TIG不填絲自動焊接工藝在核電不銹鋼薄壁小管中的應用
2013-06-28 06:29:58中核二三公司臺山項目部廣東529228梁志文劉曉多
金屬加工(熱加工) 2013年16期
中核二三公司臺山項目部 (廣東 529228) 梁志文 劉曉多
我國核電站核島輔助管道的安裝施工中主要的焊接方法是鎢極氬弧焊或氬-電聯合焊(氬弧打底,焊條電弧焊填充蓋面)。壁厚≥7mm的管道一般采用氬電聯合焊,<7mm的管道則采用氬弧焊。臺山EPR核電站核島安裝工程輔助管道的安裝施工中,大量使用φ33.7mm×2.6mm的不銹鋼小管,按照以往的焊接經驗,該規格的小管采用手工氬弧焊,開V形坡口,留1~4mm的組對間隙,該焊接工藝生產效率相對較低,需填充焊絲,對焊工的技能水平要求較高,其焊接質量和效率主要依靠焊工技能水平和經驗,受焊工個人的情緒及周圍環境影響,出現一定比例的焊接缺陷。
不添絲的TIG全自動焊接工藝指的是在焊接過程中不添加焊絲而利用焊接熱量直接熔化焊縫金屬,使焊縫金屬實現良好成形的焊接工藝。在核電站應用方面,可用來焊接壁厚≤3mm的碳鋼及不銹鋼管道,此項工藝曾在秦山三期核電站有過應用。φ33.7mm×2.6mm不銹鋼小管采用TIG不填絲自動焊工藝,可單道焊接達到單面焊雙面成形的效果,提高焊接效率和質量,我們對此規格的小管按RCCM2007要求進行了評定。
1. 材料性能
小管規格為φ33.7mm×2.6mm,材質為1.4307,根據 PD CEN ISO/TR 15608 分組,1.4307屬于8.1組不銹鋼,其化學成分及力學性能滿足 EN 10216—5要求。
2. 工藝評定的目的
(1)工藝評定主要目的是為驗證能否獲得力學性能符合要求的焊接接頭。
(2)掌握合理的技術規范,制定出切實可行的焊接作業指導書。為現場焊接提供優質、高效的服務。
(3)為核電安裝不銹鋼小管焊接提供有力的技術工藝保證。
3. 焊接設備的先擇
本次工藝使用加拿大利寶地公司生產的P300自動脈沖氬弧焊機,M250開放式焊接機頭,采用管道水平固定機頭旋轉不填充焊絲的焊接方法,充分利用脈沖焊的單面焊雙面成形等優點,如圖1所示。

圖1 自動焊機及M250開放式機頭
4. 焊前準備
對φ33.7mm×2.6mm規格的不銹鋼管道進行參數的開發,固化其參數范圍后,焊接試件經過外觀、射線檢測,保證焊接合格率95%以上后啟動工藝評定。
參與工藝評定人員包括:焊接技術人員、焊接質量檢查人員及焊工等;工藝評定母材要求有出廠合格證、材質證明,其化學成分和力學性能符合相應標準,且與實際生產相類同;工藝評定用焊接設備應處于相對穩定的正常工作狀態,儀表、氣體、流量計等應計量標定合格,處于正常工作狀態。
5. 試件的焊接
按照標準要求試件長度應≥150mm,使用M250機頭時,試件應有足夠長度來裝夾機頭,同時為了進行機加工藝試驗理化試樣時有足夠的加工余量,截取φ33.7mm×2.6mm管道試件長度≥200mm,工藝試驗需要做拉伸、彎曲、金相等理化試驗,所以試件的截取數量應滿足理化試驗的取樣要求,至少8個試件。
(1)坡口的準備 使用坡口機或車床把試件加工成I形坡口,使用銼刀去除毛刺,以免影響組對間隙。
(2)坡口的清潔 使用砂紙打磨清除待焊坡口內外壁20mm范圍的氧化皮,用丙酮清洗去除坡口處的油污。
(3)組對 使用手工氬弧焊機進行點焊組對,無填充材料的點固焊縫(點焊3個點,均勻分布,點固焊縫為2~5mm,無需焊透,包含在正式焊縫中),組對不留間隙(坡口組對間隙不透光即可),組對錯邊量≤0.2mm,如圖2所示。

圖2 坡口準備
(4)裝夾 將M250機頭裝夾到試件上,將鈰鎢極磨削成30°并將鎢極安裝到M250機頭上,調整鎢極對準焊縫。
(5)參數輸入 在P300自動焊機主屏上輸入焊接參數。
(6)氬氣保護 背面進行氬氣保護,流量不能過大或過小,一般控制在8~10L/min。
(7)焊接 從12點鐘位置起弧,進行焊接時正面氬氣流量為10~12L/min,沿逆時針方向焊接,記錄焊接參數。
6. 焊接參數的選擇
焊接參數包括:焊段數、脈波頻率、占空比、行走延遲、電弧電壓、焊接電流(高峰、低峰)及氣體流量等。對φ33.7mm×2.6mm的不銹鋼管道進行焊接試驗,把部分焊接參數(行走延遲、占空比、頻率等)進行固化,主要通過改變焊接電流來研究焊縫的成形。焊接機頭起弧后通過行走延遲對管道進行預熱,隨后根據設定的速度和電流焊接,焊縫的溫度隨著焊接過程逐漸升高,焊接電流相應減小,把整個參數的電流劃分為5個段,即:I1>I2>I3>I4>I5,通過大量的焊接試驗,在部分參數固化的前提下,在小范圍內選擇焊接電流均可獲得合格的焊縫如表1、圖3所示。

表1 主要焊接參數
焊件厚度和尺寸是選擇焊接電流的主要考慮因素。焊接電流通常與電弧穿透深度成正比,焊接電流越大,則焊縫金屬單位面積的熱輸入量就越大,電弧的穿透深度也就越大;反之,則越小。焊接過程如圖4所示。
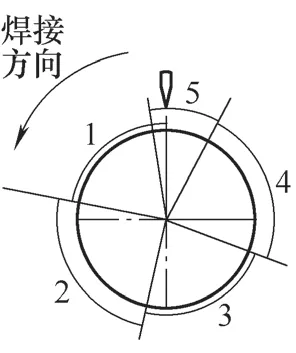
圖3 焊接段落區間示意

圖4 焊接過程和焊縫
7. 可能出現的焊接缺陷及對應的解決措施
對于不填絲自動焊工藝而言,可能出現的缺陷為內凹和表面凹陷,而其他手工焊接過程中常見的缺陷則不會出現。內凹或表面凹陷是自動焊中最常見的一種缺陷,其主要形成原因是:①坡口加工精度未能滿足要求。②背面充氬流量過大。③組對錯邊量過大。④焊接參數不合理(不穩定)。
解決途徑:①采購專業坡口加工機具,保證坡口加工精度。對于管道質量(主要是圓度、壁厚均勻程度)不合格而不能滿足采購技術規范要求的管道要拒絕驗收,主要考慮的是管道圓度會對坡口加工質量造成影響。②背面充氬流量要按照要求來控制。③制定的焊接參數穩定性強。
通過上述分析,雖然影響自動焊缺陷的因素是多方面的,但是只要做好預控工作,完全可以避免。
8. 無損檢測和坡壞性試驗
工藝評定試件經過無損檢測,包括外觀檢查、液體滲透檢測、射線檢測,符合RCCM2007標準的要求,如表2所示。
工藝評定試件按要求進行的坡壞性試驗包括整管拉伸、彎曲試驗、金相試驗,如表3所示。

表2 無損檢測

表3 坡壞性試驗
9. 效益分析
TIG不填絲自動焊對接工藝是國內首次將自動焊技術應用于核島輔助管道的安裝施工,其具有以下幾方面優勢。
(1)效率高 其坡口加工簡單,組對時間短,焊接活動可持續不間斷地進行。
(2)操作簡單 自動焊擺脫了對焊工技術水平的嚴重依賴,而是依靠先進的設備和成熟的焊接工藝,焊工只需按照工藝規程進行操作即可得到合格的焊接產品。
(3)節約焊材 在焊接過程中不需要焊接填充材料,節約了焊材成本。
(4)焊縫質量穩定 不受環境、人員情緒等因素影響,保證了焊接的穩定性,從而減少了焊接缺陷的產生,并且可以長時間持續穩定工作。
(5)施工條件改善 由于設備操作簡單,降低了焊工的疲勞強度,另外減少了與粉塵和有害氣體的接觸,從而減小焊接對焊工身體的傷害。
10. 技術關鍵點
臺山EPR核電小管均為全熔透對接焊縫,RCCM2007標準對工藝評定焊縫和產品焊縫無損檢測的要求較嚴格,若熱輸入稍大則容易造成焊縫表面低于母材,達不到標準要求,而熱輸入稍小則會產生根部未焊透缺陷。本工藝采用固化部分焊接參數,主要調節焊接電流的方法開發了一套穩定的參數,設置5個參數段,實現了f33.7mm×2.6mm不銹鋼管TIG不填絲自動焊,焊接結果滿足標準要求。
11. 結語
材質為1.4307的f33.7mm×2.6mm奧氏體不銹鋼小管,按以上工藝評定焊接試驗方案對相應規格、位置進行規范的焊接及檢測,各項力學性能合格,證明其試驗方案完全可行。為此,我們在工藝試驗結果及其合格率的基礎上,編制了焊接工藝評定報告及焊接作業指導書,作為1.4307材質f33.7mm×2.6mm管道焊接的重要技術依據,并應用于臺山核電站。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24