壓力鋼管安裝施工方法分析
2013-06-22 02:31:20郭友文
黑龍江水利科技 2013年11期
姜 威,郭友文
(1.黑龍江省水利第二工程處,哈爾濱150302;2.黑龍江省水利工程建設局,哈爾濱150040)
0 前言
巴彥港提水灌區(qū)位于巴彥縣東南部的巴彥港鎮(zhèn)和富江鄉(xiāng)境內(nèi),灌區(qū)以松花江為抽取灌溉水源,為新建提水灌區(qū)。
灌區(qū)骨干工程由渠首泵站和輸水干渠及其建筑物組成,泵站由進水閘、穿堤涵、進水池、泵站廠房、出水壓力鋼管、出口消力池、渡槽等幾部分組成。
水泵出水鋼管共4根,每根直徑為1.0 m,穿過副廠房底后,每2根管并聯(lián)成1根管,即4根并聯(lián)成2根,并聯(lián)后單根直徑為1.30 m。
管道總長度1 500 m,總重量1 028 t,支架、加勁環(huán)等管道附件重122 t。
1 施工程序
測量放線→支承滑道安裝→支架安裝→管道安裝→管道接縫焊接→附件安裝焊接→管道防腐→質(zhì)量檢查[1]。
2 施工方法
具體包括7個方面:
2.1 測量放線
主要包括3個部分:
2.1.1 整體放線
利用土建混凝土支墩施工的測量控制點,測設管道中心線、端點的控制點,保證管道按照設計圖紙的位置布設。
2.1.2 支承軌道安裝的測量控制施工
按照安裝時精確控制,焊接后及時復核的步驟進行。支承軌道平面位置利用經(jīng)緯儀定線,同一支墩兩塊支承軌道縱向中心線間距為1 496 mm,橫中心線距離按照設計圖紙標明的數(shù)據(jù)控制,保證支承軌道中心坐標與設計圖紙相符;高程控制采取順坡控制滑道鋼板頂部高程,如圖1所示。
a、b、c、d 4個點所在的平面為同一高程,e、f、g、h 4個點所在的平面是另一個高程,即支承軌道縱向中心線兩端的高程是不同的,要按照設計圖紙所給的管道坡降,計算出支承軌道頂板順水流方向兩端的高程數(shù)值,用水準儀測設[2]。
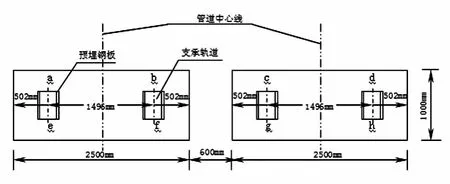
圖1 支承軌道平面布置示意圖
2.1.3 管道安裝的控制測量
仔細量測管道的中心線間距、高程等,使管道按照設計圖的位置準確就位。
2.2 支承軌道及管道支架安裝
支承軌道及管道支架按照設計圖紙制作完成,位置測量準確,開始安裝。先安裝支承軌道,由于重量不重,采用人工安裝,人工電弧焊焊接8根螺栓,調(diào)整螺母,保證頂部高程,位置準確。
安裝施工測量全程跟蹤,特別是調(diào)整螺母時高程測量誤差控制在±0.5 mm內(nèi)。
安裝前首先利用火焰對螺栓進行清理,清洗表面油脂及可溶污物,保證與二期混凝土的黏結(jié)性;其次將頂部不銹鋼的棱角用銼刀打磨平滑,以免損傷NBE支承滑塊。
管道支架由于重量大,采用吊車吊裝,按照畫好的縱橫中心線安放即可[3]。
2.3 管道安裝施工
主要有3個方面:
2.3.1 首裝節(jié)安裝
按本工程的施工順序,將與渡槽連接的第一個混凝土鎮(zhèn)墩進水側(cè)伸縮節(jié)管段作為安裝起始節(jié),向進水側(cè)方向進行安裝施工。由于管道混凝土支墩間距為9.0 m,考慮焊縫位置及施工方便,管節(jié)長度選擇12.0 m和6.0 m兩種。
利用汽車或者其他方式將12.0 m管節(jié)運至安裝位置,根據(jù)已復核后的管道支架對中心、高程進行調(diào)整,經(jīng)過檢查合格后,即可將管節(jié)吊裝在支架上。
然后,將第二節(jié)12.0 m管段運至安裝位置,以第一節(jié)鋼管為基準調(diào)整第二節(jié)鋼管的中心和高程,同時用千斤頂和拉緊器調(diào)整相鄰兩管口的間隙,管口壓縫采用壓馬和楔子板壓縫,壓縫一般從上中心向下分兩個工作面進行,同時,要注意鋼板錯邊和環(huán)縫間隙[4]。
將兩節(jié)鋼管組成大節(jié)后,重新復核中心線偏差和傾斜度,將首裝節(jié)的上、下游管口的幾何中心誤差調(diào)整至5 mm以內(nèi)(運用中垂線原理,采用水平儀、吊線球、鋼卷尺,便可將管道與支架焊死)。
在管道通過混凝土鎮(zhèn)墩時,為防止?jié)仓?zhèn)墩混凝土時發(fā)生”漂管”,使管道局部隆起,產(chǎn)生變形現(xiàn)象,在每根管道通過鎮(zhèn)墩一期混凝土的進出水兩端預留鋼板埋件4塊,利用鋼板條(5 cm寬)將管道與預埋鋼板焊接牢固即可。
2.3.2 彎管、傾斜管的安裝
彎管安裝要注意各節(jié)彎管下中心的吻合和管口傾斜,當下彎管安裝時,即將其下中心對準首裝節(jié)鋼管的下中心。
如有偏移可在相鄰管口上,各焊一塊擋板,在擋板間用千斤頂頂轉(zhuǎn)鋼管,使其中心一致。彎管的上、下中心和水平段鋼管一樣,可掛垂球或用經(jīng)緯儀測定;彎管安裝2~3節(jié)后,必須檢查調(diào)整,以免誤差積累,造成以后處理困難。斜管安裝方法和彎管相同。
2.3.3 叉管的安裝
叉管采用在加工場組裝檢查合格后,再分段用汽車運至施工點安裝的方法;安裝過程與直管段基本相同,先將叉管分成兩部分運到安裝地點組合好,之后再與兩支管同時進行對接。
當叉管全部組裝完畢后,必須對兩個支管的中心、高程、里程和傾斜進行復核,無誤后將臨時支承焊牢,方可進行施焊工作。
2.4 鋼管焊接
壓力管道工程的管道材質(zhì)為16MnR,管道壁厚為10 mm,根據(jù)設計文件及施工現(xiàn)場的具體情況,焊接采用手工電弧焊和CO2保護焊相結(jié)合的焊接方式,一般情況下,管道環(huán)縫采用手工電弧焊,加勁環(huán)、支架、進人孔等采用CO2保護焊。
2.4.1 坡口加工預制
管道坡口加工時,由于壁厚均<25 mm,故均采用V型坡口(25°~30°)。管道坡口采用氧氣—乙炔半自動割刀加工,半自動割刀無法加工的特殊部位可采用手工切割加工。
坡口加工后必須除去坡口表面的氧化皮、溶渣及影響接頭質(zhì)量的表面后,并應將凹凸不平處打磨平整。
2.4.2 焊接工藝
主要分一類焊縫和二類焊縫:
2.4.2.1 一類焊縫
明管環(huán)縫。采用雙面焊接,每面一遍打底,一遍蓋面,單側(cè)焊接后用碳弧氣刨或角向砂輪機進行背面清根,將焊在清根側(cè)的定位焊縫金屬清除。采用碳弧氣刨清根時,清根后用砂輪修整刨槽。
2.4.2.2 二類焊縫
止水環(huán)、加勁環(huán)的對接焊縫及其與管壁之間的組合焊縫。采用CO2保護焊焊接。
2.4.3 清洗施焊前
將坡口及其兩側(cè)50~100 mm的鐵銹、熔渣、油垢、水跡等清除干凈。焊縫焊接時,在坡口上引弧、熄弧,嚴禁在母材上引弧,熄弧時應將弧坑填滿,多層焊的層間接頭應錯開。工卡具等構(gòu)件焊接時,嚴禁在母材上引弧和熄弧。
2.4.4 組裝
鋼管校正加固后就地進行加勁環(huán)組裝焊接,加勁環(huán)在組裝前,先在鋼管壁上劃出組焊的位置,焊好托板,將加勁環(huán)放在托板上,加勁環(huán)要垂直、緊貼管壁,局部間隙≤3 mm,在拼接加勁環(huán)時,其接頭間隙應<4 mm,組對時,應錯開拼接時的焊縫。
加勁環(huán)焊縫采用平角焊,一面焊完后管道進行180°翻身,并進行氣刨、清根、打磨后繼續(xù)施焊。
2.5 鋼管的校正和加固
因鋼管在制作、焊接、吊裝、運輸、安裝過程中可能會出現(xiàn)局部變形,必須重新對鋼管的弧度進行校正,校正主要采用千斤頂調(diào)整鋼管的圓度,局部地方可采用火焰校正。
2.6 管道防腐蝕施工
管道防腐施工采用人工現(xiàn)場涂刷的方式。管道內(nèi)壁防腐施工在管道安裝前進行,安裝后對接縫及加勁環(huán)等焊縫部位及時補漆。管道外壁在安裝前完成底漆防腐,安裝完成后進行面漆防腐施工。
2.6.1 表面預處理
在預處理前,鋼材表面的焊渣、毛刺、油脂等污物應清除干凈。表面預處理質(zhì)量,應符合施工圖紙的規(guī)定。除銹等級應達到SL105—2007規(guī)定的Sa21/2級[5]。
2.6.2 涂裝施工
本工程的鋼管內(nèi)、外壁涂刷超厚漿型環(huán)氧瀝青漆。漆膜厚度要求:底漆120μm,面漆100μm。面漆的調(diào)制應選擇顏色完全一致的面漆,使用前應充分攪拌,保持色澤均勻。其工作黏度、稠度應保證涂裝時不流墜,不顯刷紋[6]。
2.7 質(zhì)量檢驗
管道一、二類焊縫焊接質(zhì)量進行超聲波或射線探傷檢測;涂層內(nèi)部質(zhì)量檢驗應符合施工圖紙要求。涂層厚度及結(jié)合性能檢驗按施工圖紙要求進行質(zhì)量檢驗。
3 結(jié)語
巴彥港提水灌區(qū)工程壓力管道安裝施工歷時4個多月時間全部完成,施工時注意了質(zhì)量細節(jié)控制,采取了有效技術(shù)措施,施工效果明顯。監(jiān)理、業(yè)主全程跟蹤檢驗,對施工質(zhì)量給予很高評價。
我們在施工中,摸索出了一些管道安裝的方法,對今后從事類似工程的施工積累了寶貴的經(jīng)驗。
[1]於表杰.錦屏二級水電站壓力鋼管安裝施工工期研究[J].四川水力發(fā)電,2010,29(02):35-36.
[2]陶澤軍.朱岔峽水電站壓力鋼管安裝施工工藝和方法[J].農(nóng)業(yè)科技與信息,2010(18):41-42.
[3]胡海濤,劉剛,羅永紅.景洪水電站左岸碾壓混凝土大壩施工綜述[J].西北水電,2013(04):53-58.
[4]張海犇,何一林,郭俊.伊江上游水電項目施工電源電站壓力管道施工[J].云南水力發(fā)電,2012,28(06):35-37.
[5]水利部金屬結(jié)構(gòu)質(zhì)量檢驗測試中心.SL105—2007水工金屬結(jié)構(gòu)防腐蝕規(guī)范[S].北京:中國水利水電出版社,2007.
[6]金道軍.淺談壓力管道鋼管安裝質(zhì)量控制[J].科技信息,2013(05):332,326.
猜你喜歡
保健醫(yī)苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
汽車實用技術(shù)(2020年16期)2020-09-06 13:28:22
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代工人(2019年20期)2019-12-13 08:26:11
模具制造(2019年3期)2019-06-06 02:10:54
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
航天器工程(2014年5期)2014-03-11 16:35:55
