改造臥式車床鉆削深孔
2013-06-17 08:13:06鐵嶺天實機械有限公司遼寧112000丁國艷楊成仁付振海王海鷹
金屬加工(冷加工) 2013年8期
關鍵詞:按鈕
鐵嶺天實機械有限公司 (遼寧 112000) 丁國艷 楊成仁 付振海 王海鷹
熱板是平板硫化機關鍵部件,熱板孔的加工質量直接影響產品硫化質量。為了降低成本,提高產品質量和生產效率,我們對現有臥式車床進行了改裝。改裝后實現了臥式車床深孔鉆削加工的功能,達到了預期的目的。改造結構示意如圖1所示。
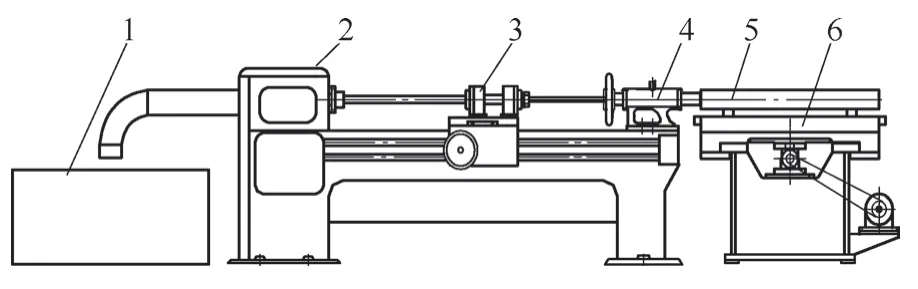
圖1
1.改造方案
(1)本機由CA6150臥式車床改制而成。改制部分主要有:①車床主軸不允許反轉,將反轉控制部分折掉。②走刀進給部分改制。③尾座部分改制。
(2)在CA6150臥式車床基礎上又增加了一些輔助部件。增加部分主要有:①排削冷卻循環系統。②移動工作臺。③專用深孔鉆桿。④專用內排削深孔鉆頭等。
(3)經過改裝后可實現自身進給運動和鉆頭旋轉運動,可鉆削φ 18~φ 30mm不同規格的深孔。通過采用外冷內排可一次進給鉆穿工件,由于采用硬質合金作刀刃可提高切削速度到90m/min、進給速度達到30~80mm/min。
2.改制改裝部分
(1)走刀進給部分,如圖2所示。將原有刀架改裝成圖2所示形式。將刀架上的中小滑板折下安裝上軸承座等部件。在原有變速箱基礎上通過主軸、聯接法蘭、鍵條、鍵槽、軸承等實現空心軸旋轉運動。在改裝后的刀架及原有走刀箱基礎上通過軸承座、彈簧套、螺母等實現空心軸、專用深孔鉆桿及鉆頭的進給運動。通過彈簧套、螺母可任意調整專用深孔鉆桿及鉆頭的伸出長度。
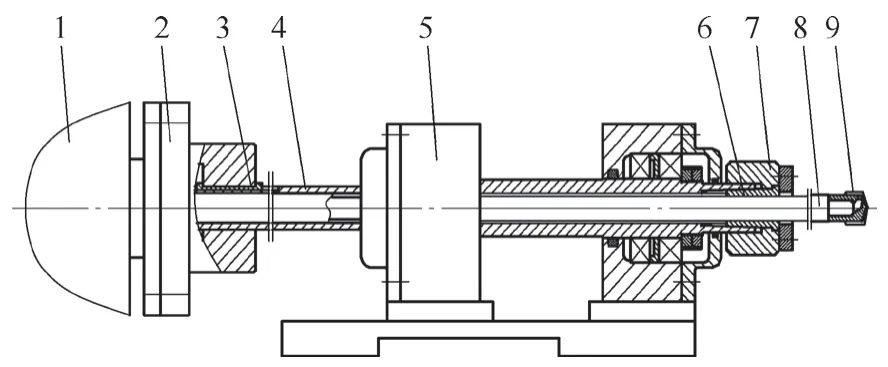
圖2
(2)尾座部分,如圖3所示。將原有尾座改裝成圖3所示形式。在原有尾座的基礎上通過調整絲母、密封擋圈等將軸套緊貼在工件待加工孔的端面上且確保端面密封。通過冷卻液進口接頭與冷卻循環系統聯接達到加工冷卻的目的,再通過鉆頭及鉆桿內孔循環系統使冷卻液及加工廢削返回冷卻液箱托盤上經過過濾后流回冷卻液箱。
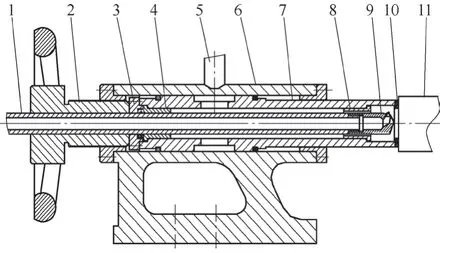
圖3
(3)排屑冷卻循環系統,如圖4所示。排屑冷卻循環系統是由冷卻液箱、電動機、葉片泵、尾座、深孔鉆頭、深孔鉆桿、空心軸、車床主軸、液管路等組成。該系統主要有鉆削過程中的冷卻和鉆削過程中的排削兩大功能,使工作效率得到了有效提高。電動機功率 7.5kW、葉片泵YB-E80。
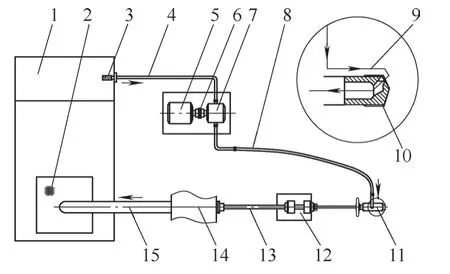
圖4
(4)移動工作臺,如圖5所示。該系統通過電動機、減速機、鏈條、鏈輪、絲桿等傳動機構實現工作臺在導軌上沿著導軌方向移動的功能。電動機功率1.5kW、擺線減速機XWD-1.5-4-71。
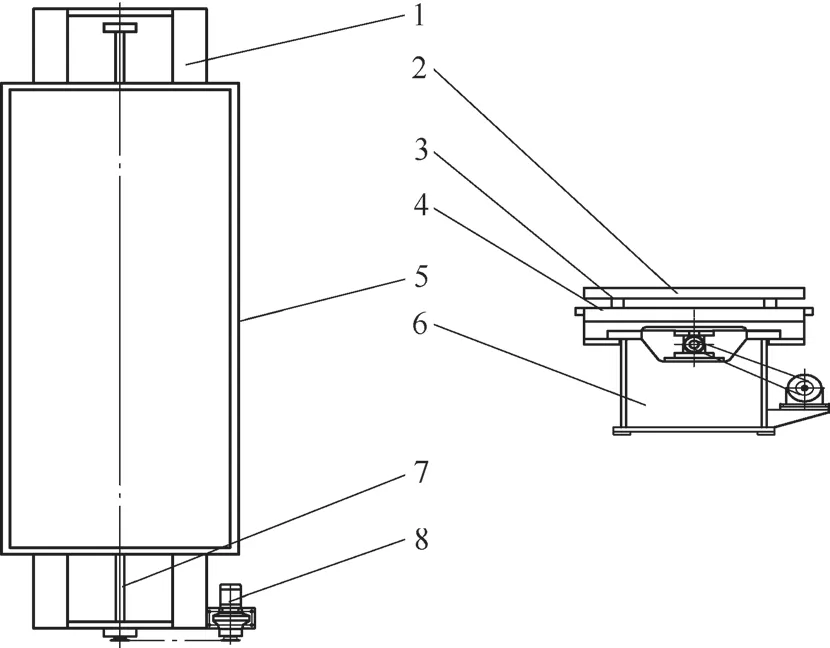
圖5
(5)專用深孔鉆桿,如圖6所示。專用深孔鉆桿由接頭、無縫管組成。可根據常用需要制作幾套,如我們常用的是外徑φ26.5mm、φ21mm、φ16mm相應內徑φ16mm、φ12mm、φ10mm三套,圖6所示為第一套。
(6)專用深孔鉆頭,如圖7所示。專用深孔鉆頭是由硬質合金刀頭和刀體組成。可根據常用需要制作幾套,如我們常用的是外徑φ 30mm、φ24mm、φ18mm相應內徑φ16mm、φ12mm、φ10mm三套。
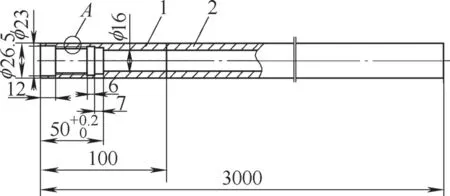
圖6
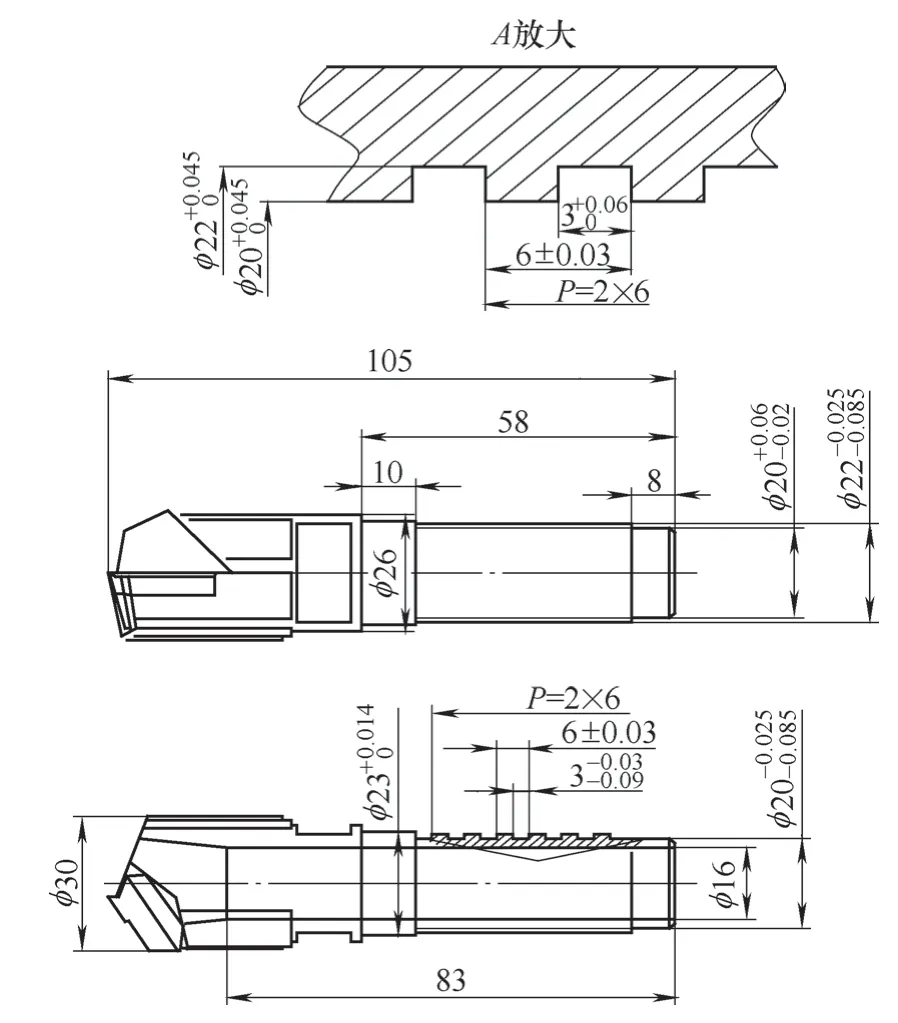
圖7
3.加工操作步驟
(1)將工件(熱板)找正固定在工作臺上。
(2)移動工作臺調整到待加工孔位置上。
(3)轉動進油器調整絲母將軸套緊貼在工件待加工孔的端面上且確保端面密封。
(4)啟動冷卻循環系統液壓泵按鈕。
(5)啟動切削旋轉按鈕。
(6)啟動工作進給按鈕進行切削加工。
(7)鉆孔完先關進給按鈕,再關油泵、旋轉按鈕,退出。
(8)移動工作臺調整到下一待加工孔位置上。
4.結語
該設備通過改制改裝簡便易行,使得原有陳舊閑置的老設備通過挖掘潛能派上了用場。在切削過程中,利用內排削法使其切削從被加工的孔中有效排出,無需在鉆削過程中定期退刀排削。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
奧秘(創新大賽)(2019年12期)2019-11-29 18:26:17
模具制造(2019年7期)2019-09-25 07:30:00
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
商業評論(2014年9期)2015-02-28 04:32:41
中學語文(2013年35期)2013-11-14 03:29:12
移動一族(2008年9期)2008-12-31 00:00:00
看世界(2004年9期)2004-04-29 00:00:00
