數(shù)控旋壓成形工藝應(yīng)用實(shí)例
2013-10-11 14:09:28山東魯南機(jī)床有限公司滕州277500王紹存王傳河汪玉偉宋允臣
金屬加工(冷加工) 2013年3期
山東魯南機(jī)床有限公司 (滕州 277500) 王紹存 王傳河 汪玉偉 宋允臣
旋壓加工成形技術(shù)是利用旋輪對(duì)旋轉(zhuǎn)中的金屬毛坯(板料、筒形件或錐形件)逐點(diǎn)施以壓力,使之變形,金屬材料晶粒重新排列,以獲得所需形狀、尺寸、強(qiáng)度要求的零件的加工方法。它綜合了擠壓、拉伸、軋制、彎曲和滾壓等工藝特點(diǎn),特別適合薄壁、回轉(zhuǎn)體零件的成形加工。旋壓工藝基本分為普通旋壓和強(qiáng)力旋壓兩種,該工藝是真正無(wú)切削綠色環(huán)保的工藝。
1.強(qiáng)力旋壓
強(qiáng)力旋壓的正旋律原理:強(qiáng)力旋壓時(shí)必須先預(yù)留出旋輪與芯模之間間隙Δ,也就是需確定經(jīng)旋壓后零件的壁厚,這遵循一個(gè)基本原理——旋壓變形之正弦律。以平板強(qiáng)旋圓錐形件(見圖1)為例。
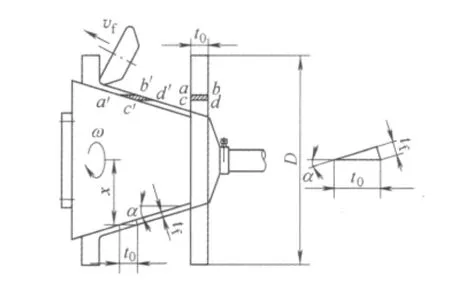
圖1
旋壓后工件的壁厚tf,與毛坯原始厚度t0和錐形件的半錐角α之間的關(guān)系符合正弦律,即
式中,tf為旋壓后工件的壁厚;t0為毛坯原始厚度;α為工件的半錐角。
2.普旋工藝
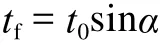
普旋工藝的原理:依據(jù)正旋率的計(jì)算分多道次旋壓,采用正反漸開線組合運(yùn)用,即所謂的貝齊埃凸凹曲線,該軌跡方式的運(yùn)用能降低材料的減薄率,使變薄均勻,實(shí)現(xiàn)平穩(wěn)旋壓。
實(shí)際在數(shù)控旋壓設(shè)備運(yùn)用時(shí),考慮數(shù)控系統(tǒng)的經(jīng)濟(jì)性選型,將分段圓弧代替漸開線,輔以直線過(guò)渡,再配合適當(dāng)?shù)耐迭c(diǎn)及相應(yīng)的旋壓參數(shù),可以較便利地旋壓出合格的產(chǎn)品(編程時(shí)可以借助CAD找正程序點(diǎn))。曲母線零件普旋工藝示意如圖2所示。
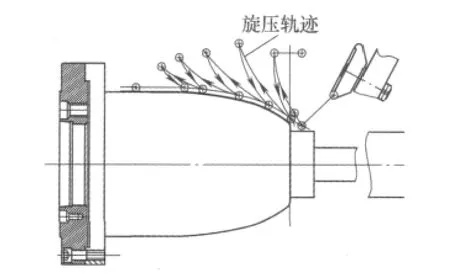
圖2
以下典型工藝均在我公司PXK350A數(shù)控旋壓機(jī)床上完成,單輪旋壓,配置廣州數(shù)控系統(tǒng)GSK980TDa。
3.自動(dòng)單循環(huán)強(qiáng)力旋壓
通常如圖1中α>15°的錐體能在一道次中旋制,能產(chǎn)生較大的材料變薄成形,獲得底厚邊薄的產(chǎn)品。
根據(jù)旋壓工藝及數(shù)控系統(tǒng)功能,建立如圖3所示的工件坐標(biāo)系,選擇軸中心線為X軸原點(diǎn),模具端面Z軸原點(diǎn),編輯程序如下:
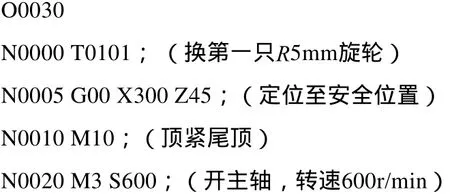
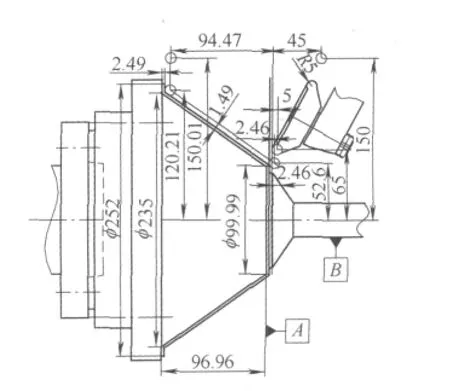
圖3 錐形件強(qiáng)旋的編程示意圖

4.普通自動(dòng)旋壓
(1)催化器口部的縮徑(收口)自動(dòng)旋壓。對(duì)于兩端均為敞開式的催化器,其旋壓工藝的安排是:在主軸上安裝一套特殊設(shè)計(jì)制造的脹胎模工裝。利用頂出器使脹胎模脹緊卷成形的筒形毛坯,如圖4所示,進(jìn)行催化器首端口部縮徑(收口)旋壓。對(duì)于已完成首端口部縮徑旋壓的催化器,催化器末端口部的縮徑旋壓,可利用特制的自定心卡盤夾緊催化器的方法,如圖5所示。
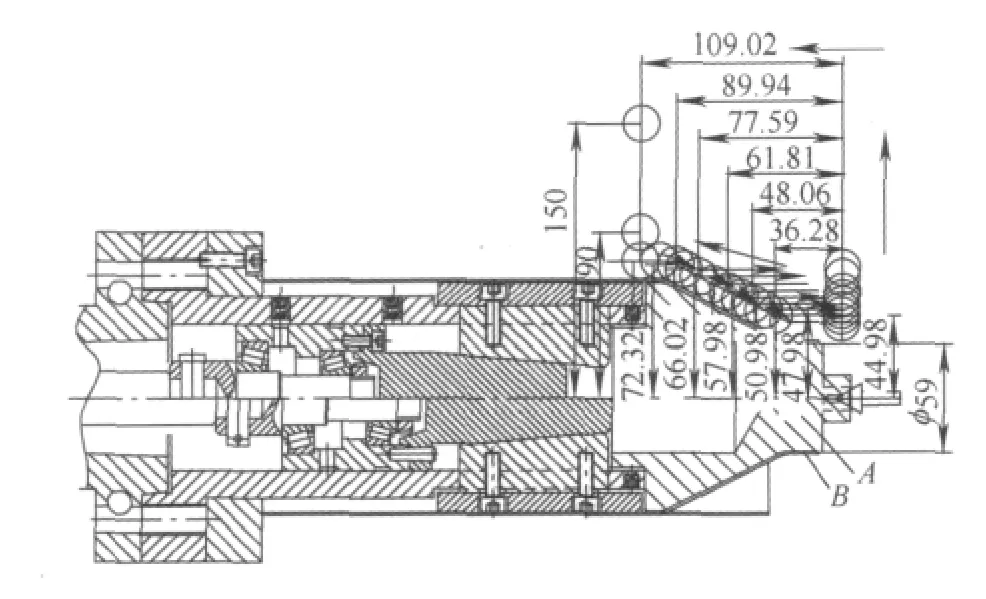
圖4 旋壓催化器首端的漲胎模工藝
根據(jù)旋壓工藝,建立圖4所示的工件坐標(biāo)系,選軸中心線為X軸原點(diǎn),模具端面為Z軸原點(diǎn),編輯程序如下:

圖5 旋壓催化器末端的三爪夾緊工藝
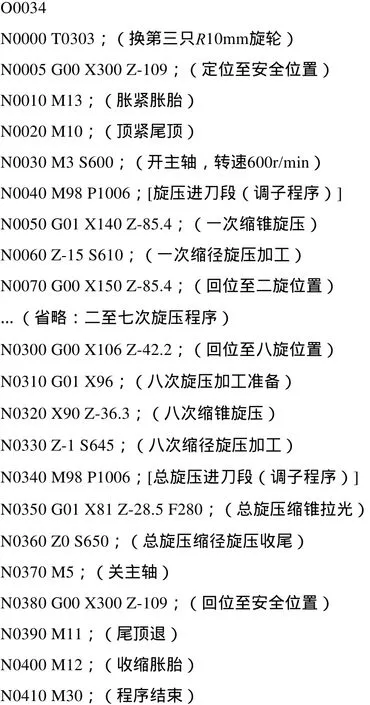
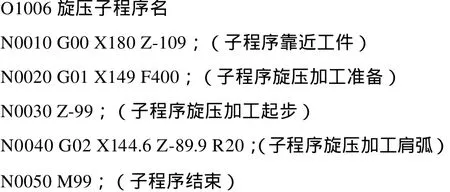
在上述程序中,由于進(jìn)刀段是同樣的,可用一個(gè)子程序以減少程序錄入:
在開始正式批量旋壓前,必需要做的工作如下:
Z軸對(duì)刀:以脹胎模錐頭端面(A面)為基準(zhǔn)面用手輪方式對(duì)刀,設(shè)定Z0。X軸對(duì)刀:以脹胎模錐頭外圓面(B面)為基準(zhǔn)面用手輪方式對(duì)刀,設(shè)定X79(錐頭外圓面直徑+旋輪R10mm×2,即59mm+20mm)。空車試運(yùn)行檢驗(yàn)所編程序是否與所加工模具型線吻合,發(fā)現(xiàn)Z軸方向偏差-3mm,應(yīng)調(diào)整對(duì)刀基準(zhǔn),重新設(shè)定Z-3。
實(shí)物試旋加工,發(fā)現(xiàn)零件收尾段存在少量反彈現(xiàn)象,可不用修模,直接修改程序,將程序中總旋壓縮錐拉光N0350語(yǔ)句中G01 X82 Z-28.5 F280改為G01 X81 Z-28.5 F280(使旋輪往X軸方向多壓入0.5mm)。
(2)水壺或罐體零件的普旋。器皿、容器等零件常用拉伸旋壓式普旋法,通常需要多道次旋壓,方能使其成形。圖6推薦了水壺或罐體收口旋壓工裝設(shè)計(jì)及旋壓路線。
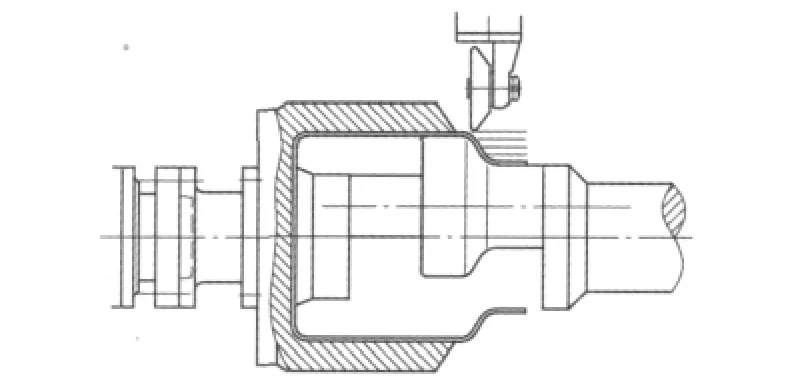
圖6 水壺或罐體收口工裝設(shè)計(jì)及旋壓路線推薦
(3)高壓開關(guān)屏蔽罩的自動(dòng)旋壓(強(qiáng)旋與普旋的綜合旋壓)。圖7所示的高壓開關(guān)屏蔽罩前段為一錐臺(tái),后段為一卷圓。對(duì)前段的錐臺(tái)可擬采用強(qiáng)旋一次旋成,而后段的卷圓則必須分三道旋壓:第一道的卷圓1/4段安排在與錐臺(tái)一起,強(qiáng)旋后接著普旋列為首旋;第二道的卷圓1/4段的旋壓為向內(nèi)收式普旋,作為二旋;而三旋則為一特殊旋壓,即采用卷圓旋輪來(lái)完成剩下的1/2卷圓。
首旋(強(qiáng)旋與普旋的綜合旋壓):對(duì)于如圖7所示將板料用旋壓方法旋出的工件,其旋壓工藝的安排是在主軸上安裝一套按曲線要求設(shè)計(jì)制造的芯模,利用尾頂頂緊毛坯,進(jìn)行屏蔽罩首道旋壓。由于該工件不允許有中心孔,因此必須利用底邊支撐的對(duì)中裝置。建立圖7所示的工件坐標(biāo)系,選軸中心線為X軸原點(diǎn),芯模端面為Z軸原點(diǎn),板料厚度2mm,按圖7所示工藝路線編輯程序。
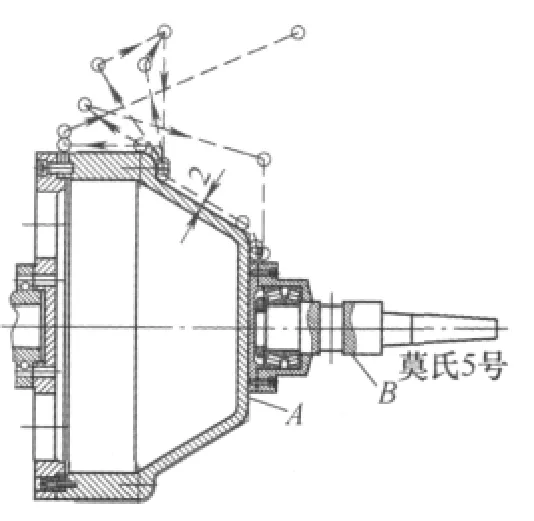
圖7 旋壓屏蔽罩的首旋工
二旋(向內(nèi)收式普旋旋壓):經(jīng)過(guò)首旋加工后的半成品,翻轉(zhuǎn)一面套入筒形模具中,如圖8所示,仍利用原尾頂壓緊半成品工件,然而此時(shí)在尾頂心軸增設(shè)了一只卷圓轉(zhuǎn)盤作為卷圓段內(nèi)模,二旋旋壓完畢尾頂連同卷圓轉(zhuǎn)盤帶工件一起退出,取下工件。二旋旋壓工藝的安排是,先切掉首旋后多余的邊,再進(jìn)行二旋旋壓。
該轉(zhuǎn)盤與尾頂心軸用圓螺母固定,二旋批量旋壓完畢卸下轉(zhuǎn)盤,方可進(jìn)行三旋旋壓。
選軸中心線為X軸原點(diǎn)(以筒形模外圓面B面為基準(zhǔn)面),筒形模端面(A面)為Z軸原點(diǎn),按圖8所示工藝路線編輯程序。
三旋(卷圓旋壓):經(jīng)過(guò)上兩道旋壓加工后的半成品,仍利用二旋的筒形模具和原尾頂壓緊半成品工件(然而此時(shí)應(yīng)卸下二旋的卷圓轉(zhuǎn)盤),采用一卷圓旋輪對(duì)剩下的1/2卷圓段進(jìn)行旋壓。
如圖9所示,選軸中心線為X軸原點(diǎn)(以筒形模外圓面B面為基準(zhǔn)面),筒形模端面(A面)為Z軸原點(diǎn),利用卷圓旋輪的端面(a面)和最大外徑(b面)進(jìn)行Z軸和X軸的對(duì)刀。設(shè)板料厚度2mm,按圖9所示工藝路線編輯程序。
同時(shí),該工藝也可以推廣到在數(shù)控車床上小型旋壓件的加工。
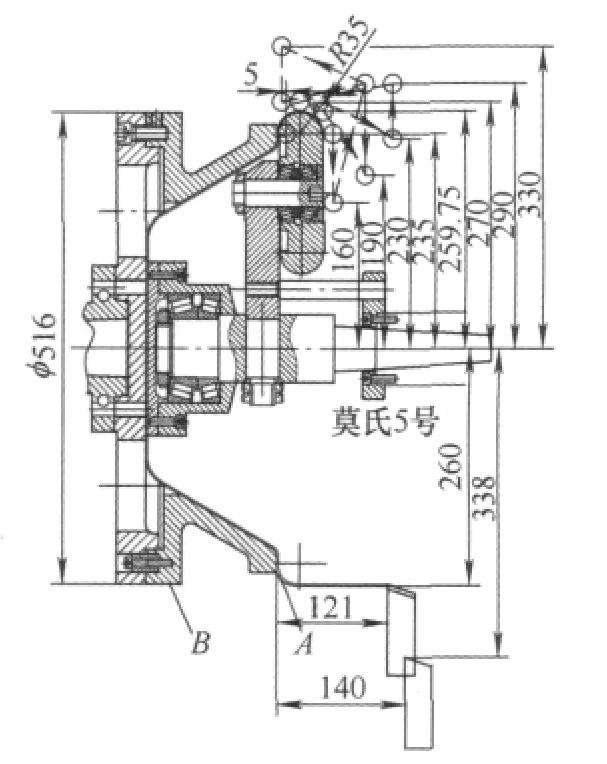
圖8 旋壓屏蔽罩的二旋工藝

圖9 旋壓屏蔽罩的三旋工藝
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評(píng)論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
中國(guó)衛(wèi)生(2015年3期)2015-11-19 02:53:32
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
