鋼結(jié)構(gòu)調(diào)壓井底座的安裝與焊接
2013-06-28 06:30:00三峽電力職業(yè)學(xué)院湖北宜昌443000孫宏斌
金屬加工(熱加工) 2013年16期
關(guān)鍵詞:焊縫
三峽電力職業(yè)學(xué)院 (湖北宜昌 443000) 孫宏斌
三峽大學(xué)工程訓(xùn)練中心 (湖北宜昌 443000) 李立軍
1. 概述
阿薩汗一號水電站裝機(jī)容量為2×90MW,引水系統(tǒng)采用一洞兩機(jī)布置,在距進(jìn)水口下游約600m處設(shè)有鋼制調(diào)壓井,高67m,直徑為18m。鋼制調(diào)壓井材料為Q345,由筒體和底座兩大部分組成,其中底座結(jié)構(gòu)復(fù)雜,鋼板較厚,焊縫密集且數(shù)量多,總重量為112t。調(diào)壓井底座主要由圍板、錨板、套管、止水板、止水環(huán)板、基礎(chǔ)環(huán)1、基礎(chǔ)環(huán)2、內(nèi)環(huán)板、外環(huán)板、第一節(jié)井壁以及安裝于基礎(chǔ)環(huán)1與基礎(chǔ)環(huán)2之間的橡膠止水組成(以上部件為厚度46mm鋼板)。調(diào)壓井底座結(jié)構(gòu)如圖1所示,鋼制調(diào)壓井底座結(jié)構(gòu)截面如圖2所示。
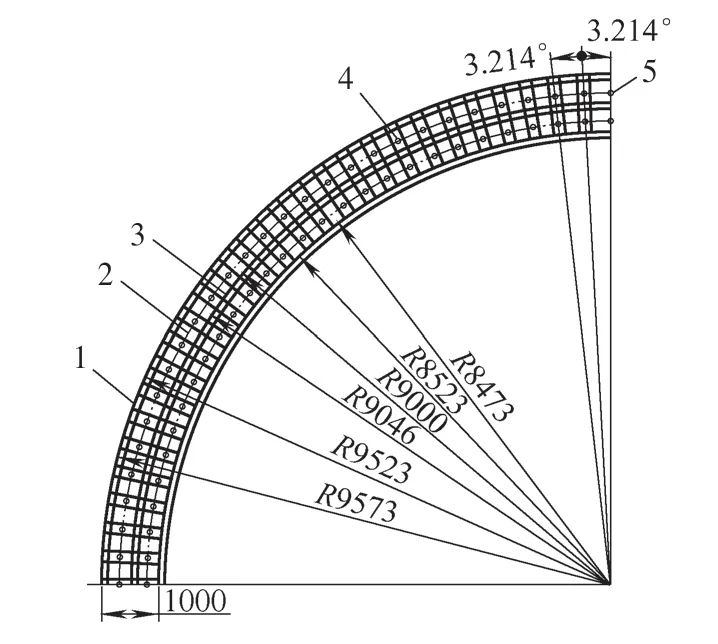
圖1 調(diào)壓井底座結(jié)構(gòu)
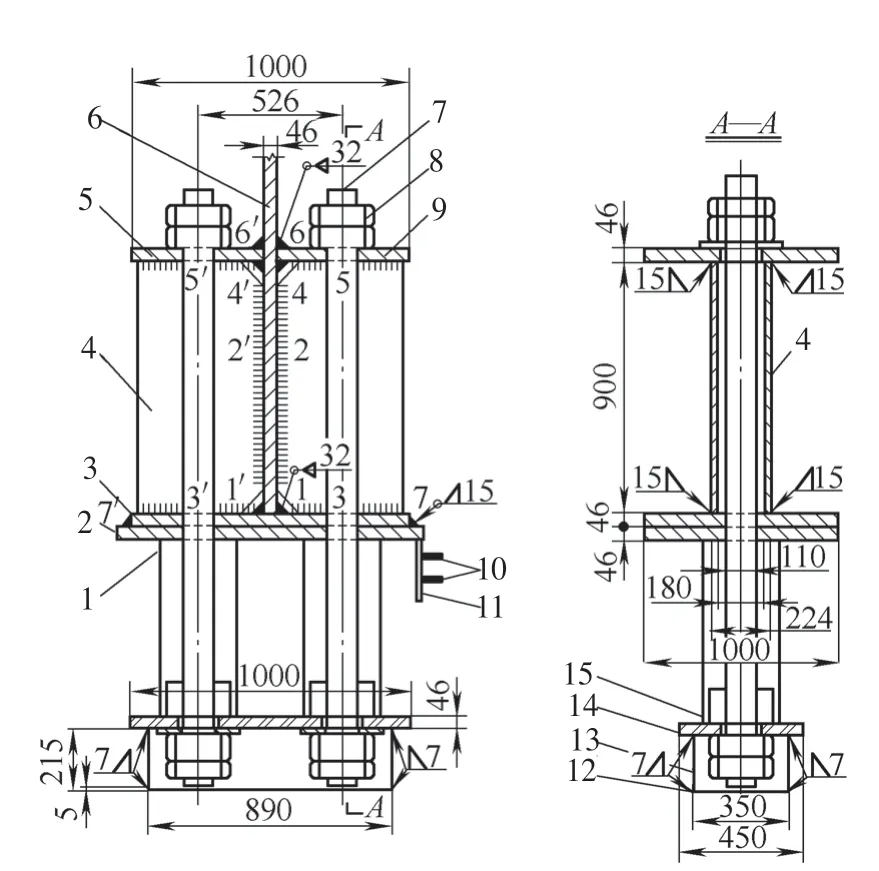
圖2 鋼制調(diào)壓井底座結(jié)構(gòu)截面示意
調(diào)壓井內(nèi)直徑為18m,周長56.52m,沿環(huán)向井筒內(nèi)、外側(cè)對稱布置了224根M100螺桿,肋板(鋼板厚22mm)448塊。由于材料板厚為46mm,并且直徑較大,采用多段制作,對接時(shí)采取有效的措施進(jìn)行變形控制。
2. 鋼制調(diào)壓井底座安裝焊接施工技術(shù)難點(diǎn)
(1)裂紋 厚鋼板結(jié)構(gòu)件,焊接熱輸入引起材料不均勻局部加熱,產(chǎn)生不均勻的壓縮塑性變形,從而產(chǎn)生結(jié)晶裂紋;在冷卻過程中,已發(fā)生壓縮塑性變形的這部分材料又受到周圍條件的制約,而不能自由收縮,在不同程度上又被拉伸,容易產(chǎn)生延遲裂紋。
(2)Z向撕裂 鋼板在軋制過程中,隨著板厚的增加,厚度方向壓縮比相對減小,鋼板在三個(gè)方向的力學(xué)性能是有區(qū)別的:沿軋制方向性能最好,垂直于軋制方向的性能稍差,沿厚度方向(Z向)性能則又次之。焊接時(shí)在板的Z向上產(chǎn)生應(yīng)力,如果超過臨界點(diǎn),就會導(dǎo)致層狀撕裂。
(3)構(gòu)件焊后變形 厚鋼板構(gòu)件的主要焊縫形式為坡口焊,坡口深、焊縫熔覆金屬多、焊接熱輸入量大,從而導(dǎo)致鋼板焊接時(shí)焊接收縮量大,焊接應(yīng)力大,易產(chǎn)生構(gòu)件變形;焊縫長、數(shù)量多、布置密集,焊接構(gòu)件變形不易控制。
(4)鋼制調(diào)壓井底座技術(shù)要求 如表1所示。

表1 鋼制調(diào)壓井底座技術(shù)要求 (mm)
3. 鋼制調(diào)壓井底座安裝
(1)施工準(zhǔn)備 第一,輔助支撐安裝。調(diào)壓井底座外形大,總重量為112t,因此在底座安裝前需布置輔助支撐。輔助支撐安裝于一期混凝土中,輔助支撐為20a工字鋼環(huán)向均布37根。
第二,測量放樣。在距調(diào)壓井中心40m處,沿調(diào)壓井周圍均勻布置4個(gè)基準(zhǔn)點(diǎn),在調(diào)壓井的順?biāo)鞣较蛑行木€和垂直于順?biāo)鞣较蚍懦鲋行木€,并在輔助托架上放出每段底座環(huán)的安裝位置。
第三,分段制作。基礎(chǔ)環(huán)、環(huán)形蓋板和井壁板均分為6段進(jìn)行制作,到現(xiàn)場安裝組拼及焊接。
(2)鋼制調(diào)壓井底座安裝 步驟如圖3所示。將第一段基礎(chǔ)環(huán)板吊到安裝好的托架,按測量安裝位置將環(huán)板調(diào)整好并加牢固。吊上第二段底座環(huán)板,調(diào)整到安裝位置后,將接頭調(diào)平,接頭間隙預(yù)留3mm,再對接頭進(jìn)行點(diǎn)焊(點(diǎn)焊長度50~80mm),并用壓板對接頭進(jìn)行剛性固定,以防焊接變形。第3~6段都按前面方法安裝。在安裝時(shí)嚴(yán)格控制接頭間隙,在接頭安裝完成后,對各接頭同時(shí)施焊,在焊接完成后對其進(jìn)行整體校正。

圖3 鋼制調(diào)壓井底座安裝步驟
在基礎(chǔ)環(huán)2下面劃出套管定位線,將套管放在基礎(chǔ)環(huán)2下面,再將鋼絲繩從螺栓孔和套管孔中穿出,在套管下端將鋼絲繩卡牢,提起套管至基礎(chǔ)環(huán)2下方,對準(zhǔn)定位線對套管與基礎(chǔ)環(huán)2施焊連接。
先對錨板與錨板圍管施焊,再將錨板圍管套入護(hù)管中,然后將圍板1裝到錨板下面(圍板2暫不裝),并用錨板預(yù)埋支撐將其固定。
將止水板和止水環(huán)按設(shè)計(jì)圖樣安裝到底座環(huán)2上,并對其進(jìn)行施焊。
將第一段環(huán)板吊到基礎(chǔ)環(huán)2上,按安裝位置將環(huán)板調(diào)整并固定好,再吊上第二段環(huán)板,調(diào)整好安裝位置并加固,然后將接頭壓平并點(diǎn)焊牢,用兩塊壓板(距離600mm)對接頭進(jìn)行剛性固定。3~6六段都按此法安裝。拼裝完成后,考慮到基礎(chǔ)環(huán)1的焊接空間,基礎(chǔ)環(huán)焊接采用臨時(shí)支架將其架起后進(jìn)行焊接(架起高度距基礎(chǔ)環(huán)2約900mm),在焊接完成后對其進(jìn)行整體校正,完成后將其放下與基礎(chǔ)環(huán)2配合。
使用吊車分別將各瓦片依次吊裝到位,按照設(shè)計(jì)和要求進(jìn)行組裝。
在基礎(chǔ)環(huán)1和筒壁對應(yīng)的位置裝上肋板,在安裝完成后按焊接方案中的焊接順序?qū)甙辶⒖p和角縫進(jìn)行施焊。螺桿定位安裝,并裝上圍板2。
(3)二期混凝土澆筑 將內(nèi)、外環(huán)形蓋板依次放到肋板上,然后將蓋板裝到筒壁上,再進(jìn)行壓頭對接。
螺桿緊固分兩次進(jìn)行,初擰為緊固力的70%。擰固時(shí)需對稱進(jìn)行。所有焊縫焊完后進(jìn)行二次緊固。
4. 鋼制調(diào)壓井底座的焊接
(1)焊接方法及焊條選擇 鋼制調(diào)壓井底座焊接方法及焊條選擇如表2所示。
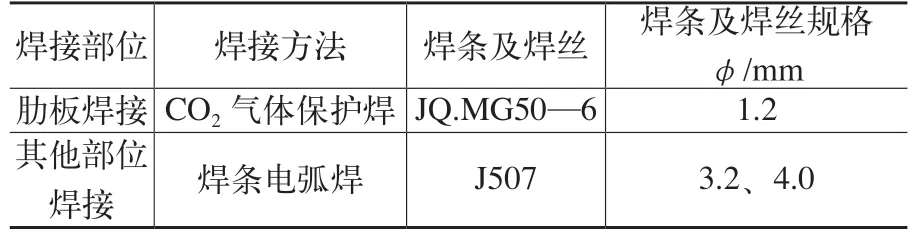
表2 鋼制調(diào)壓井底座焊接方法與焊條選擇
(2)底座環(huán)板和環(huán)形蓋板焊接 底座環(huán)板和環(huán)形蓋板安裝完成后,在接頭兩側(cè)各利用兩塊厚20mm,長600mm的筋板對接頭進(jìn)行臨時(shí)剛性固定,然后對接頭進(jìn)行施焊。6個(gè)接頭同時(shí)進(jìn)行焊接。
利用φ3.2mm、φ4.0mm焊條對反面(仰焊)焊縫進(jìn)行打底,在焊接3層后對正面(平焊)焊縫進(jìn)行碳弧氣刨清根,再對背面進(jìn)行3層焊接,如此交替進(jìn)行焊接直至完成。在焊接過程中根據(jù)焊件變形情況適當(dāng)調(diào)整焊接順序,環(huán)板對接接頭焊接如圖4所示。
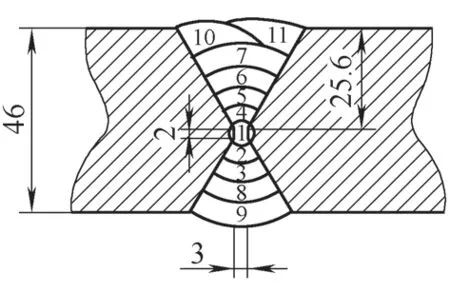
圖4 環(huán)板對接接頭
(3)第一節(jié)井筒壁縱縫焊接 在調(diào)壓井第一節(jié)組拼完成后,利用板厚20mm,寬200mm,長600mm的3塊鋼板對每條縱縫進(jìn)行剛性固定。施焊前進(jìn)行預(yù)熱處理。
焊縫采用多層多道焊。先內(nèi)部3層;背面焊縫清根后,焊3層;內(nèi)外交叉焊接,根據(jù)變形情況作適當(dāng)調(diào)整。
(4)基礎(chǔ)環(huán)1和調(diào)壓井壁角縫焊接 一條環(huán)焊縫6個(gè)焊工同時(shí)施焊,焊縫總長約為56m,每名焊工施焊長度為9.3m。按均等分布同時(shí)同向進(jìn)行施焊,每人焊接1/6圓弧,焊接方法采用分段退焊法,分段長度為600~800mm。井壁與基礎(chǔ)環(huán)1角縫焊接如圖5所示。
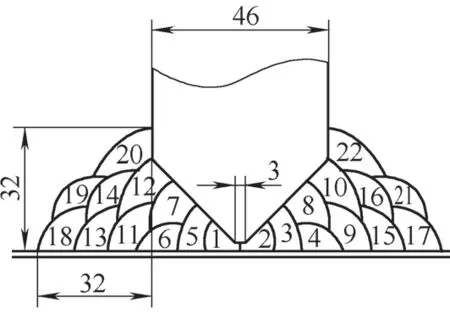
圖5 井壁與基礎(chǔ)環(huán)1角縫焊接示意
(5)底座環(huán)板、環(huán)板、井筒壁板與肋板的組合焊接 基礎(chǔ)環(huán)板、環(huán)板、井筒壁板與肋板的截面組合焊接順序如圖2所示,1/8環(huán)向肋板焊接順序如圖6所示。
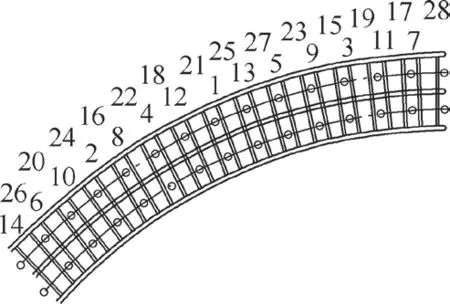
圖6 1/8環(huán)向肋板焊接順序
調(diào)壓井內(nèi)壁與肋板的焊接:肋板焊接時(shí)采用對稱焊接,每隔3塊焊接一塊肋板。
調(diào)壓井肋板與底座環(huán)1的焊接:肋板和底座環(huán)1的焊接,肋板焊接時(shí)采用對稱焊接,每隔3塊焊接一塊肋板。
肋板與環(huán)形蓋板焊接:對肋板與環(huán)形蓋板進(jìn)行一道角焊縫焊接后,再進(jìn)行仰焊,同樣采用對稱焊接。
其余肋板的焊接:在確認(rèn)螺栓的垂直度之后,完成其余肋板的焊接,焊接順序?yàn)槔甙迮c基礎(chǔ)環(huán)1焊接,肋板與環(huán)形蓋板焊接,肋板立縫焊接。
調(diào)壓井內(nèi)壁與環(huán)形蓋板的焊接。
(6)焊接技術(shù)要求 焊前清理:所有待焊面及坡口兩側(cè)各50~100mm內(nèi)的氧化皮、鐵銹、油污、石蠟和潤滑脂等雜物應(yīng)清除干凈,每一焊道焊完后也應(yīng)及時(shí)清理,檢查合格后再焊。焊前預(yù)熱要求與焊后熱處理如表3所示。

表3 焊前預(yù)熱要求與焊后熱處理
施焊要求:①焊縫(包括定位焊)焊接時(shí),應(yīng)在坡口上引弧、熄弧,嚴(yán)禁在坡口或焊縫以外母材的其他部位上引弧,熄弧時(shí)應(yīng)將弧坑填滿,多層焊的層間接頭應(yīng)錯(cuò)開,焊條電弧焊、半自動氣保焊和氣保護(hù)藥芯焊絲等焊接的焊道接頭應(yīng)錯(cuò)開25mm以上,埋弧焊或熔化極自動氣體保護(hù)焊應(yīng)錯(cuò)開100mm以上。焊接時(shí)引弧和熄弧處宜設(shè)助焊板。②每條焊縫原則上應(yīng)連續(xù)施焊,對高強(qiáng)鋼停止施焊時(shí),應(yīng)立即進(jìn)行后熱。再次施焊時(shí),需按焊接工藝規(guī)程執(zhí)行。③施焊時(shí)同一條焊縫的多名焊工應(yīng)盡量保持速度一致。④焊接完畢,焊工應(yīng)自檢。一、二類焊縫自檢合格后,應(yīng)在焊縫附近用鋼印打上焊工代號,做好記錄。⑤焊縫外觀檢查按照DL5017—2007要求進(jìn)行。
焊接工藝措施:①定位焊縫的質(zhì)量要求及焊接工藝與正式焊縫相同。要求定位焊縫長度50~80mm,間距約400mm,焊縫厚度8~10mm。②焊前預(yù)熱和焊后熱處理采用履帶式電加熱板進(jìn)行加熱,加熱區(qū)的寬度為焊縫中心兩側(cè)各80~100mm。對預(yù)熱的焊縫應(yīng)連續(xù)焊完,中途不得中斷,否則進(jìn)行消氫處理。③按擬定的焊接順序施焊,并在施工現(xiàn)場對焊接熱輸入進(jìn)行嚴(yán)格控制,最佳焊接熱輸入為20~35kJ/cm,最大不得超過45kJ/cm。④所有焊縫焊接均采取退焊法。⑤采用φ3.2mm焊條進(jìn)行打底焊接,采用φ4.0mm焊條進(jìn)行填充及蓋面,焊接過程中嚴(yán)格控制焊道寬度和厚度,焊道寬度以3~5倍焊條直徑為宜,最大不超過15mm,焊層厚度以3~5mm為宜,最大不超過1.5倍焊條直徑。焊接參數(shù)如表4所示。⑥按照編制好的焊接工藝,針對現(xiàn)場具體情況對施焊人員焊接技術(shù)交底,重點(diǎn)介紹焊接的順序、焊接參數(shù)以及要達(dá)到的質(zhì)量標(biāo)準(zhǔn)等。⑦在焊接施工過程中,做好現(xiàn)場焊接參數(shù)、環(huán)境溫度、環(huán)境濕度等記錄,一旦出現(xiàn)異常情況,立即停止施工并調(diào)整焊接措施。

表4 焊接參數(shù)
5. 結(jié)語
在調(diào)壓井底座焊接施工過程中,嚴(yán)格按照調(diào)壓井底座焊接工藝指導(dǎo)書進(jìn)行施工,焊后各焊縫質(zhì)量滿足設(shè)計(jì)和規(guī)范技術(shù)要求,焊接變形也得到有效控制,誤差均在設(shè)計(jì)和規(guī)范的要求范圍內(nèi)。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07