曲軸連桿頸磨削用液壓偏心夾具
2013-06-18 06:34:54濟南四機數控機床有限公司山東250101董傳軍
金屬加工(冷加工) 2013年10期
濟南四機數控機床有限公司(山東 250101)董傳軍
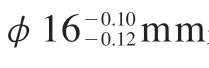
1.車用空壓機曲軸
車用空壓機曲軸是車用空壓機的心臟,位于空壓機連桿處,曲軸產生旋轉運動,帶動連桿使活塞產生往復運動,并將旋轉運動轉為直線運動,其主要作用是傳遞轉矩,是連桿獲得動力的動力源。曲軸連桿頸磨削質量的重要性不言而喻。
2.車用空壓機曲軸磨削工藝流程
車用空壓機曲軸連桿頸的設計基準是φ35k6外圓與φ30g6外圓,螺紋M 16-6g與兩基準外圓同軸,并且螺紋M16-6g大徑是距離曲軸連桿頸最大的夾持力臂,可以確保偏心夾具夾持曲軸的剛性和減少曲軸的振擺,并能保證磨削加工工藝基準與設計基準的統一,因此曲軸連桿頸磨削用液壓偏心夾具選用曲軸的螺紋M16-6g的大徑及φ35k6外圓作定位基準,因此需要將螺紋車加工工序放到曲軸連桿頸磨削工序后面。
3.曲軸連桿頸磨削用液壓偏心夾具
曲軸連桿頸磨削用偏心夾具由回轉液壓缸和偏心夾具兩部分組成,分別安裝在數控曲軸連桿頸專用磨床頭架主軸的前后軸端,頭架主軸為中空結構,回轉液壓缸輸出的高壓液壓油由放置在頭架主軸內孔處的高壓液壓軟管輸入到偏心夾具的高壓油腔內,如圖3所示。
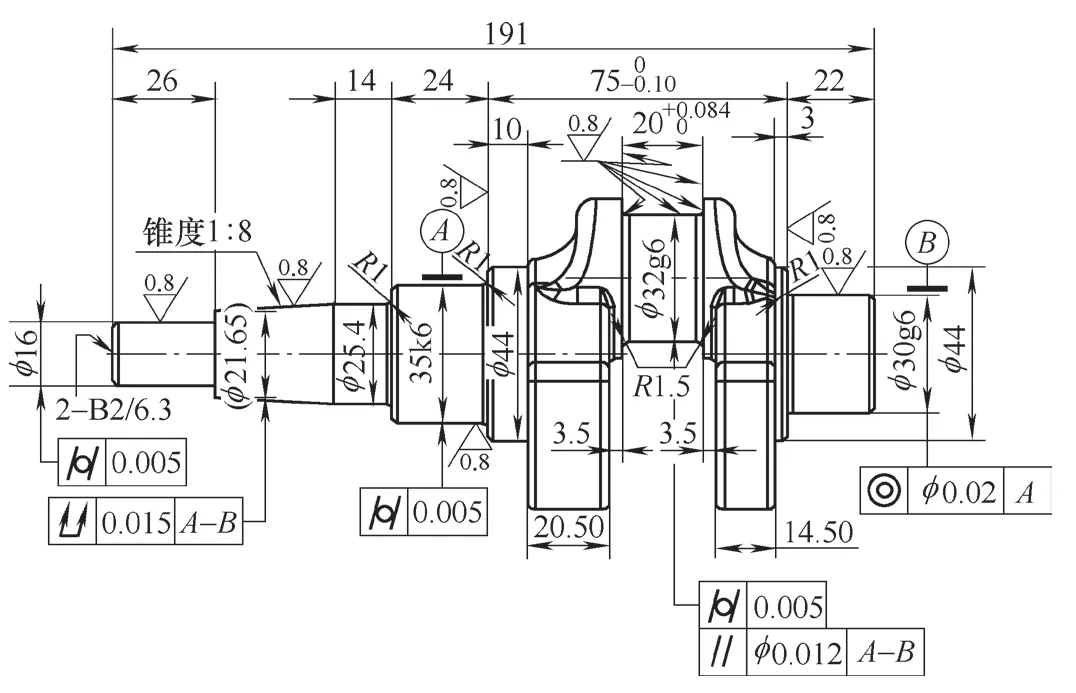
圖1 車用空壓機曲軸磨削工藝圖
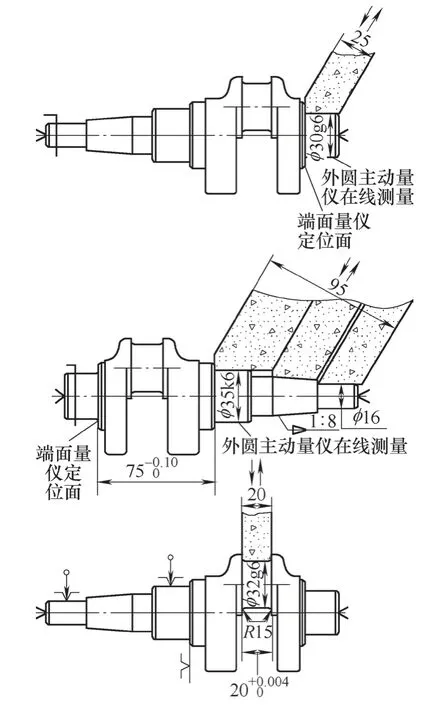
圖2 曲軸磨削方案圖
(1)回轉液壓缸的結構 曲軸連桿頸磨削用偏心夾具的回轉液壓缸采用了使用增壓缸的增壓回路,如圖4所示。回轉液壓缸工作時,液壓油經油口Y 2進入大液壓缸5,使活塞向左移動,并經活塞6中單向閥4進入小液壓缸2及薄壁套筒(見圖3、圖4 曲軸偏心夾具結構圖)的環形油腔,使其充滿液壓油,不考慮油路壓力損失的情況下,此時液壓油的壓力為系統壓力,此壓力僅能使薄壁套筒產生可以忽略不計的變形,以確保曲軸能夠非常輕松地裝入彈性套筒(見圖3)的內孔,單向閥4能夠確保該處液壓油不產生回流。第一次進油時整個油路中充滿了氣體,這時應將兩排氣螺塞3擰松從而把氣體排出油路,然后擰緊兩排氣螺塞3以確保油路的密閉。

圖3 曲軸連桿頸磨削用偏心夾具
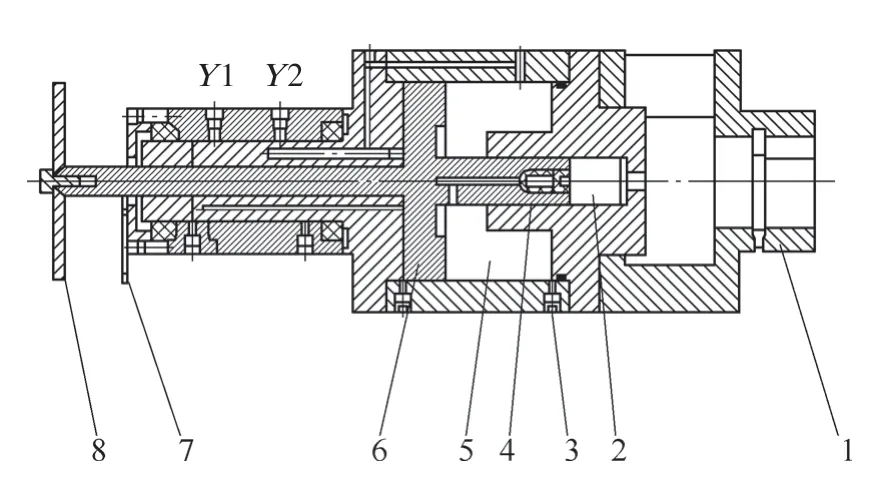
圖4 回轉液壓缸結構
電磁換向閥換向,液壓油經油口Y 1大液壓缸5處活塞6的左端,使活塞6向右移動,小液壓缸2及薄壁套筒的液壓油得到高壓,從而迫使彈性套筒變形進而夾緊安裝到位的曲軸。
電磁換向閥再次換向,液壓油經油口Y 2進入大液壓缸5處活塞6的右端,推動活塞6向左移動,大液壓缸5處活塞6的右端的液壓油便會經油口Y 1流回油箱,從而實現活塞6的退回,此時薄壁套筒環行油腔內的液壓油壓力為系統壓力,彈性套筒自變形狀態恢復原狀,從而實現曲軸的松開。同時,經油口Y 2流入的液壓油能夠通過單向閥4進入小液壓缸2及薄壁套筒的環形油腔,以補充這部分管路中壓力油的泄漏。
在實際應用過程中,對液壓缸進行了長時間的試驗,大小油腔面積比為16,系統壓力為2MPa,輸出壓力理論值為32MPa,實際輸出壓力為31.2MPa。液壓缸在夾緊位置連續工作8h,輸出壓力保持恒定。
(2)曲軸偏心夾具的結構 曲軸偏心夾具(見圖5)依靠聯接盤8固定在頭架主軸前端,聯接盤8上有一個定位槽,夾具體6可在聯接盤的定位槽中滑動,并依靠調整墊5的厚度來確定與聯接盤的偏心,從而確定與主軸軸線的偏心量,并保證聯接盤和主軸的軸線重合。磨削曲軸時,將曲軸安裝在彈性套筒4中,手動壓下V形定位塊1,依靠V形塊1的自定心功能確保曲軸連桿頸的軸線與頭架主軸軸線重合,曲軸正確定位后,頭架主軸后端液壓缸傳遞過來的高壓使得薄壁套筒3和彈性套筒4變形而夾緊曲軸。然后將V形定位塊1手動扳回原位以防止妨礙砂輪的切入磨削。調整平衡塊7的重量可以確保安裝曲軸后的偏心夾具的重心與磨床頭架主軸軸線重合,從而避免偏心夾具旋轉時因離心力過大而影響頭架回轉精度。
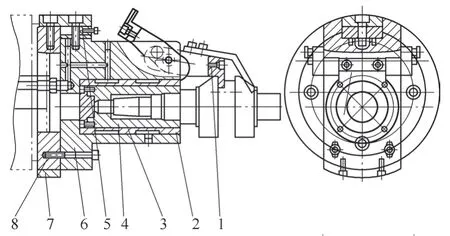
圖5 曲軸偏心夾具結構
4.結語
該課題的研究為數控曲軸連桿頸專用磨床的設計開發提供了前期技術儲備,縮短了數控曲軸連桿頸專用磨床的研發周期。
