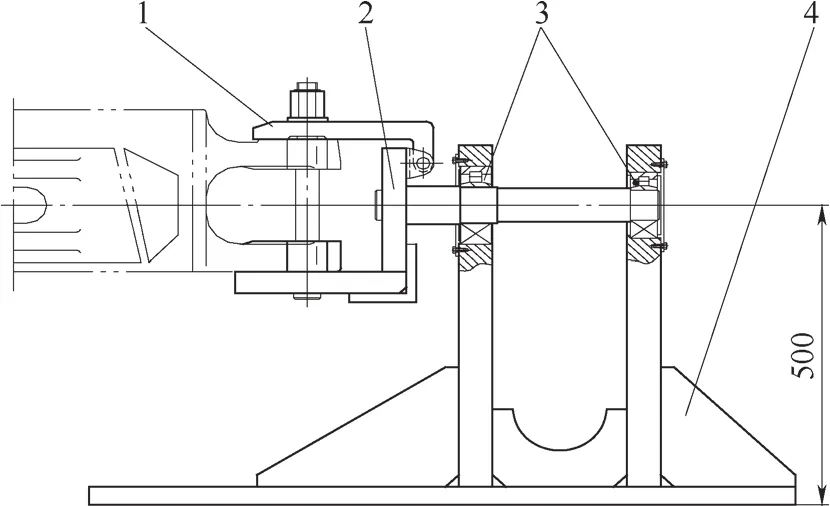
圖4 右側夾座結構裝夾示意
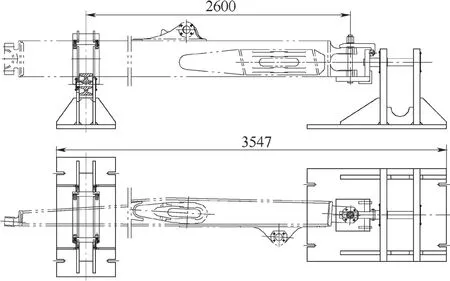
圖5 滾輪架整體使用示意
翻轉時只需使用撬棍等簡單工具即可實現360°任意旋轉,省力省時。
4. 結語
根據統計,新設計的焊接輔助裝備投入使用后,裝夾簡單快捷,使得主要工作全部集中在焊接和打磨清理上,提高了推桿焊接效率60%以上,操作者不再為反復翻轉構件空耗時間。同時,該裝置投資小,維護簡單,此經驗同樣可以應用到其他長箱型結構件(如臺車架箱型梁等)的焊接生產上。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
設備管理與維修(2015年12期)2015-04-09 06:57:24