數控車床加工折線繩槽
2013-06-18 01:14:42石家莊科一重工有限公司河北050071吳鵬偉
金屬加工(冷加工) 2013年23期
關鍵詞:數控車床
石家莊科一重工有限公司(河北 050071)吳鵬偉
石家莊工程技術學校(河北 050061)霍秀靜
目前在我國起重行業流行的“折線繩槽”一詞,是指從國外引進的一種適合鋼絲繩多層卷繞的繩槽形式。折線繩槽卷筒最早見于國外利巴斯公司的利巴斯裝置中,其中利巴斯卷筒就是雙折線繩槽卷筒,20世紀80年代引入我國,主要在礦山卷揚機和水工起重機械上應用。近年來隨著我國大中型建筑工程的迅猛發展,起重卷揚裝置采用折線繩槽卷筒的越來越多,這種能使鋼絲繩卷繞整齊排列的折線繩槽卷筒應用越來越廣。但國內少數廠家可以實現折線繩槽卷筒的整體加工,而且都是舊式車床改造的,設備落后生產能力不高。加工的繩槽表面質量不高,繩槽折點一致性差,易出現繩槽紊亂的現象。
折線繩槽的槽形有兩種形式,一種是單折線繩槽,一種是雙折線繩槽。前者為最初的繩槽形式,后者為改進的繩槽形式,目前應用較多的是后一種形式。雙折線繩槽的斜繩槽和直繩槽交替出現,這樣在卷筒表面上就出現了兩個斜繩槽區和兩個直繩槽區。所謂斜繩槽,是指與卷筒母線斜交的繩槽,直繩槽是指與卷筒母線直交或與法蘭平行的繩槽。斜繩槽約占圓周長的20%,直繩槽約占80%。
折線繩槽可以直接在卷筒上加工成形,也可以制成帶有這種繩槽的套,并且做成分體式的。安裝時包裹在光面卷筒上,通過螺栓或焊接與卷筒連接成一體。目前,國外以這種方式使用折線繩槽的卷筒居多。
折線繩槽加工成形可以在車床上,也可以在銑床上實現。車床上加工利用靠模、掛輪裝置或數控等多種方法加工成形。也可以用數控銑床以銑代車加工成形。下面介紹一種折線繩槽卷筒的數控車床加工方案,以卷筒外徑φ380mm、繩槽螺距12.6mm、繩槽半徑R6.36mm、繩槽角度135°/45°為例,如圖1、2、3所示。
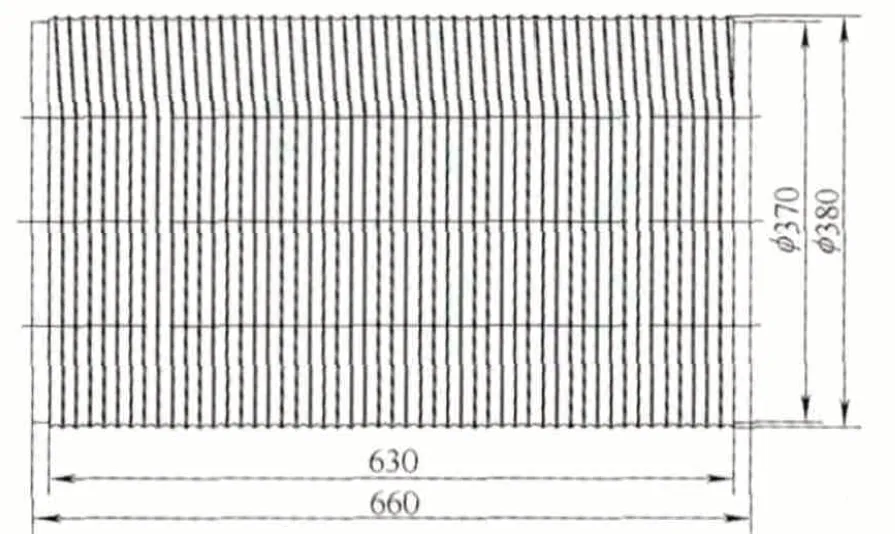
圖1 折線繩槽卷筒
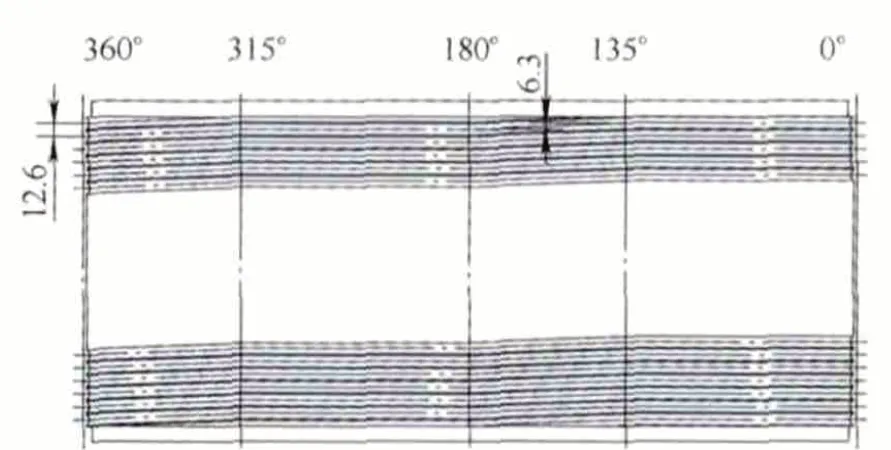
圖2 折線繩槽卷筒展開示意圖
1.機床的選擇
折線繩槽卷筒的車削加工,要求機床高精度、高效率、重切削。下面以FANUC數控系統的重型數控車床CK61200為例。主軸箱由110kW的直流電動機驅動,主軸轉速可實現0.63~125r/min分擋無極調速(低速擋)。主軸組件采用以前、后支承的兩支承組件進行軸向和徑向游隙分別調整,其軸向和徑向剛度強、精度高。進給系統采用FANUC伺服電動機、高精度滾珠絲杠、雙牙棒斜齒輪齒條傳動機構,精度高,傳動準確。刀架由大刀架、橫刀架、上刀架和刀排組成,強度好,可有效緩解折線繩槽強力切削過程中的振刀問題。尾座由上、下兩體組成,剛性好、承載能力好。
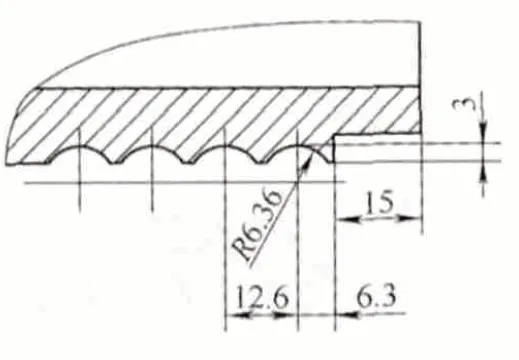
圖3 繩槽詳圖
2.數控加工方案的確定
如圖2所示,折線繩槽卷筒上的一圈360°繩槽,由0~135°直槽、135~180°斜槽、180~315°直槽、315~360°斜槽組成,每一段斜槽都可看作是一段螺紋來加工。確定螺紋的參數,每一段螺紋的位移L=6.3mm,每一段螺紋的導程 F=6.3×360/(180-135)=50.4mm。
此情況使用加工螺紋的G32指令更為方便些,指令格式G32X(U)__Z(W)__F__Q__。式中:X、Z為絕對尺寸編程時螺-紋的終點坐標;U、W為增量尺寸編程時螺紋的終點坐標;F為螺紋導程(若為單線螺紋,則為螺紋的螺距);Q為螺紋起始角,該值為不帶小數點的非模態值,即增量為0.001°;如起始角為180°,則表示為Q180000(單線螺紋可以不用指定,此時該值為零);起始角Q的范圍為0~360000之間,如果指定了大于360000的值,則按360000(360°)計算。
卷筒加工時需要從圖樣第一圈繩槽的前一圈起刀,落刀于圖樣最后一圈繩槽的下一圈。此時卷筒兩端用來焊接卷筒擋邊的φ370mm寬15mm止口,加工時可以起到進刀槽、退刀槽的作用。折線繩槽的詳細下加工路線:首先將刀具移到圖4所示軸向位置,徑向移到指定切深。卷筒上的繩槽圈數為630/12.6=50圈,假設此處及另一端各多加一圈折線繩槽,使用加工兩條斜槽的指令:
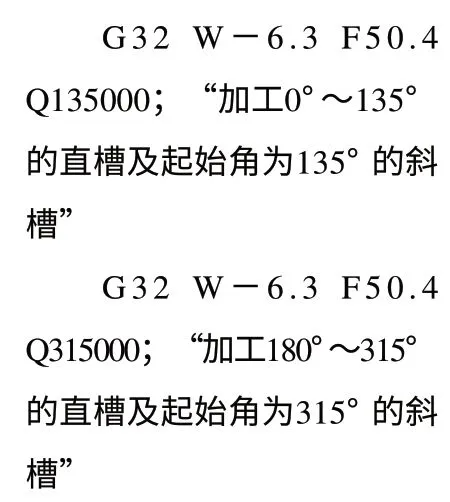
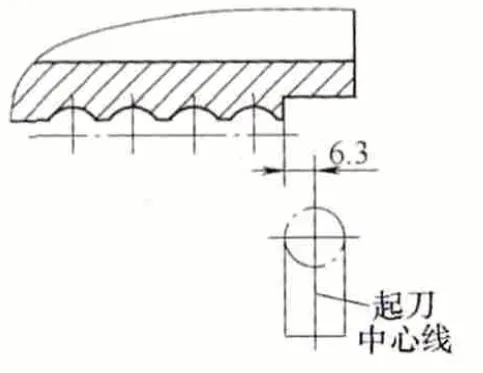
圖4 進刀示意圖
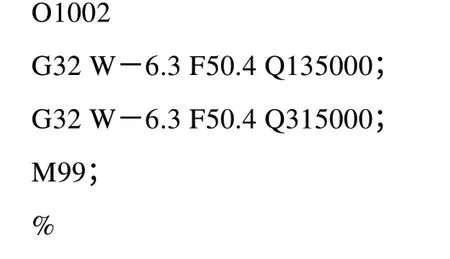
由于50圈繩槽上折線的折點一致,重復上述兩條指令50+2=52次,即可完成一次完整走刀,其中中間的50次即形成50圈繩槽路線。
加工線路原理:G32加工斜槽,但是它是從135°才開始加工的,于是在它0°~135°等待加工斜槽時就加工了直槽部分。
3.數控程序的編制
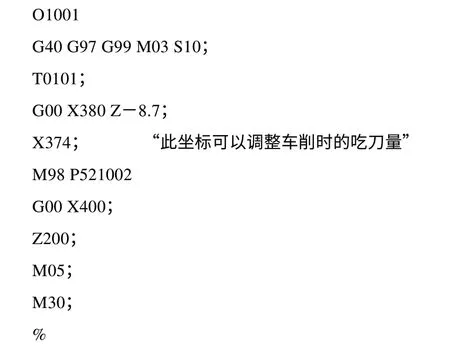
主程序
子程序
4.結語
以上程序僅為加工折線繩槽的一次走刀,可以調整吃刀量重復編寫該程序。也可以利用宏程序控制切削時的吃刀量,來完成加工。此卷筒為右旋折線繩槽卷筒,這種方法同樣可以編制左旋折線繩槽卷筒。這種方法只適用于有退刀槽的擋邊為焊接的卷筒。利用數控車床加工出來的折線繩槽,由于是數控系統控制繩槽折點,一致性好,不會出現折線繩槽紊亂的現象。
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42
