FIDIA系統龍門軸不同步解決辦法
2013-07-09 11:40:54中航工業昌河飛機工業集團公司江西景德鎮333002秦海波馬旭德胡俊頡
金屬加工(冷加工) 2013年3期
中航工業昌河飛機工業集團公司 (江西景德鎮 333002) 胡 輝 秦海波 馬旭德 胡俊頡
龍門軸功能是一種完全意義上的同步驅動控制,它能把機械上剛性連接、有著獨立伺服驅動的兩個或三個軸實現同步而且無差別的控制。龍門軸結構中的所有軸都有自己的位置環,從動軸的位置給定由主動軸決定,系統會隨時監控主動軸和從動軸之間的位置偏差,當差值達到一定值以后,系統會產生相應的報警,這時,我們需要對龍門軸進行相應的調整,防止這個差值繼續擴大而對機械產生損害。
對于配置龍門軸的數控機床,使用的是FIDIA數控系統,如果出現如下報警:“FCN173 *G GANTRY LOOP ERROR (nn ) > 2nd TOLERANCE(nn)”。 其中GANTRY LOOP ERROR(nn)指的是龍門軸實際位置偏差值,2nd TOLERANCE(nn)指的是參數AXVTOLL2中的設定值。如果偏差值大于設定值時,數控系統就會出現FCN173報警,機床進入急停狀態,無法正常運行。
解決方法如下:
(1)在數控系統界面中點擊 “Options”—“Logon”,出現“Enter Password”的對話框(見圖1),將當前的年+月+日的值輸入,如2011年9月8日,2011+09+08=2028,即將值2028輸入。如果密碼正確,則豎軟鍵菜單中“SERVICE”顏色由灰變黑,激活服務區域。
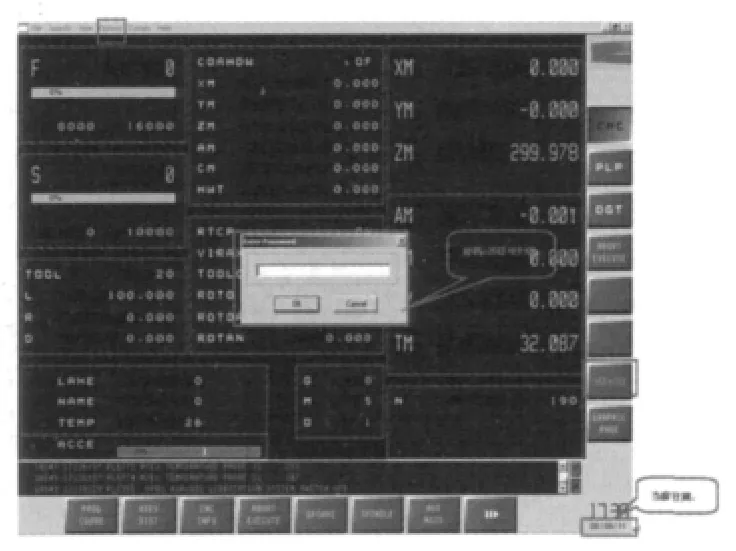
圖1 進入服務區域
(2)點擊豎軟鍵菜單中的“SERVICE”,在橫軟鍵菜單中選擇“INIT”(見圖2)。選擇“INIT LOAD”,對數控系統進行初始化加載。通過初始化加載清除報警“FCN173 *G GANTRY LOOP ERROR(nn) > 2nd TOLERANCE (nn)”。

圖2 初始化加載界面
(3)使用一標準大理石方尺,測量機床X、Y兩軸之間的垂直度,如果偏差較大,則須拆分龍門軸(將參數AXGOPEN由OF改成ON,調整完后必須將該參數設為OF),將其調整在允許公差范圍內。如有必要,還需松開橫梁兩端的緊固螺釘,以釋放橫梁應力。
(4)在完成以上步驟后,按下機床急停開關,重新執行系統初始化“INIT LOAD”。起動機床后,選擇“SERVICE”—“MAINT PARAMETER”—“MAINT GANTRY” —“AXSINST/AXSCOARSE”(見圖3)。
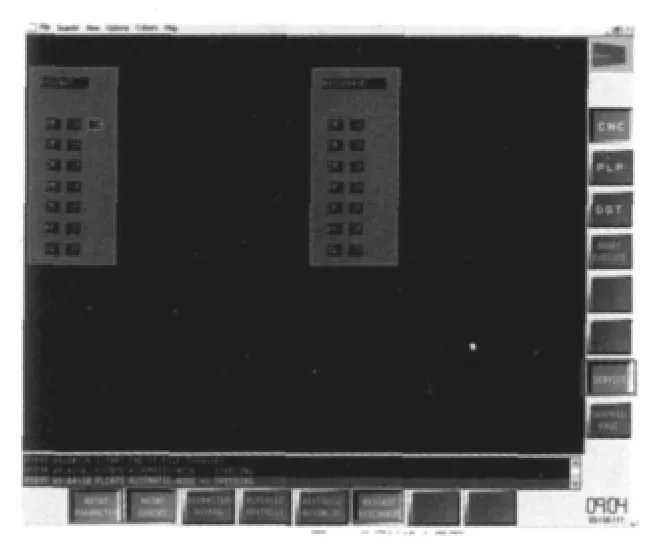
圖3 龍門軸設定界面
將參數“AXSINST XG”由OF改成ON,龍門軸回零邏輯切換至安裝狀態。在這種方式下,執行龍門軸回零,回零結束后,在LOGFILE中會顯示信息:“ICN155 DISTANCE BETWEEN INDEX IS(值)”。這個信息中包含了主動軸和從動軸零點之間存在的距離。將該值輸入至從動軸的回零預設值參數AXVZPR中。再將參數AXVINST*G設回OF,重新回零,確認兩個軸的零點正確。至此,龍門軸已經建立起同步關系,機床能夠正常運行,報警解決。
