UG和Vericut在航空發動機軸頸類零件編程及仿真中的應用
2013-06-17 08:13:08中航工業沈陽黎明航空發動機集團有限責任公司遼寧110043范吉平李海泳
金屬加工(冷加工) 2013年8期
中航工業沈陽黎明航空發動機(集團)有限責任公司 (遼寧 110043) 范吉平 李海泳
隨著計算機軟件自動編程和仿真技術的發展,航空發動機制造技術進入了新時代。本文以典型航空發動機軸頸類零件半精加工工序為例,利用UG和Vericut軟件進行車加工數控程序編制和仿真。針對航空發動機軸頸類零件的特點,總結了數控程序編制和仿真的過程,包括建立UG零件和毛坯模型、建立UGCAM模型、創建UGCAM刀具軌跡、UGCAM程序后置處理、建立Vericut仿真環境、數控程序的Vericut仿真與分析等環節,實現了兩種軟件在此類零件中高效、合理的應用。
1.航空發動機軸頸類零件特點
在航空燃氣渦輪發動機中,軸類件有薄壁空心長軸、軸頸類軸、鼓筒類軸等。其中軸頸類軸分前軸頸和后軸頸,屬于薄壁短軸,結構介于盤類零件和長軸類零件之間,在半精車和精車工序中都有典型的車加工結構類型,包括車端面、車外圓、車內孔、車端面槽、車外圓槽、車內孔槽等。這些加工類型要選用適合的刀具和走刀路線,使得軸頸類零件的車加工編程較為復雜。利用UG軟件的車加工CAM模塊,對這些復雜結構進行編程的效率很高,而且方便、準確。
2.基于UG NX7.5的數控程序編制
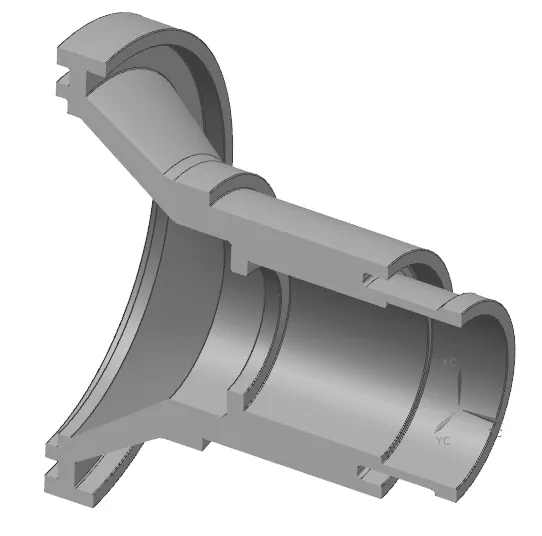
圖1 零件模型

圖2 毛坯模型
以典型航空發動機軸頸類零件半精加工工序為例,如圖1、圖2所示零件和毛坯,利用U G和Vericut軟件進行車加工數控程序編制和仿真。基于UG NX7.5的數控程序編制基本流程為:建立UG零件和毛坯模型→建立UGCAM模型→創建UGCAM刀具軌跡→產生數控程序。
根據該軸頸類零件結構特征,要分粗加工和精加工工步,其主要加工思路為:在粗加工工步中,利用粗加工循環操作和插削操作去除大部分余量,為精加工工步留0.5mm余量。粗加工選取的刀具以80°C型R0.8mm菱形刀片為主,用于提高加工效率;在精加工工步中,利用了精加工循環操作和插削操作的輪廓加工功能,刀具上主要選用了適合精加工用的55°D型R0.4mm菱形刀片和球形刀片等。
(1)建立UG零件和毛坯模型 利用UG軟件的CAD模塊分別建立零件和毛坯的模型文件(見圖1、圖2)。建立兩個模型文件時需要注意工作坐標系WCS的設置,要保證兩個模型在同一工作坐標系下時相對位置正確,也就是加工狀態下的位置。比較方便的做法是在草圖繪制階段就將草圖繪制在WCS下的合理位置。
(2)建立UGCAM模型 利用UG軟件的CAD模塊再建立一個模型文件,作為UGCAM編程模型。把零件模型和毛坯模型以裝配的方式添加到UGCAM編程模型中。在裝配時,放置選項為選擇原點,然后選擇工作坐標系WCS,這樣零件模型和毛坯模型就裝配到一起,相互位置通過WCS確定下來。
(3)創建UGCAM刀具軌跡前準備 在創建UGCAM刀具軌跡前要設置程序、幾何體、刀具、加工方法節點組,在設置加工操作時直接選取四個節點組即可。創建UGCAM刀具軌跡流程如圖3所示。對此軸頸類零件的半精加工工序,在程序節點組中,創建了粗車程序組和精車程序組;在幾何體節點組中,要注意編程坐標系MCS_SPINDLE的方向設置,在WORKPIECE中設置好工件和毛坯。NX7.5版本UG的車加工截面創建比較方便,直接點擊TURNING_WORKPIECE即可;在刀具節點組中,共創建了9把刀具,刀具號依次設置為1~9,加工方案如圖4所示。加工方法節點組可以不用設置,加工余量可以在創建加工操作時設定。
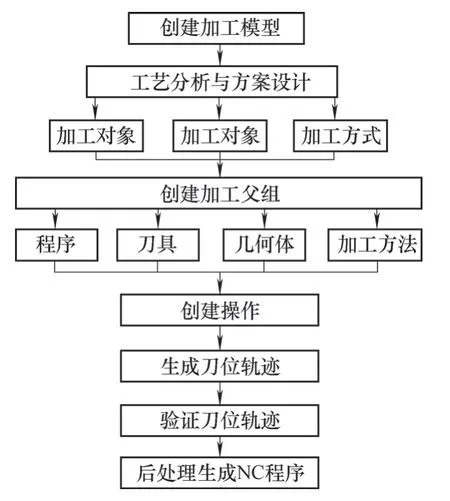
圖3 創建UGCAM刀具軌跡流程

圖4 加工方案
(4)創建UGCAM刀具軌跡 刀具軌跡的創建就是加工操作的設置。對該工序,制定13個工步,粗加工7個,精加工6個,共計13個加工操作(見圖4)。每一個操作對應一個刀具軌跡,在后處理階段可以把任意數量的操作生成一個數控程序,在該零件中每一個操作對應一個數控程序。
加工操作創建的主要步驟:選取相應的操作類型,并選擇4個節點組;編輯切削區域;設置切削策略;設置刀具軌跡方向和步距;設置切削參數,其中包括加工余量等設置;設置非切削運動軌跡,這里設置了每個操作的刀軌出發點為同一點,返回點與出發點相同;設置主軸轉速和進給率等。根據上述步驟分別創建粗加工和精加工操作13個,刀具軌跡如圖5、圖6所示。
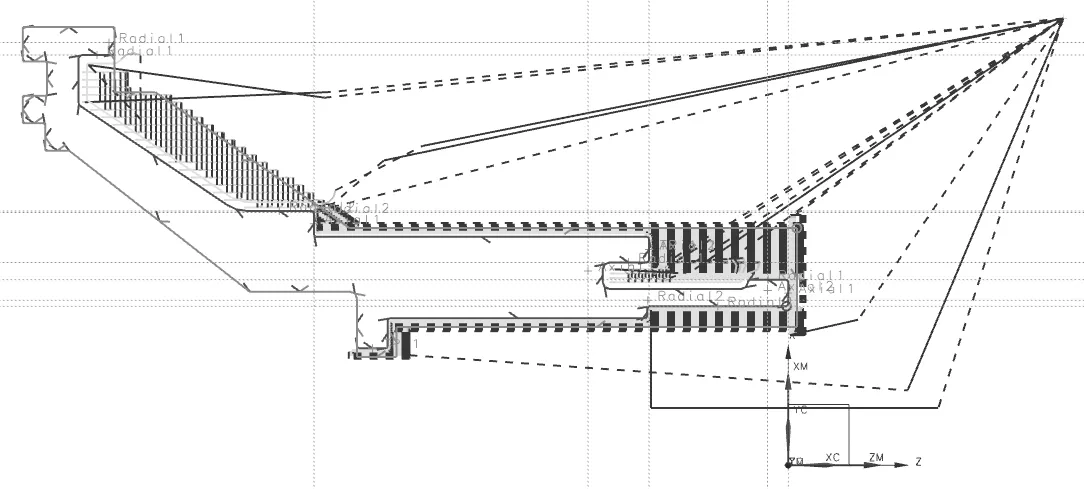
圖5 粗加工刀具軌跡
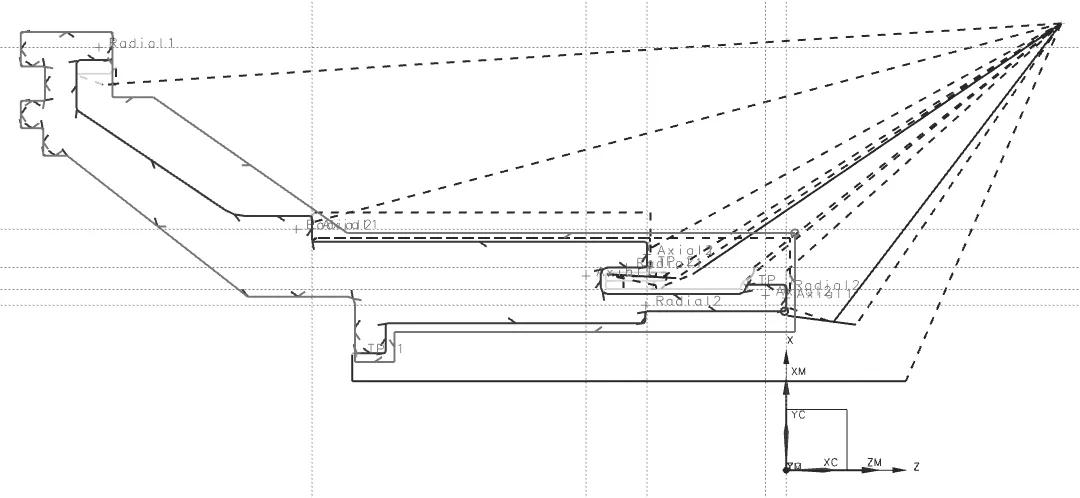
圖6 精加工刀具軌跡
(5)UGCAM程序的后置處理 后置處理是將創建的刀具軌跡轉換成指定數控機床能夠識別的NC代碼的過程。在操作導航器中顯示程序順序視圖(見圖7),點選需后置處理的操作,然后點擊后處理工具圖標,彈出后置處理對話框(見圖8)。選擇與機床相匹配的后處理文件,在輸出文件中輸入或瀏覽NC程序輸出路徑,并鍵入文件名稱,單擊確認,生成NC數控程序(見圖9)。數控程序編制已完成,下一步工作要在Vericut軟件中對這些生產的程序進行仿真驗證。
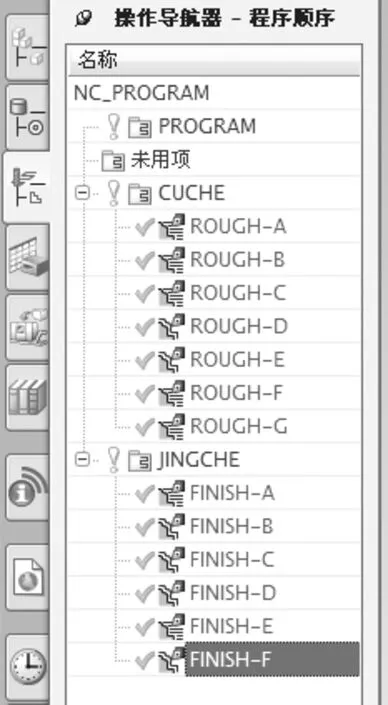
圖7 程序順序視圖
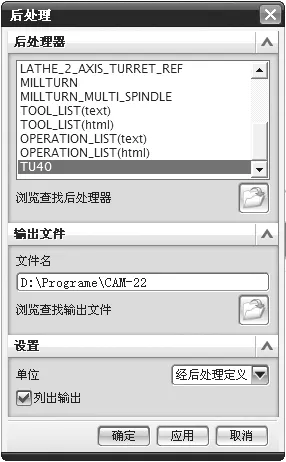
圖8 后置處理對話框
3.基于Vericut7.0的數控程序仿真
本文所述的仿真過程,是在已經建立了機床文件和控制系統文件后進行的。針對該軸頸類零件,介紹零件和毛坯的導入、數控程序的導入、加工坐標系的設置、刀具庫的創建、程序仿真、結果分析等,Vericut仿真加工工作流程如圖10所示,虛線內操作步驟不必按照順序。
(1)零件和毛坯的導入零件和毛坯模型文件一般由UG、CATIA、Pro/E等CAD軟件設計好并導出為*.S T L、*.STEP 等文件格式,這里選擇*.STL格式,該格式的兩個模型在UG建立的零件和毛坯模型中導出。將零件模型、毛坯模型導入Vericut仿真系統。用鼠標雙擊仿真項目樹節點(見圖11),在彈出菜單中選擇由模型文件導入相應的*.STL格式模型文件即可。
(2)數控程序的導入 在仿真項目樹中點擊數控程序節點,數控程序類型選擇“G-代碼數據”,再點擊“添加數控程序文件”,依次點選程序文件。這里需要注意的是必須按照相應的加工順序進行程序的添加,也可以在展開的程序視圖中利用鼠標拖拽的方式按順序排列加工程序序列。
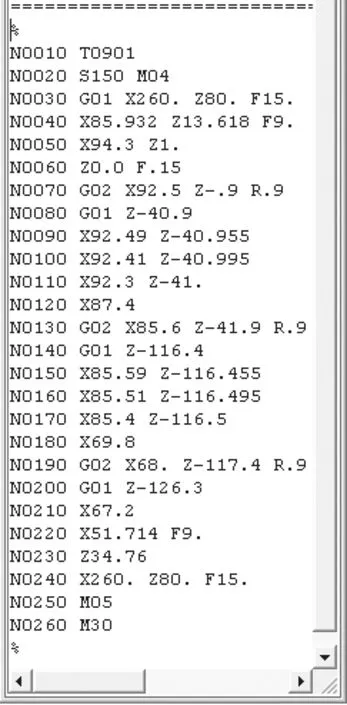
圖9 生產的NC數控程序

圖10 Vericut仿真加工工作流程
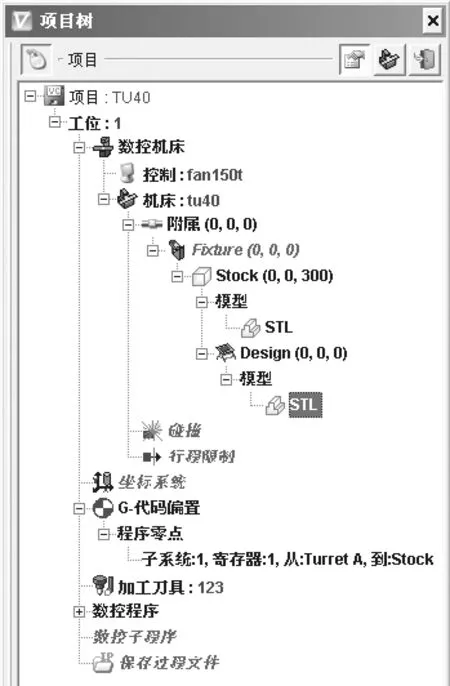
圖11 仿真項目樹
(3)加工坐標系的設置 加工坐標系的設置原則是編程原點與毛坯原點重合。設置方法為點擊項目樹中的程序原點,在配置名中選擇程序原點,選擇從組件的“刀塔TuttetA”到組件的“毛坯Stock”進行定位,這樣就把加工坐標系定義在了毛坯的組件坐標系上。
(4)刀具庫的創建 刀具是機床進行加工的重要工具。Vericut仿真加工前,應先建立刀具庫文件(見圖12)。切削刀具庫文件一般是由切削刀具部分和刀柄部分兩部分構成。切削刀具部分在Vericut刀庫中創建,對于刀柄簡單的可以在Vericut刀庫中創建,復雜形狀的刀柄要采用其他三維設計軟件先構建出刀柄的三維實體,再通過*.STL、*.STEP 等文件格式導入刀庫文件中。本文用的刀柄文件是用UG軟件的CAD模塊建立的。
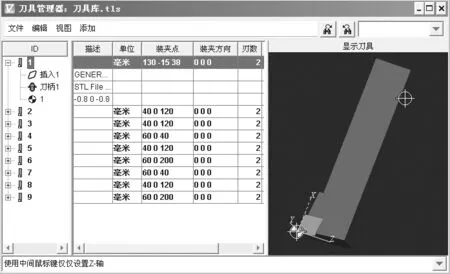
圖12 Vericut車加工刀具庫
(5)數控程序仿真 經過上面的設置,仿真可以開始了。在主對話框的右下方有演示工具條來控制仿真狀態,包括“單步”和“仿真到末端”等。通過菜單“信息-狀態”可以調出實時參數對話框,在此能實時地看到程序的運行情況,包括正在執行的程序段、機床坐標、程序坐標、刀具號以及程序運行時間、進給率、主軸轉速以及報警、出錯、控制系統的信息等。圖13為后軸頸零件在數控臥車上的仿真加工。
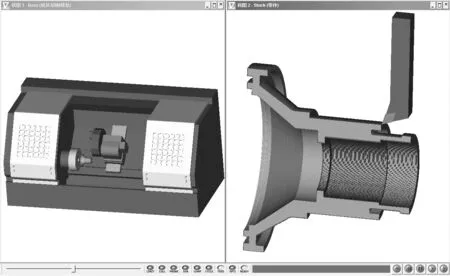
圖13 后軸頸零件的仿真加工
(6)仿真結果分析 仿真結果分析要用到“分析”菜單下幾個工具,包括測量、自動-比較、檢查等,其中主要應用自動-比較工具,見圖14所示。自動-比較工具主要作用是進行過切與欠切的檢查,它能將仿真加工后的模型和設計模型疊加在一起進行精確比較,自動識別并顯示出留在工件上的過切與欠切的部位。分析模塊提供了四種比較方式:實體比較、表面比較、點比較和輪廓比較,其中常用的是實體比較和表面比較兩種方式。
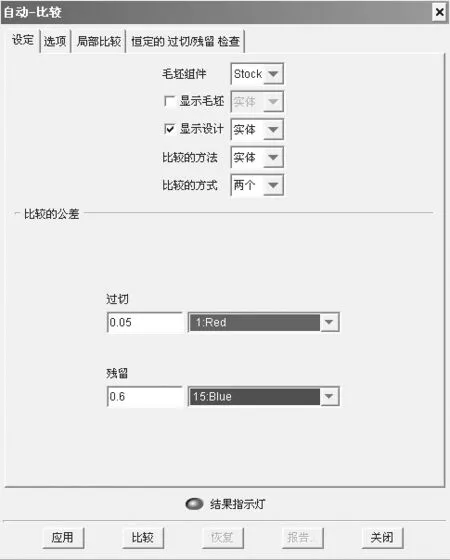
圖14 自動比較分析界面
仿真結束后還可以在“信息”菜單下的“Vericut日志”中查看各個程序的錯誤數量、警告數量、走刀時間,以及過切和碰撞的程序號位置等。
4.結語
通過本文所做的工作,證明了利用UGCAM車加工模塊,以及Vericut車加工仿真功能,對航空發動機軸頸類零件進行數控程序編制和加工仿真,是一種可行且有效的方式,并總結出了兩種軟件在此類零件中高效、合理應用的方法。在此希望該數控程序編制及虛擬加工仿真應用方法,能夠對其他類似零件的加工有所幫助。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
少先隊活動(2021年4期)2021-07-23 01:46:22
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
人大建設(2019年12期)2019-05-21 02:55:44
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
光學精密工程(2016年6期)2016-11-07 09:07:19
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
