QU100重型軌道焊接工藝研究及應(yīng)用
2013-06-28 06:30:02中遠船務(wù)集團公司遼寧大連116600楊文華
金屬加工(熱加工) 2013年16期
關(guān)鍵詞:焊縫
中遠船務(wù)集團公司 (遼寧大連 116600) 楊文華
湖北精工鋼結(jié)構(gòu)有限公司 (武漢 430415) 姜殿忠
1. 概述
隨著國家進出口貨物的不斷增加,港口起重機成為港口吊裝貨物的主要設(shè)備之一。起重機正向著大噸位、高效率發(fā)展,起重機軌道安裝由傳統(tǒng)的硬式固定軌道發(fā)展為焊接連接,鑒于QU100型鋼軌的焊接工藝性能差等缺點,結(jié)合中遠船務(wù)集團碼頭QU100重型軌道的安裝、焊接技術(shù),本文對QU100重型軌道焊接工藝進行探究,并結(jié)合施工中容易出現(xiàn)的問題,采用合理的焊接工藝措施以達到設(shè)計及規(guī)范要求,為同類型鋼軌的安裝、焊接技術(shù)提供引導(dǎo)和借鑒作用。
2. QU100型鋼軌焊接工藝性能分析
目前我國生產(chǎn)的QU型鋼軌截面形式如圖1所示,軌道參數(shù)及鋼軌軌道材質(zhì)U71Mn化學(xué)成分如表1、表2所示。
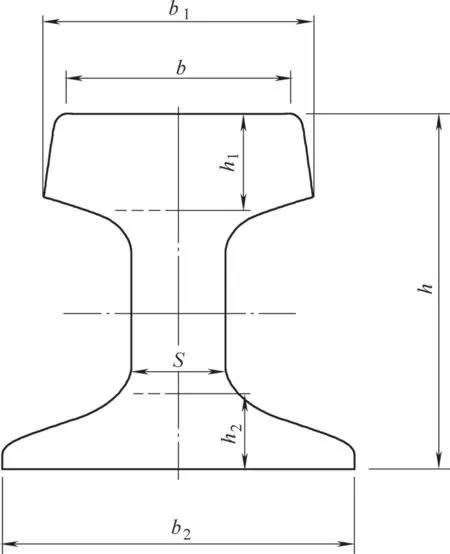
圖1 QU型鋼軌截面形式
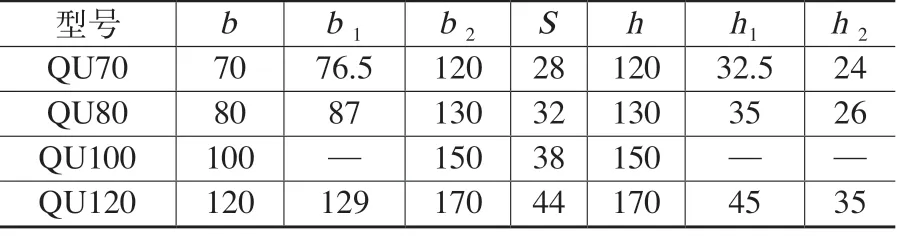
表1 QU型軌道參數(shù) (mm)

表2 鋼軌軌道材質(zhì)U71Mn化學(xué)成分(質(zhì)量分數(shù))(%)
從表2可看出,此型號軌道焊接難度高,主要原因如下:
(1)此種型號鋼wc均高于0.65%,構(gòu)件焊接后在緩冷的過程中,淬火性能敏感,熱影響區(qū)產(chǎn)生馬氏體組織,形成脆性硬化區(qū),易產(chǎn)生裂紋。同時,由于組織應(yīng)力對焊縫金屬的作用,故可能引起過熱區(qū)裂紋。
(2)焊接過程中,部分母材熔入熔池中,使焊縫金屬的含碳量增加,易產(chǎn)生熱裂紋。
(3)高碳鋼的導(dǎo)熱性能差,致使焊接區(qū)域和母材區(qū)溫差較大,焊接時產(chǎn)生過大的應(yīng)力集中,熔池緩冷的過程中出現(xiàn)裂紋的傾向較大。
(4) 焊接高碳鋼時,由于溫度過高致使晶粒增長速度加快,部分碳化物分布在晶粒邊界,使焊縫脆化,焊接接頭強度降低。
(5)由于長時間暴露在空氣中的液態(tài)金屬受空氣中氧的作用,易被氧化,因此必須采取嚴格的工藝措施,選擇適當?shù)暮附訁?shù),才能保證焊接質(zhì)量。
3. 軌道安裝
(1)焊前準備 焊接前將鋼軌端頭及其周圍25mm范圍內(nèi)打磨干凈,露出金屬光澤,焊縫周圍不得有油、銹、漆等影響焊接性能的雜物。
(2)焊接方法的選用 根據(jù)軌道的承受載荷特點,本工程焊接方法采用焊條電弧焊(SMAW),焊材選用LB52U打底、J607RH填充及其軌底和軌腰的蓋面、軌頭的蓋面選用耐磨焊條D287,焊條為φ3.2mm或φ4.0mm,直流反接;焊條使用前應(yīng)嚴格進行烘培,烘培溫度350°,恒溫1h,烘焙后的焊條放于120°的恒溫箱中,焊條從恒溫箱取出后應(yīng)立即放入事先預(yù)熱的焊條保溫桶中隨取隨用。
(3)模擬焊接及熱處理試驗 試驗?zāi)康模孩衮炞C在擬定的工藝參數(shù)下所焊接的接頭內(nèi)部應(yīng)無裂紋、未熔合及夾渣等焊接缺陷。②確定反變形量:記錄焊接前、后的反變形量,以及軌底、軌腰和軌頭焊接過程中基礎(chǔ)數(shù)據(jù)的變化。
(4)焊接反變形的控制措施 將鋼軌端頭墊起一定的高度以保證鋼軌焊接后軌道安裝后平直度的精度。為此,我們按照圖2所示的做法,預(yù)先用碳鋼墊板將鋼軌端頭墊起30mm,利用已制作好的預(yù)埋螺栓和壓板等聯(lián)接件,擰緊螺母使鋼軌固定在已經(jīng)預(yù)制好的墊板(已經(jīng)調(diào)平)上。當焊完軌道底部以后,松開壓板,將鋼軌端頭的墊起高度降低到10~15 mm,再擰緊壓板螺母。當焊接軌道腰部時,逐漸降低墊板高度,當軌腰部分焊完時應(yīng)拆除全部墊板并松開壓板,此時鋼軌接頭處應(yīng)該有很小的上翹值,在焊接軌頭過程中,根據(jù)鋼軌恢復(fù)平直的情況,決定是否再擰緊壓板螺母。在全部施焊過程中,需隨時用直鋼板尺檢查鋼軌接頭的變形情況,隨時調(diào)整接頭的高度和松緊壓板來控制鋼軌接頭的變形。在施焊前固定鋼軌接頭時,兩根鋼軌端頭之間所留的間隙是上寬下窄,以軌底間隙為準,不得小于12mm,也不宜過寬,一般控制在19~21mm內(nèi)。在調(diào)整固定鋼軌端頭時,除了保證端頭間隙的尺寸外,還必須使兩根鋼軌端頭對齊,不得有歪扭和錯開等現(xiàn)象, 高低差和錯位差不超過0.5mm。在焊接前與施焊過程中,應(yīng)嚴格檢查并確保兩根鋼軌中心線的位置在一條直線上,以防止軌道焊接完畢時出現(xiàn)長度方向上的彎曲現(xiàn)象。
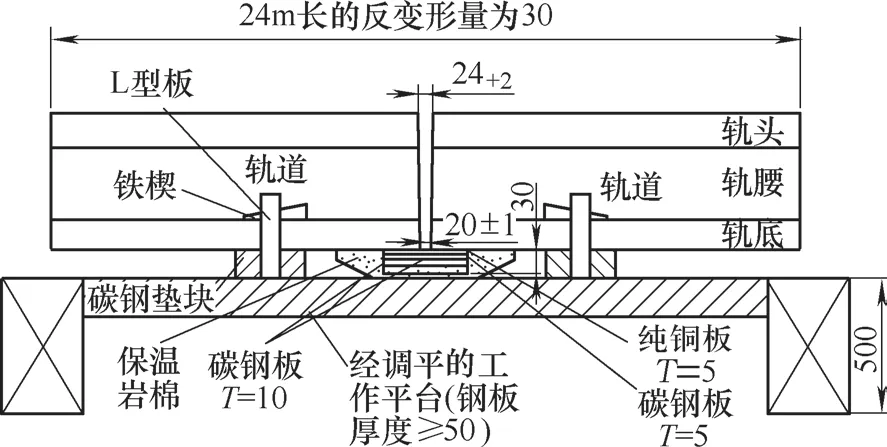
圖2 焊接反變形控制措施
4. 施焊過程
(1)焊前預(yù)熱 采用電加熱帶在軌道兩端頭同時預(yù)熱。預(yù)熱溫度為300~350℃,預(yù)熱范圍為焊縫接頭及其兩側(cè)100mm內(nèi),測溫點距接頭部位不小于76mm,測溫位置盡量在加熱面的相反側(cè),測溫時機為移開熱源后的60s之后。
(2)焊接順序 焊接軌道接頭的順序是由下而上,即按照軌底→軌腰→軌頭的順序逐層逐道堆焊焊接,最后修補周圍焊縫表面。
第一,軌底的焊接:采用φ3.2mm的LB52U打底及熱焊(共2層),然后采用φ3.2mm的J607RH焊條填充,焊接電流100~120A,電弧電壓21~23V,焊接速度80~100mm/根焊條。軌底的墊板規(guī)格可以按照上述推薦選用,也可以根據(jù)圖2中的軌道截面尺寸現(xiàn)場自定,軌底墊板下面預(yù)先鋪上干燥并足夠厚的保溫棉,以利于焊接時保持層間溫度,防止空淬。以后各層也可以使用φ4.0mm的J607RH焊條,焊接電流130~150A,電弧電壓22~24V,焊接速度120~140mm/根焊條。每層焊完必須把焊渣清除干凈才能繼續(xù)燒焊。
第二,軌腰和軌頭的焊接:采用φ3.2mm或φ4.0mm的J607RH焊條。當采用φ4.0mm的J607RH時,焊接電流為130~150A,電弧電壓為22~24V,焊接速度為120~140mm/根。焊接順序為從腰下部向上部施焊,每層焊完必須把焊渣清除干凈才能繼續(xù)燒焊。軌頭焊接時,采用耐磨焊條D287(φ3.2mm,焊接參數(shù)與φ3.2mm的J607RH焊條相同)焊接最后的2~3層,且焊接厚度不得小于8mm。整個截面焊接完成后,使用φ3.2mm的J607RH對焊縫周圍表面未焊接飽滿處進行補焊處理。
第三,焊接接頭檢測及俢磨要求:焊后48h,對軌道的表面和兩側(cè)面的焊縫進行磨平處理。當焊縫凸起過大時,用角向磨光機進行打磨處理,直到與軌頭齊平,最后用銼刀或砂紙將表面磨光,然后對接頭進行目測檢查有無裂縫等缺陷,最后對磨平的焊縫表面進行滲透探傷(PT)。焊縫的外觀檢測按AWS D1.1/D1.1M:2010, 第4.9.1.1條驗收;表面PT按ASME B31.3, 表341.3.2A驗收。
5. 軌道焊接過程中應(yīng)注意的事項
(1)軌道焊接前,必須設(shè)置有效的防風(fēng)和防雨、雪棚。
(2)焊接過程中,尤其在軌底的焊接時,應(yīng)盡可能的采用一根焊條焊完每道焊道以避免因接續(xù)焊條而斷弧,相鄰兩道焊道的焊接方向應(yīng)相反。
(3)每個軌道接頭的焊接工作應(yīng)連續(xù)進行,以利于軌道端頭在較高的溫度下焊接。
(4)焊接后,當消除應(yīng)力熱處理后尚未冷卻前,必須防止雨水等淋濕;燒熱的純銅墊板可以取下沾水冷卻,以便于接下來使用。
6. 焊后熱處理
軌道端頭焊接后及時對焊接接頭進行熱處理,以減緩焊接接頭的冷卻速度使焊縫內(nèi)氫更好的排出焊縫,降低冷裂紋產(chǎn)生幾率,從而改善焊接接頭的組織和性能。
(1)加熱 消除應(yīng)力熱處理的方式采用電加熱帶,在加熱的過程中應(yīng)盡可能使軌道截面加熱均勻,加熱溫度為520~550℃,加熱范圍:焊縫中心及其兩側(cè)各120mm內(nèi),恒溫加熱在1h以上。
(2)保溫、冷卻 用事先準備好的干燥保溫棉包裹好并捆扎于加熱區(qū)域,進行保溫緩冷,直至焊接接頭溫度冷卻到環(huán)境溫度。
7. 結(jié)語
焊接熱處理后,清除軌道焊縫兩側(cè)的氧化皮并進行PT檢測。通過以上工序后焊縫經(jīng)無損檢測合格率達97%以上。實踐證明,雖然QU100型軌道焊接性能差,安裝精度高,但只要采取合理的焊接工藝,鋼軌焊縫內(nèi)部組織、性能及安裝精度是完全可以達到設(shè)計及規(guī)范要求的。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07