X80鋼管道返修焊接工藝
2013-06-28 06:29:58大慶油田天宇工程設(shè)計有限責(zé)任公司黑龍江163712梁一鳴姜靜威
金屬加工(熱加工) 2013年16期
大慶油田天宇工程設(shè)計有限責(zé)任公司 (黑龍江 163712) 梁一鳴 姜靜威
1. 概述
X80鋼管道在我國大規(guī)模應(yīng)用開始于國家重點工程——西氣東輸二線管道工程,為了圓滿的完成西氣東輸二線管道工程的建設(shè)任務(wù),各施工單位重點加強了對焊工的培訓(xùn)工作力度,以確保工程焊接的一次合格率達(dá)標(biāo)。但施工過程中由于多種因素的影響及焊工操作不當(dāng)導(dǎo)致的焊接缺陷在所難免,焊接缺陷對長輸管道的生產(chǎn)運營帶來極大的安全隱患,因此施工過程中必須嚴(yán)格檢查,及時發(fā)現(xiàn)并徹底的清除缺陷。
根據(jù)Q/SY GJX 0110—2008《西氣東輸二線管道工程線路焊接技術(shù)規(guī)范》要求,我們通過試驗形成一套有效的關(guān)于X80鋼管道焊接缺陷的返修焊接工藝,采用該工藝在施工現(xiàn)場對不同位置、不同缺陷管道焊口進(jìn)行了返修,均一次合格,達(dá)到了預(yù)期的效果。
2. X80鋼焊接性及焊接缺陷產(chǎn)生原因分析
X80管線鋼屬于低碳微合金化控軋控冷低碳針狀鐵素體鋼,是一種低合金高強度、高韌性管線專用鋼材。X80鋼含碳量較低,母材的組織為針狀鐵素體,該組織具有高強度、高韌性、良好的抗HIC、SSC性能等優(yōu)點。在焊工培訓(xùn)過程中,會出現(xiàn)的主要焊接缺陷是未熔合和氣孔,對于缺陷成因經(jīng)分析有以下幾點。
(1)焊工操作過程不當(dāng)是導(dǎo)致焊接接頭未熔合的主要原因 為了保證焊接時在要求的預(yù)熱溫度和層間溫度范圍內(nèi)作業(yè),每層焊接作業(yè)應(yīng)盡量連續(xù)完成;另外,由于f1219mm的管徑較大,因此造成焊工疲勞操作,導(dǎo)致操作手法的不穩(wěn)定性,從而在局部形成焊接缺陷。
(2)環(huán)境因素也是產(chǎn)生焊接缺陷的重要原因 空氣濕度、環(huán)境溫度、風(fēng)速等直接影響焊接質(zhì)量,在濕度較大、環(huán)境溫度較低、風(fēng)速較大等不利因素影響下,易產(chǎn)生氣孔等缺陷。
(3)保護(hù)氣體的純度也是導(dǎo)致焊接缺陷產(chǎn)生原因之一 若保護(hù)氣體質(zhì)量有問題,則不應(yīng)使用。CO2氣體純度應(yīng)≥99.5%,含水量應(yīng)≤0.005%,使用前應(yīng)預(yù)熱干燥。當(dāng)瓶內(nèi)氣體壓力<0.98MPa 時,應(yīng)停止使用。氬氣純度應(yīng)≥99.96%。
(4)焊接材料的儲存和烘干處理不當(dāng)也是焊接缺陷形成的原因 焊接材料的儲存和烘干應(yīng)按照生產(chǎn)廠家產(chǎn)品說明書的要求執(zhí)行。在保管和搬運時,應(yīng)避免損害填充金屬及其包裝,包裝開啟后,應(yīng)保護(hù)其不致變質(zhì),藥皮焊條應(yīng)避免受潮。
3. X80鋼的返修工藝
(1)焊接缺陷處理要求 ①所有帶裂紋的焊口應(yīng)從管線上切除。②根焊道、填充焊道及蓋面焊道中出現(xiàn)的非裂紋性缺陷可直接返修。③同一焊縫位置允許返修一次。若返修不合格,該焊口應(yīng)從管線上切除。④每處返修長度應(yīng)>50mm。相鄰兩返修處的距離<50mm 時,按一處缺陷進(jìn)行返修。
(2)缺陷處清除 無損檢測不合格的焊口,根據(jù)X射線探傷的工程編號、焊縫編號、位置編號和透照日期等信息確定缺陷位置,使用動力角向砂輪機去除缺陷,返修焊接前應(yīng)仔細(xì)檢查焊道以證實缺陷完全清除。清除完成后,應(yīng)用丙酮對焊口進(jìn)行清洗,以便去除鐵銹、渣垢、油脂、油漆和影響焊接質(zhì)量的其他有害物質(zhì)。返修焊縫的寬度應(yīng)根據(jù)缺陷的深度確定,最佳寬度為8~10mm,坡口角度應(yīng)介于30°~45°。
(3)返修工藝 第一,焊前預(yù)熱。返修前,焊口需要預(yù)熱,預(yù)熱位置為返修部位及周圍各100mm范圍內(nèi)的局部焊道,預(yù)熱溫度為150~200℃。預(yù)熱后應(yīng)清除表面污垢并在距管口25mm 處的圓周上均勻測量預(yù)熱溫度,保證預(yù)熱溫度均勻。預(yù)熱時不應(yīng)破壞鋼管的防腐層。
第二,焊接。返修作業(yè)需要由持有返修資格的專職返修焊工按照返修工藝規(guī)程進(jìn)行。返修部位宜采用操作比較靈活的焊條電弧焊進(jìn)行焊接,焊條的選擇根據(jù)Q/SY GJX 0110—2008《西氣東輸二線管道工程線路焊接技術(shù)規(guī)范》中5.2.4條中規(guī)定選用E10018—G,試驗設(shè)備選用林肯DC—400電源進(jìn)行焊接。焊接的層間溫度應(yīng)控制在100~200℃。焊接環(huán)境溫度<5℃時,焊接作業(yè)宜在防風(fēng)棚內(nèi)進(jìn)行,應(yīng)使用保溫措施保證層間溫度。如果焊接過程中焊口溫度冷卻至焊接工藝規(guī)程要求的最低溫度以下,應(yīng)重新加熱至要求溫度,焊后應(yīng)采用緩冷措施。相鄰焊道的起弧或收弧處應(yīng)相互錯開30mm 以上,焊接前每個引弧點和接頭應(yīng)修磨,同時在前一焊道全部完成后,應(yīng)及時徹底地清理焊渣,然后開始下一焊道的焊接。焊接時,焊條不宜擺動過大,對較寬焊道宜采用多道焊方法。焊接時發(fā)現(xiàn)偏吹、粘條、表面氣孔或其他不正常現(xiàn)象時應(yīng)立即停止焊接,修磨接頭后繼續(xù)施焊。
返修焊接參數(shù)如附表所示。
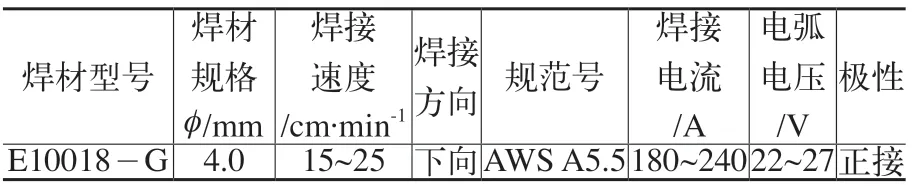
焊條電弧焊填充、蓋面焊接參數(shù)
第三,檢測。按照上述返修工藝,我們對培訓(xùn)過程中出現(xiàn)的焊接缺陷部位進(jìn)行了返修操作,焊接完成后首先對焊道外觀進(jìn)行檢查,焊縫外觀成形均勻一致,焊縫寬度比外表面坡口寬度每側(cè)增加0.5~2.0mm,焊縫余高<2.0mm,焊縫及其附近表面上無裂紋、未熔合、氣孔、夾渣等缺陷,焊縫外觀成形良好。然后對返修部位再次進(jìn)行了X射線探傷檢測,結(jié)果返修部位未發(fā)現(xiàn)任何缺陷,試驗取得了比較理想的效果。
4. 結(jié)語
(1)X80鋼管道的非裂紋性焊接缺陷可通過返修去除,但返修作業(yè)只能進(jìn)行一次,否則焊口需切除。
(2)缺陷的清除應(yīng)仔細(xì)認(rèn)真,確保缺陷部位完全清除。
(3)返修前預(yù)熱溫度和返修過程中的層間溫度控制直接影響返修質(zhì)量。
只要嚴(yán)格執(zhí)行上述返修焊接工藝和質(zhì)量控制措施,就能夠保證X80鋼管道返修的一次合格率。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24