BDO反應器的設計與制造
2013-06-01 09:28:54張茹雅張亞寧潘國輝
化工裝備技術 2013年3期
張茹雅 張亞寧 潘國輝 劉 娟
(大連冰山集團金州重型機器有限公司)
設計計算
BDO反應器的設計與制造
張茹雅*張亞寧 潘國輝 劉 娟
(大連冰山集團金州重型機器有限公司)
介紹了BDO反應器的結構特點和設計、選材所應考慮的問題,并且對密封結構和多層筒體的制造工藝進行了闡述。
反應器 高壓 丁二醇 大型鍛件 密封 多層筒體 壓力容器
0 前言
BDO反應器是BDO流程中的核心設備。BDO是1,4-丁二醇的簡稱,是用來生產聚對苯二甲酸丁二醇酯 (簡稱PBT)工程塑料和纖維、聚氨酯彈性體、聚氨酯人造革、γ-丁內酯等的重要原料。我公司為某化工廠制造的BDO反應器,其結構特殊,制造難度較大。這是BDO設備的首次國產化,具有一定的試驗研究性質。
1 設備結構特點
BDO反應器主要技術特性如表1所示。BDO反應器設備結構如圖1所示。
BDO反應器上、下封頭都用大型鍛件制造。上封頭外徑為2194 mm,高度為1355 mm,不采用常用的規則凸形封頭。這是因為在上封頭的端面上要布置大小7個管口,包括人孔在內。
設備的密封結構較為特殊。其中底蓋與下封頭之間、頂蓋與上封頭之間均采用GRAYLOC密封元件密封,所有的接管法蘭也均采用GRAYLOC卡蘭。美國的GRAYLOC卡蘭具有50多年的歷史,這是一種高壓自緊式法蘭,也是一種用于高壓、高溫、強腐蝕等惡劣工況下管道連接的新型高壓法蘭。傳統法蘭是靠密封墊的塑性變形達到密封作用的,屬于軟密封。而高壓自緊式法蘭的核心是其獨有的新式密封,即依靠密封環的密封唇 (T形臂)的彈性變形形成密封,屬于硬密封。它利用卡蘭、卡套、密封環的筋骨組合,形成了一個強大的剛性體,使連接部位的強度遠遠大于管道母材自身強度,其結構如圖2、圖3所示。在受壓時,密封環的筋和密封唇分別起強度和密封的作用,既能自緊密封,又能加固管道,極大地增強了連接部位的整體強度。
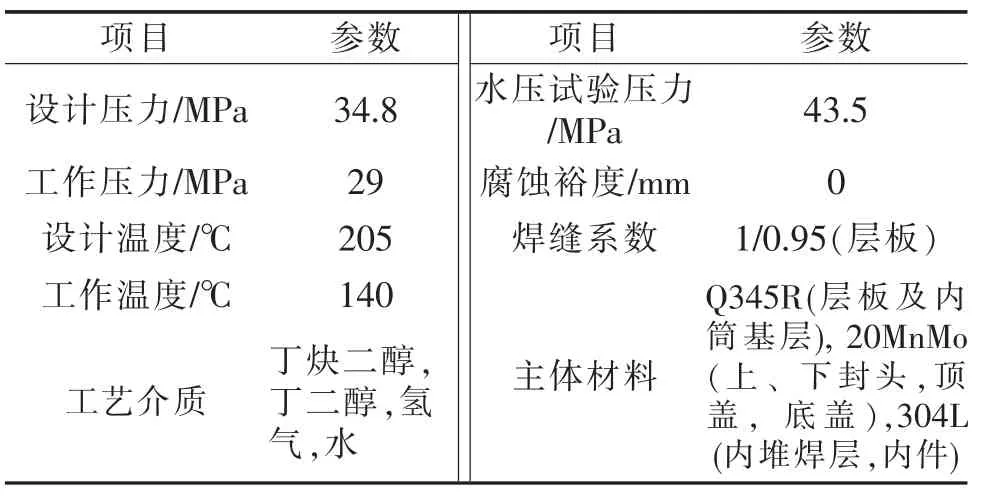
表1 BDO反應器技術參數
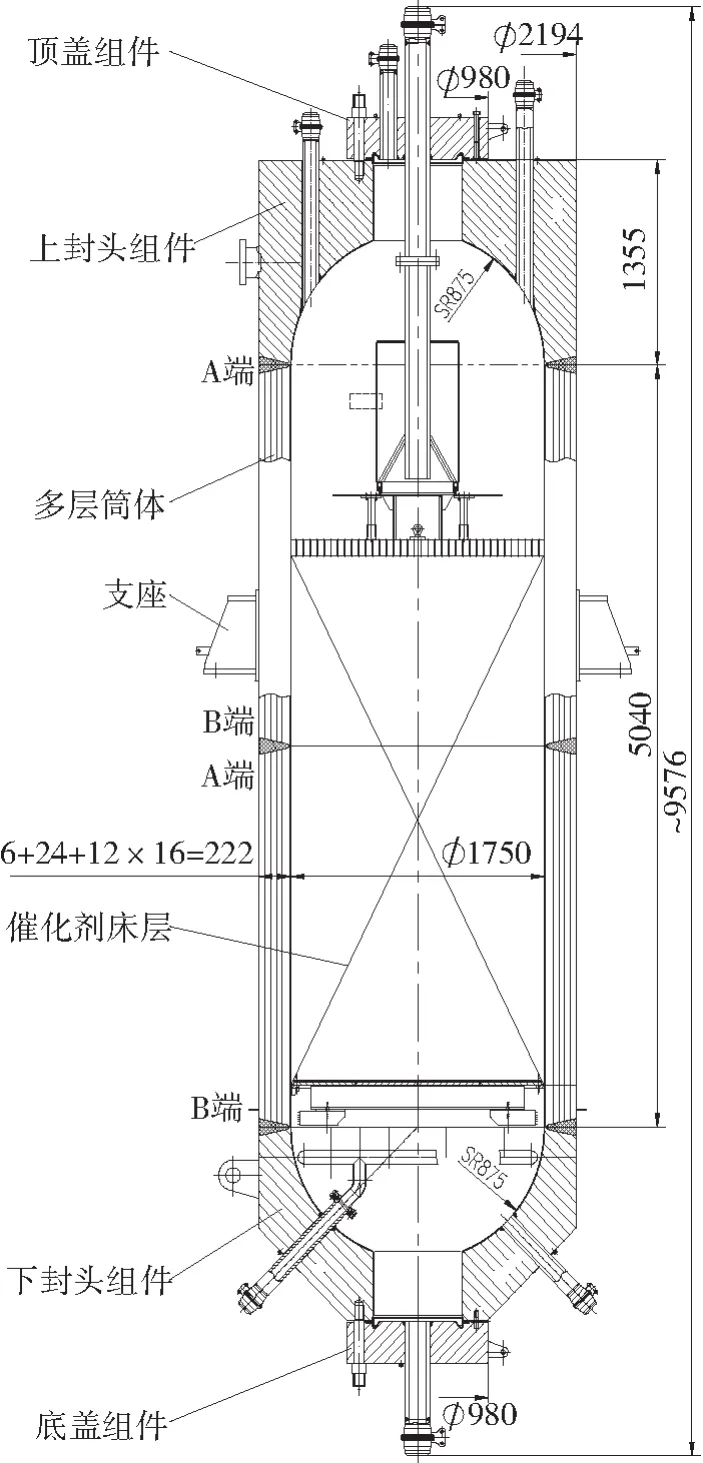
圖1 BDO反應器結構

圖2 高壓自緊式法蘭
GRAYLOC密封環使用場合廣泛靈活,不但可以成套使用,而且可以根據實際結構大小單獨加工制作。 但是, 設備密封面的形式及尺寸應由GRAYLOC提供。該設備底蓋與下封頭之間、頂蓋與上封頭之間均采用GRAYLOC密封環密封,密封結構如圖4所示。該設備所用的GRAYLOC元件,也均是向美國GRAYLOC公司訂購的。
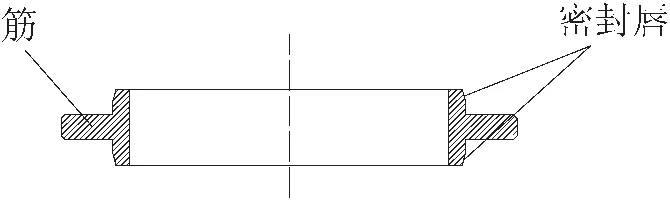
圖3 密封環
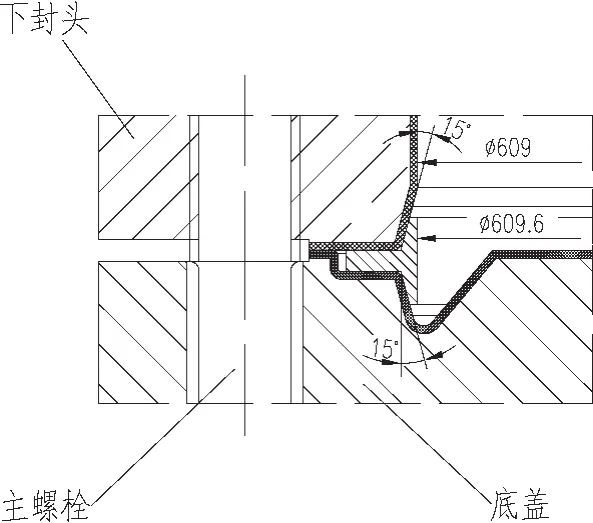
圖4 GRAYLOC密封環
設備筒體采用多層式結構,由內筒和多層層板包扎而成,每層層板上都開排氣孔。采用多層式筒體,設備不需要作焊后整體熱處理。
2 選材
2.1 筒體選材
該設備的設計壓力很高,為 34.8 MPa,GB 150—1998《鋼制壓力容器》的適用范圍是設計壓力不大于35 MPa,因此該設備的設計壓力接近了我國常規設計標準的極限。國外BDO項目中的BDO反應器常以ASMEⅧ-2為設計和制造標準,筒體采用單層加堆焊結構。這次我公司設計和制造標準采用GB 150—1998,筒體采用包扎式多層結構。多層式筒體的內筒選用爆炸復合板,基層為Q345R,復層為304L,既保證了強度,同時也滿足了抗腐蝕性能的要求。多層筒體上除內筒外的多層層板,不接觸介質,不需要其具有抗腐蝕性能,只要求其具有較高的強度和良好的綜合機械性能。與單層厚壁的結構相比較,多層層板所用板材都是薄板,薄板的制造工藝成熟,性能良好穩定,而且成本較低。
若設備的筒體采用單層Q345R板材,按強度計算其厚度超過200 mm。Q345R板材厚度超過200mm時,不但超出了標準的范圍,其各項性能也不可能得到保證,所以不予選用。若筒體采用鍛件材料,性能雖然有保證,但其造價太高。綜合考慮,選用多層筒體結構,既滿足了強度要求,又節約成本,降低造價。
2.2 封頭和底蓋、頂蓋選材
上、下封頭與底蓋、頂蓋選用20MnMo鍛件,20MnMo材料與其它材料相比,強度較高,性能優越,使用成熟廣泛,故選用其作為主要鍛件的材料。
3 制造工藝
3.1 制造的難點和關鍵點
由對BDO反應器的結構特點分析可知,該設備由底蓋組件、下封頭組件、多層筒體、上封頭組件和頂蓋組件等五大部件組成,其制造的難點和關鍵點有如下幾項:
(1)頂蓋組件、底蓋組件和上、下封頭組件上密封面的加工;
(2)多層筒體的制造;
(3)筒體環向焊接接頭的組對。
為了確保每一個零部件的制造質量和組裝質量,我們設計制定了相應的工藝措施,并且專門編制了 “BDO反應器制造工藝方案”,用于指導BDO反應器的制造。
3.2 關鍵零部件的制造
(1)頂蓋、底蓋的制造
頂蓋和底蓋均采用20MnMo鍛件,與介質接觸的密封面處采用不銹鋼堆焊。制造時,先進行一次加工,加工出堆焊不銹鋼所需的槽,然后再堆焊不銹鋼,最后加工出密封面。GRAYLOC密封面粗糙度要求很高,Ra為1.6~0.8μm。一般加工件的粗糙度要求Ra為25~6.3μm,數字越小精度要求越高。對于如此嚴格的要求,我公司采取一些有效措施,確保了密封面達到所需精度,從而為設備密封提供了可靠的保障。
(2)上、下封頭的制造
上、下封頭的密封面加工方法與頂蓋和底蓋相同,光潔度要求也相同。上、下封頭直徑很大,因此必須采用大型鍛件。上封頭直徑為2194 mm,高度為1355mm,體積龐大,與筒體組裝過程比較困難復雜,因此加工組裝時應注意嚴格保護好密封面。一般的法蘭密封面,采用貼膠帶紙等方法保護即可。但是鑒于該設備的密封面要求如此嚴格,組裝過程困難復雜,因此特別制作了專用的工裝,用于保護密封面。結果證明,此工裝起到了非常好的效果,很好地保護了密封面。
(3)多層筒體的制造
多層筒體的制造工藝主要為多層筒體的包扎。多層筒體由內筒和多層層板組成。內筒先制作好,然后再在內筒上包扎多層層板。包扎之前,內筒表面及各層層板的內外表面應進行噴砂處理,去除氧化皮、油污等雜物,使板材表面干凈平滑,便于層板包扎。
包扎時應先找好筒節與層板的基準端,先將帶有排氣孔的層板包上,再包扎不帶排氣孔的層板。緊貼內筒的層板為第一層,依次為第二層、第三層……等等。第一層和第二層板上的排氣孔應在包扎之前先鉆好,其余各層上的排氣孔可在筒體包扎好之后再鉆。
多層筒體的制造工序如下所述。
(a)鉚工:借助于工裝 (包扎內撐胎)進行層板包扎。
(b)電焊:層板縱向焊接接頭按焊接工藝規程施焊。
(c)鉚工:打磨焊縫,使之與母材平齊。
(d)檢查:層板貼合度檢查,用圓弧樣板和平尺檢查,間隙分別為0.5mm和0.3mm;層板松動面積檢查,其松動部位沿環向長度不得大于300 mm,沿軸向長度不得大于600mm。
(e)無損檢測:第一層層板縱向焊接接頭作100%超聲檢測,按JB/T 4730.3—2005Ⅰ級合格;其它各層層板縱向焊接接頭作100%磁粉檢測,按JB/T 4730.4—2005Ⅰ級合格。
(f)大立車:車筒體端面及堆焊坡口 (加工時以內筒兩端面找正)。
(g) 電焊:筒體端面封焊,堆焊隔離層,如圖5所示,按焊接工藝規程施焊。
(h)無損檢測:封焊層作100%液體滲透檢測,按JB/T 4730.5—2005Ⅰ級合格。
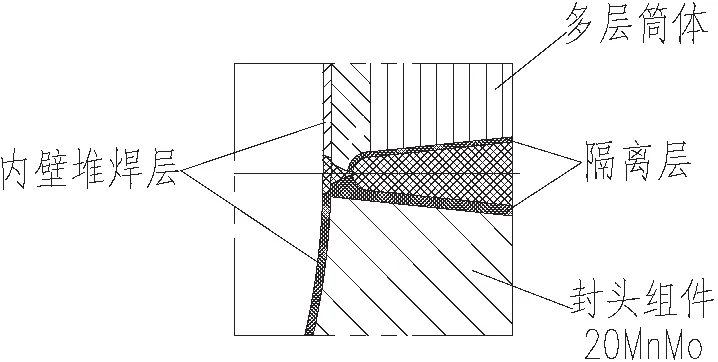
圖5 筒體端面堆焊隔離層
(i)劃線:劃?8mm排氣孔線。
(j)鉆:鉆 ?8 mm排氣孔,鉆孔時不允許加冷卻液。
(k)鉚工:等待與其他部件一起組裝。
(4)總組裝
設備總組裝工序為:筒節之間組對→筒體組合件與下封頭組對→組對保溫支架、銘牌托架等外部零部件→組對內件支撐件→上封頭與筒體組對→水壓試驗→清理、包裝、發運。
總組裝的難點是上、下封頭與筒體環向焊接接頭的熱處理。上、下封頭的材料是20MnMo,焊接后必須進行熱處理,而多層筒體是不需要進行熱處理的。如何解決呢?如圖5所示,先在上、下封頭的端部堆焊隔離層金屬,然后單獨對上、下封頭及其隔離層焊縫作整體焊后熱處理。之后,進行組裝時由20MnMo與Q345R之間的焊接就變成了隔離層之間的焊接,這樣就不需要再進行焊后熱處理了。
4 結語
該BDO反應器已經投入使用有5年多時間,運行良好。實踐證明,其結構設計、制造工藝和質量控制措施都是可行的。BDO反應器殼體選用多層包扎結構,密封形式選用GRAYLOC自緊式密封結構,都是首次嘗試。該BDO反應器的制造成功,為BDO項目設備的國產化開拓了新路,也為制造同類產品積累了經驗。
Design and M anufacture of BDO Reactor
Zhang Ruya Zhang Yaning Pan Guohui Liu Juan
Introduces the structure characteristics of BDO reactor,lists the problems that should be considered during design andmaterial selection,and describes themanufacturing process of seal structure and multilayer shell.
Reactor;High pressure;Butanediol;Large forging;Seal;Multilayer shell;Pressure vessel
TQ 052
2012-12-18)
*張茹雅,女,1978年生,工程師。大連市,116100。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2016年5期)2016-03-16 02:20:45
設備管理與維修(2015年12期)2015-04-09 06:57:00