TRT焊接機殼變形分析及控制
2013-06-28 06:28:46西安陜鼓動力股份有限公司陜西710075楊建偉
金屬加工(熱加工) 2013年16期
西安陜鼓動力股份有限公司 (陜西 710075) 徐 金 楊建偉 姚 剛
1. 概述
高爐煤氣回收透平裝置(TRT),是一種利用高爐爐頂煤氣余壓、余熱發電進行能量回收的一種裝置,TRT機組作為公司的主導產品在高爐及能量回收等領域起著重要作用。
以往TRT機組所用機殼均為鑄造結構,公司為提高市場競爭力,研發了全焊接結構TRT機殼。由于機組介質主要為煤氣,要求機組在運行中上下機殼扣合間隙為零,采用焊接結構后,由于焊接量比較大,機殼內部的殘余應力及焊接變形問題將給后序加工、安裝甚至設備的穩定運行帶來很大的影響,所以在焊接機殼生產、裝配中要通過反復修整才能達到使用要求,這樣不僅增加了制造成本,還影響了產品的質量。因此,如何采取措施減少機殼焊接變形和焊接應力,是提高此類焊接產品制造水平的關鍵。
2. TRT焊接結構機殼
(1)TRT機殼 為全鋼板焊接結構,機殼起到支承機組內部部件,如葉片承缸和調節缸之用,又作為進氣蝸室之用,機殼模型如圖1所示。機殼材質為Q390C,殼體所用鋼板厚度在30~60mm,中分法蘭部位厚度達85mm,機殼內部帶有整流板、密封板、導向板、支撐肋等部件,機殼剖分模型如圖2所示。
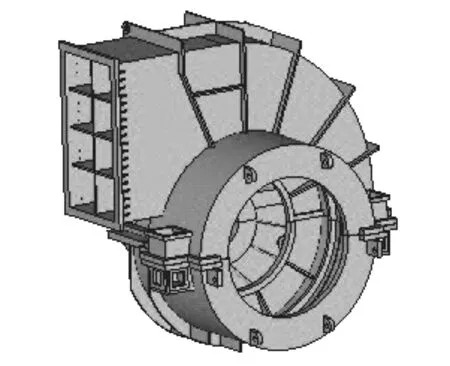
圖1 TRT機殼模型

圖2 TRT機殼剖分模型
(2)焊后變形情況 由于機殼全部采用焊接制作,焊接工作量特別大,故增加了機殼制造過程中焊接變形的控制難度,以往生產的機殼焊后中分法蘭處變形量多達5~10mm,后序加工過程中常需進行補焊才能達到加工要求。由于機殼內部存有過多的殘余應力,在機組裝配過程中常因變形出現機殼間隙超差的情況。
3. 機殼變形原因分析
通過對當前機殼制造過程進行分析發現,焊接機殼產生變形的原因主要如下:
(1)機殼焊接順序 機殼焊接前,先將機殼各零部件全部拼裝在一起并完成定位焊,機殼焊接時,焊完機殼一個方位的所有焊縫后對機殼翻轉一次,分四個方位完成機殼所有焊縫的焊接。此工藝使焊接填充量比較大且不均勻,焊接過程中焊縫互相約束,使整個機殼焊接應力十分大,機殼熱處理消應力后變形加大。
(2)非對稱結構 由于機殼為非對稱結構,上、下機殼形狀、板厚不一,焊縫填充量分布不均,加上機殼焊接過程中每組焊工焊接順序不同,這也造成機殼焊后產生較大的變形。
(3)局部位置焊接填充量增加 在機殼中筒板部位的焊縫(見圖3),如采用整體拼焊后焊接,部分角焊縫由于受操作空間影響,導致焊接可達性較差,為了保證焊縫外觀質量,生產中常將圖3所示位置全部焊滿,這也使焊接填充量增加有2~3倍之多,過多的焊接填充也會導致機殼產生較大的變形。
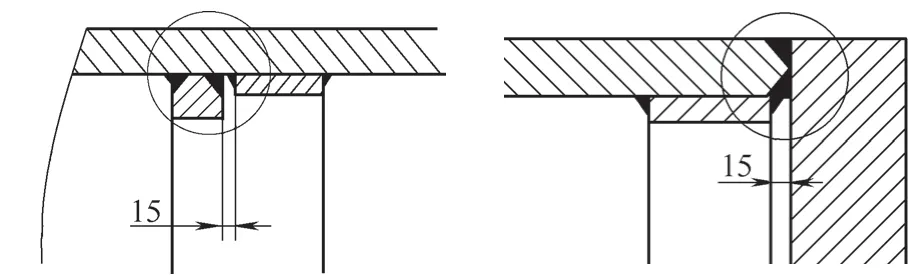
圖3 中筒板組件焊縫示意
(4)中分法蘭焊接應力 中分法蘭為機組的關鍵部位,法蘭厚度達85mm,和機殼一起采用板材多塊拼接而成。由于中分法蘭處焊縫填充量比較大,加上殼體定位焊時焊縫拘束度對其影響,所以使此處的焊接變形和焊接應力都比較大。
(5)加強肋焊縫產生應力集中 機殼內、外殼體上的加強肋與中分法蘭連接處均為十字接縫,導致焊后應力值比較大。
綜上所述,要保證機殼制造質量控制焊接變形,焊接工藝必須根據機殼的結構形式進行改進,以減少機殼的焊接應力和焊接變形。
4. 機殼焊接變形控制措施
(1)機殼焊接順序控制 為降低焊接應力對機殼變形的影響,機殼的拼裝、焊接過程必須采用低應力的拼焊方法。改進后的拼焊方案是按照先“局部”再“整體”后“局部”的順序進行拼裝,先“局部”指的是將殼體分成六大組件,預先將各組件焊接完成,再“整體”是以中分法蘭和側板為基準和主要組件總體拼裝焊接。后“局部”指的是在殼體框架焊接完成的基礎上再拼裝其他肋板,加強肋等小部件。機殼焊接如圖4所示,采用這種方式拼焊機殼,機殼內部的應力將大大減少,同時焊接各組件時可同時進行焊接,由于組件尺寸較小,焊接時也易于翻轉和操作。
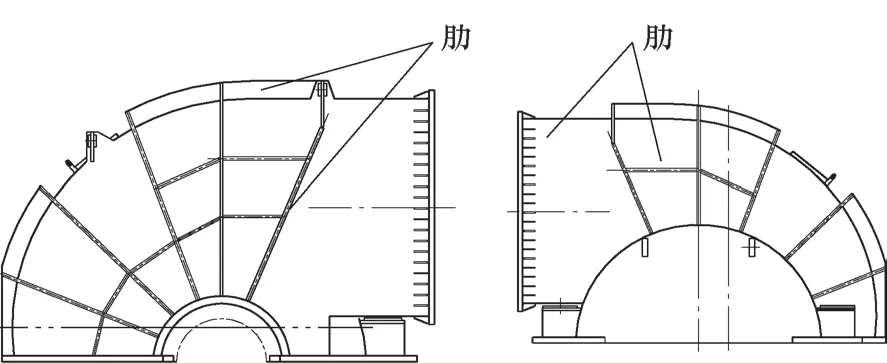
圖4 機殼焊接
(2)焊接工藝過程控制 每條焊縫按原要求采用CO2氣體保護焊進行焊接,采用間隔、對稱焊等工藝措施減少焊接變形。機殼焊接參數如表1所示,爬坡焊(或稱立焊)焊接參數如表2所示。生產中改變了以往由鉚工拼裝完成后再由焊工焊接的制造方法,按新的思路編制機殼焊接工藝,使機殼焊接過程由始至終地伴隨著機殼的拼裝過程,在機殼的任何一個部件拼裝后勢必進行焊接操作。
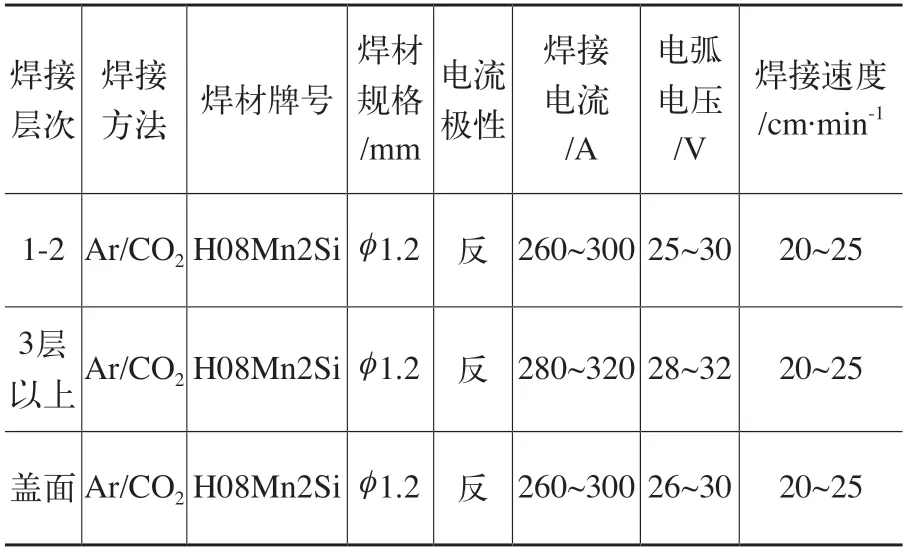
表1 TRT機殼焊接參數
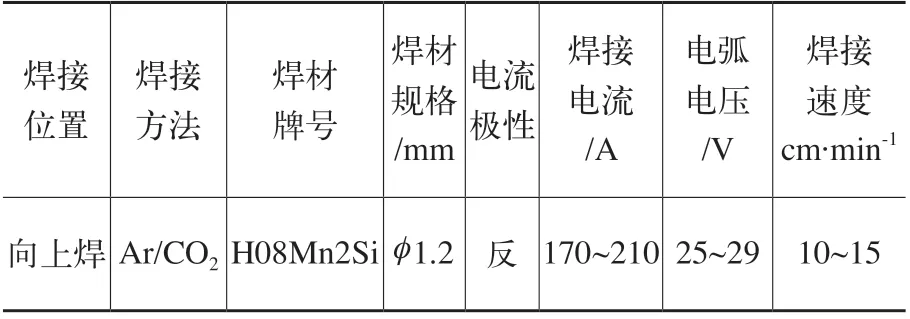
表2 TRT機殼爬坡焊(或稱立焊)焊接參數
(3)焊接變形控制 通過采用加強肋剛性固定與焊接順序相結合的措施對機殼焊接過程中組件變形、機殼拼焊變形進行控制,利用加強肋增加機殼結構剛性,保證機殼內部重要部位尺寸控制。在制定機殼整體拼焊工藝時設計工裝夾具,將部件緊固在平臺上,減少整體焊接變形。
(4)組焊中分法蘭 中分法蘭作為機殼的一個組件先焊接完成,上下中分法蘭組件示意如圖5所示,對接焊縫開雙面坡口,通過采用反變形方法進行變形控制。在焊接過程中每道焊縫焊接完成后均對變形情況進行檢測,以便根據實際情況及時翻轉工件保證法蘭整體變形。由于整個焊接過程中均在自由狀態下完成,所以大大降低了中分法蘭焊接的內應力。

圖5 上、下中分法蘭組件示意
(5)加強肋板結構改進 將殼體上所有肋板改為如圖6所示結構,其中L尺寸為焊腳尺寸加上2~3mm。改為此結構后,有效地避免了機殼與肋板十字焊縫的存在,從而減少了機殼焊接應力。

圖6 肋板結構改進示意
5. 實施過程
將機殼分為中分法蘭組件、中筒板組件、入口整流板組件、側板組件、密封板組件和調整室組件六大部分,各組件先“局部”焊接完成,組件焊后再“整體”進行拼焊。主要部件拼焊完成后對加強肋、支撐肋等零件再“局部”拼焊。按此工藝方法選定試驗產品并對焊接過程進行跟蹤,結果如下:
(1)中分法蘭作為機殼的一個組件單獨組焊,焊接均在自由狀態下完成,焊后變形量≤3mm,滿足了后序制造要求。
(2)對機殼內部影響后序拼裝和加工的重要部位尺寸重點控制,主要通過增加支撐肋和弓形夾子夾緊的方式來減少焊接變形,焊接過程中采用雙面焊、對稱焊等工藝措施減少焊接變形。
(3)中筒板組件焊接時對關鍵尺寸增加支撐肋固定,由于逐件拼接,中筒板焊縫不受空間位置限制,所以大大減少了焊接填充量,兩人對稱施焊,有效地保證了焊接變形。
(4)按新工藝焊接機殼并完成熱處理消應力,經打表檢測,中分法蘭焊后總變形量≤4mm,在保證后序加工余量的同時也說明機殼在整個焊接過程中應力值有很大的降低。
(5)機殼焊接按新的拼裝思路編制TRT機殼焊接典型工藝,并在后序產品中推廣應用。
6. 結語
(1)TRT機殼在生產中采用先“局部”再“整體”后“局部”的順序進行拼裝和焊接,能有效減少機殼焊接應力,減少了后序加工、裝配過程中機殼變形,利于保證機殼關鍵部位的尺寸,達到了預想的效果。
(2)中分法蘭等作為機組的關鍵部件,采用自由狀態下先組焊成部件再整體拼焊成機殼的工藝方法,大大降低了中分法蘭部位的應力分布,利于機殼整體變形控制。
(3)通過采用加強肋對機殼制造過程中關鍵尺寸的變形進行控制,有利于后序機殼的拼焊,通過增加工裝夾具與調整焊接順序相結合的措施對機殼的變形進行控制,可有效控制焊接機殼的變形。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39