冷軋液壓輥縫系統(tǒng)的自適應(yīng)模糊Backstepping控制
2013-05-24 06:23:12吳忠強湯雅超肖雪飛于金平
振動與沖擊 2013年24期
吳忠強,湯雅超,肖雪飛,于金平
(1.國家冷軋板帶裝備及工藝工程技術(shù)研究中心,秦皇島 0 66004;2.燕山大學(xué) 工業(yè)計算機控制工程河北省重點實驗室,秦皇島 0 66004)
冷軋機輥縫系統(tǒng)的控制是板厚控制的核心技術(shù)。在現(xiàn)代軋機板厚控制系統(tǒng)中,電液伺服控制系統(tǒng)以其響應(yīng)速度快、控制精度高、體積小、質(zhì)量輕等優(yōu)點占據(jù)了主導(dǎo)地位。但是,電液伺服控制系統(tǒng)具有很強的非線性特性,系統(tǒng)中的參數(shù)存在不確定性,給控制系統(tǒng)的設(shè)計帶來很大的困難[1]。由于線性控制策略往往得不到理想的控制效果,人們將非線性智能控制方法應(yīng)用到板厚自動控制系統(tǒng)中:趙琳琳等[2]利用自適應(yīng)魯棒控制方法設(shè)計了動態(tài)控制器;李迅等[3]將Smith預(yù)測方法應(yīng)用到AGC控制系統(tǒng)中;Bemporad等[4]利用最優(yōu)滑模方法進行AGC控制。以上方法都在一定程度上改善了AGC系統(tǒng)性能。
Backstepping設(shè)計方法的基本思路是將一個復(fù)雜的高階系統(tǒng)分解成若干個子系統(tǒng),遞歸地對各個子系統(tǒng)進行Lyapunov函數(shù)選擇和控制器設(shè)計直至完成對整個系統(tǒng)的設(shè)計,從而有效地避開了直接選取高階系統(tǒng)Lyapunov函數(shù)的難題。Backstepping設(shè)計方法因其具有設(shè)計思路簡單、步驟清晰等優(yōu)點而被廣泛應(yīng)用。Hang等[5]提出了一類嚴格反饋非線性系統(tǒng)的自適應(yīng)Backstepping控制;Ge等[6]基于 Backstepping方法提出了非線性系統(tǒng)自適應(yīng)神經(jīng)網(wǎng)絡(luò)控制;Yang等[7]提出了基于小增益和Backstepping的魯棒自適應(yīng)模糊控制器;Zhou等[8]對帶有輸入延時的不確定系統(tǒng)設(shè)計了Backstepping自適應(yīng)控制;李淵等[9]將Backstepping方法應(yīng)用到雙饋電機系統(tǒng)中,設(shè)計了滑模變結(jié)構(gòu)控制器。
文獻[10-11]針對電液伺服系統(tǒng)采用了標(biāo)準(zhǔn)的Backstepping設(shè)計方法分別設(shè)計了多滑模魯棒自適應(yīng)控制和自適應(yīng)滑模控制,由于電液伺服系統(tǒng)中含有較多的不確定參數(shù),使得控制器中含有大量的自適應(yīng)律,加之Backstepping設(shè)計過程中對狀態(tài)量反復(fù)求導(dǎo)引起的計算膨脹問題,導(dǎo)致控制器設(shè)計復(fù)雜,很難得到最優(yōu)的控制效果。賈濤等[12]應(yīng)用了模糊自適應(yīng)方法,解決了Backstepping方法的計算膨脹問題,使控制效果得到了改善。
本文針對液壓輥縫系統(tǒng)的非線性、參數(shù)不確定性和負載干擾提出了一種自適應(yīng)模糊Backstepping滑模控制方法。用模糊系統(tǒng)來逼近參數(shù)不確定項和干擾項,解決了大量自適應(yīng)律嵌套在控制器中的問題。選取適當(dāng)Lyapunov函數(shù),有效地減少了Backstepping設(shè)計步驟,抑制了Backstepping設(shè)計過程中的計算膨脹。仿真表明,本控制器能實現(xiàn)快速跟蹤,對參數(shù)變化和負載干擾具有較強的魯棒性。
1 液壓-輥系模型及問題描述
冷軋液壓輥縫系統(tǒng)是由四通滑閥、雙頭液壓缸和機架軋輥系統(tǒng)組成。
假設(shè)四通閥為理想的零開口滑閥,根據(jù)流體力學(xué)節(jié)流公式和壓力分析可得四通閥的壓力-流量方程:
其中:xv為閥芯位移;Kiv為伺服放大器的放大倍數(shù);QL為負載流量;Cd為節(jié)流口流量系數(shù);W為節(jié)流口面積梯度;ps,pL分別為油源壓力和負載壓力;ρ為液壓油密度;u為控制器輸出。
假設(shè)液壓缸的負載流量是兩個工作腔流量的平均值,綜合每個工作腔的流量連續(xù)方程可得油缸的流量連續(xù)方程:

其中:Ct為液壓缸的總的泄露系數(shù);A為液壓缸活塞的有效面積;Vt為液壓缸等效的總?cè)莘e;xp為液壓缸輸出位移;β為液體體積彈性模量。
液壓缸的動態(tài)特性受負載特性的影響,冷軋液壓系統(tǒng)的負載力包括粘性阻力、彈性阻力、外部負載力和慣性力。將軋機輥系近似為單自由度模型,認為在軋制的過程中下輥系是固定不動的,只有上輥系做垂直運動,則有液壓缸輸出力平衡方程:

其中:m為折算到活塞上的總的等效質(zhì)量;B為軋機粘性阻尼系數(shù);K為軋機彈性剛度系數(shù)。
假設(shè)液壓缸活塞桿與軋輥剛性連接,液壓缸缸體與機架剛性連接,工作輥與支撐輥是彈簧-阻尼連接,可建立軋機機架-輥系和液壓缸的動力學(xué)方程:

其中:xw為工作輥位移;Mw為工作輥及其軸承的等效質(zhì)量;C為工作輥與支撐輥間的阻尼系數(shù);KM為軋輥間彈性系數(shù);fl為外部負載力。

控制目標(biāo)是使系統(tǒng)快速跟蹤給定的參考軌跡并保持穩(wěn)定。本文采用Backstepping方法設(shè)計滑模控制器,利用自適應(yīng)模糊系統(tǒng)來逼近不確定項和干擾項,從而消除不確定項和干擾項對系統(tǒng)穩(wěn)定性的影響,最終使系統(tǒng)工作在穩(wěn)定的工作狀態(tài)。

Ωf、Ωg和 Ω0分別是 ωf、ωg和 x的有界集。根據(jù)模糊系統(tǒng)的萬能逼近定理,f(x)、g(x)的最優(yōu)逼近分別為:

定義逼近誤差:

2 控制器設(shè)計及穩(wěn)定性分析
對液壓輥縫系統(tǒng)進行自適應(yīng)模糊Backstepping滑模控制器設(shè)計,選取適當(dāng)?shù)腖yapunov函數(shù)使得三步Backstepping就能完成對五階系統(tǒng)的控制器設(shè)計,解決高階系統(tǒng)Backstepping設(shè)計的計算膨脹問題,在Backstepping設(shè)計的最后一步與滑模控制方法相結(jié)合,進一步提高系統(tǒng)的魯棒性,最后證明設(shè)計的控制器能夠使系統(tǒng)漸近穩(wěn)定。
第一步,首先考慮子系統(tǒng)(x1,x2),選取Lyapunov函數(shù)

則V1沿著子系統(tǒng)(x1,x2)的時間導(dǎo)數(shù)為:

選取

為虛擬控制輸入,其中k1為選定的正常數(shù)。
令 α1=e4-e3=(x4-x3)-(x4d-x3d)
其中 x3d,x4d為 x3,x4的期望值。那么

第二步,考慮子系統(tǒng)(x1,x2,x3,x4),選取 Lyapunov函數(shù)

其中rf為選定的正常數(shù)。有:

選取

為虛擬控制輸入,其中k2為選定的正常數(shù)。
令α2=e5=x5-x5d,其中x5d為x5的期望值。則
所以自適應(yīng)律取

則

第三步,定義滑動流形為

其中c1為選定的正常數(shù)。
對s求導(dǎo)有

定義 η - η^= η~。
考慮整個系統(tǒng),選取Lyapunov函數(shù)

其中 rg,rη為選定的正常數(shù),有
取自適應(yīng)滑模控制器

其中k4是選定的正常數(shù)。將式(21)代入式(20)有

取自適應(yīng)律:

將上述自適應(yīng)律代入到式(22)中可得:
當(dāng)控制器的參數(shù)滿足下列不等式時,

矩陣Ψ的一、二階順序主子式全都大于零,所以矩陣Ψ是正 定 的。由 式 ( 24)可 知·V≤ - [α1α2] ×Ψ[α1α2]T,因此有[α1α2]Ψ[α1α2]Td t≤V(0)-V(∞)。又因為(x2- x1)、α1、α2、s、都是有界的,所以 V 有界。由 B arbalat定理可知[α1α2]Ψ[α1α2]T=0,所以有=0(i=1,2),就是系統(tǒng)的跟蹤誤差收斂。同理,即整個系統(tǒng)可以實現(xiàn)對給定信號的跟蹤,系統(tǒng)狀態(tài)將沿著期望的軌跡趨近于滑模面s=0,因此系統(tǒng)漸近穩(wěn)定。
3 仿真研究
為驗證該控制方法的有效性,對某廠四輥軋機進行參數(shù)取樣,并對系統(tǒng)參數(shù)發(fā)生變化前后,自適應(yīng)模糊Backstepping控制器與經(jīng)典Backstepping控制器的響應(yīng)曲線進行比較:
在式(5)所示的冷軋機電液伺服系統(tǒng)中,主要的參數(shù)為:A=0.68 m2;m=84.2×103kg;B=9×105Ns/m;K=6 ×1010N/m;KM=5.6 ×1010N/m;Ct=5 ×10-13m3s/Pa;Vt=0.144 m3;β =7 ×108Pa;Kq=2.6 ×10-2m2/s;Ps=1 ×107Pa;ρ=900 kg/m3;Kiv=0.004;Mw=9.2 ×103kg;C=11.38 ×105Ns/m。
控制器參數(shù):k1=10 000,k2=662,k3=16.5,k4=350,rf=0.05,rg=1,rη=0.000 1,c1=1。
模糊集合對應(yīng)的隸屬函數(shù)取為

軋機的工作環(huán)境惡劣,會因帶鋼的溫度、厚度、密度、材質(zhì)的分布不均、機械的振動和焊接點等不確定的因素造成負載的質(zhì)量、粘性阻尼系數(shù)、彈性模量等會發(fā)生改變。考慮系統(tǒng)參數(shù)的慢時變特性,主要是以下參數(shù)發(fā)生變化:m=90×103kg,B=8.5 ×105Ns/m,K=5.5 ×1010N/m,C=10.5 ×105Ns/m,Ct=5.5 ×10-13m3s/Pa,Mw=9.0 ×103kg。
軋機軋制過程分為三個不同的工作階段:上下工作輥靠近階段、上下工作輥壓靠階段、正常軋制階段。然而上下工作輥壓靠階段和正常軋制階段聯(lián)系緊密,負載特性相似,所以將其視為一個工作階段。下面從上下工作輥靠近階段、壓靠-正常軋制階段兩個階段對控制器的效果進行驗證:
(1)在實際軋制過程中,冷軋機在準(zhǔn)備軋制前要先將兩工作輥靠近,這一過程中兩工作輥之間沒有相互擠壓,所以負載軋制力fl=0,系統(tǒng)無負載干擾。液壓系統(tǒng)由靜止?fàn)顟B(tài)啟動,從0 mm位置移到20 mm即滿足這一工藝要求。圖1、圖2表明本控制算法與經(jīng)典Backstepping控制算法相比對系統(tǒng)的參數(shù)變化具有較強的魯棒性,同時具有快速性和準(zhǔn)確性,能夠滿足軋鋼生產(chǎn)本階段的要求。
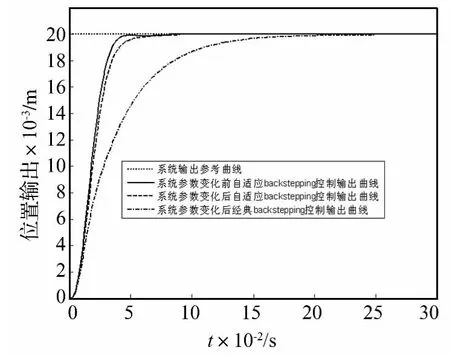
圖1 跟蹤20 mm位移輸出響應(yīng)曲線Fig.1 The output response curve of tracking 20 mm displacement
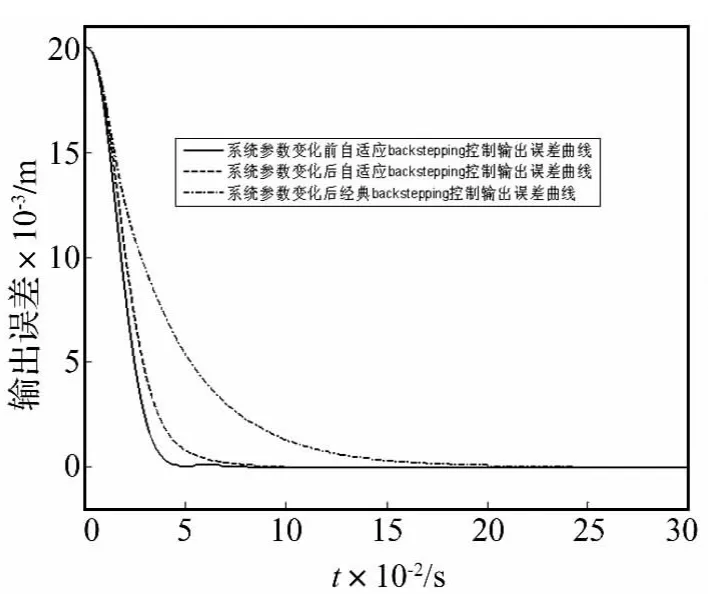
圖2 跟蹤20 mm位移誤差曲線Fig.2 The error curve of tracking 20 mm displacement

圖3 f(x)的自適應(yīng)模糊估計曲線Fig.3 Theadaptive fuzzy estimation curve of f(x)
圖3和圖4表示系統(tǒng)參數(shù)改變前后,上下工作輥靠近階段自適應(yīng)模糊系統(tǒng)對f(x)和g(x)的估計曲線,由圖可知自適應(yīng)模糊系統(tǒng)可以在短時間內(nèi)準(zhǔn)確估計出非線性函數(shù)。圖5是系統(tǒng)參數(shù)變化前后,上下工作輥靠近階段控制系統(tǒng)η的自適應(yīng)估計曲線。
(2)壓靠過程:為了消除小軋制力區(qū)不穩(wěn)定的影響,在軋機中沒有帶鋼的情況下,將上下工作輥壓靠在一起,產(chǎn)生較大軋制力的過程。這一過程要求兩工作輥壓靠距離為1 mm。如圖6、圖7所示,0~0.1 s為壓靠過程,工作輥快速壓靠并且在0.07 s時誤差遠小于0.01 mm,表明本控制算法可以實現(xiàn)軋機系統(tǒng)的快速壓靠,使軋制力迅速達到正常軋制生產(chǎn)的要求,達到消除小軋制力區(qū)不穩(wěn)定影響的要求,使軋機系統(tǒng)快速過度到正常的軋制過程。
(3)正常軋制過程:板帶在軋制的過程中存在加工硬化現(xiàn)象,帶鋼的溫度、厚度、密度、材質(zhì)的分布不均、機械的振動和焊接點等不確定的因素造成負載的質(zhì)量、粘性阻尼系數(shù)、彈性模量等會發(fā)生改變,這些因素都能夠造成軋制力突變。為了對實際的生產(chǎn)過程中的干擾進行仿真,在0.05 s后令軋制力突變?yōu)閒l=1.34×107N,符合正常軋制生產(chǎn)的要求。圖6和圖7的0.1秒以后輸出的曲線表示正常軋制過程響應(yīng)曲線。表明該控制算法可以有效地消除軋制過程負載擾動的影響,使系統(tǒng)穩(wěn)定的跟蹤指定位置。
由圖6、圖7可知自適應(yīng)模糊Backstepping控制算法比經(jīng)典Backstepping算法更能適應(yīng)系統(tǒng)參數(shù)的變化,使系統(tǒng)得到更好的性能。
圖8和圖9表示系統(tǒng)參數(shù)改變前后,壓靠-正常軋制階段自適應(yīng)模糊系統(tǒng)對f(x)和g(x)的估計曲線,由圖可知自適應(yīng)模糊系統(tǒng)可以在短時間內(nèi)準(zhǔn)確估計出非線性函數(shù)。圖10是系統(tǒng)參數(shù)改變前后,壓靠-正常軋制階段控制系統(tǒng)η的自適應(yīng)估計曲線。
通過上述三個工作過程可以表明:在系統(tǒng)的參數(shù)改變前后,該控制器都能夠使系統(tǒng)快速跟蹤指定位置,使位置誤差收斂到0.01mm以內(nèi),克服系統(tǒng)參數(shù)的不確定性,對負載的擾動具有較強的魯棒性,控制器實用有效。

圖4 g(x)的自適應(yīng)模糊估計曲線Fig.4 Theadaptive fuzzy estimation curve of g(x)

圖5 η的自適應(yīng)估計曲線Fig.5 Adaptive estimation curve ofη
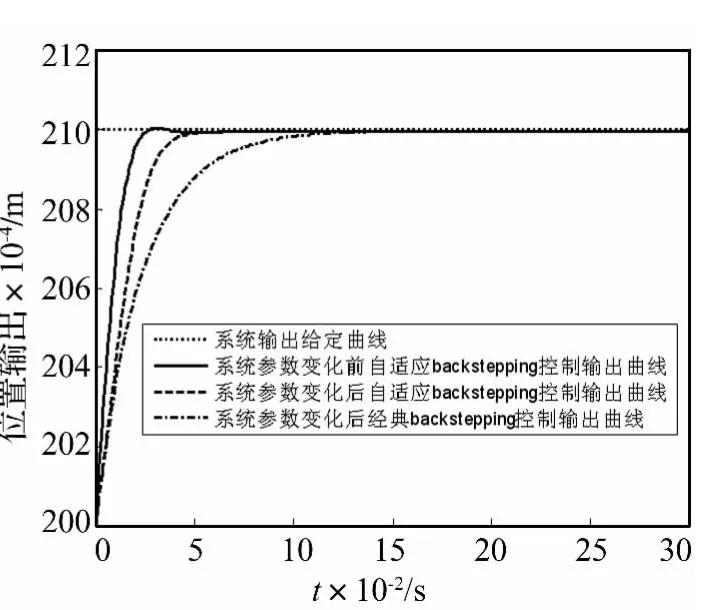
圖6 壓靠-正常軋制輸出響應(yīng)曲線Fig.6 The output response curve of under pressure-normal rolling

圖7 壓靠-正常軋制誤差曲線Fig.7 The error curve of under pressure-normal rolling
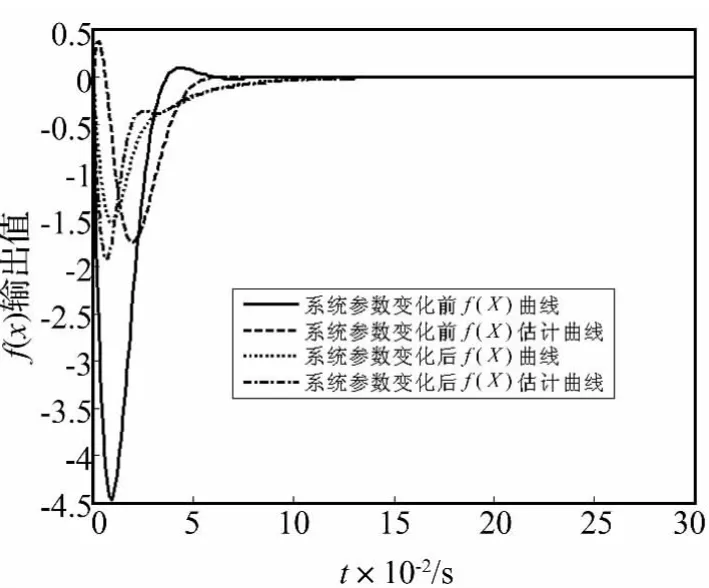
圖8 壓靠-正常軋制f(x)的自適應(yīng)模糊估計曲線Fig.8 The adaptive fuzzy estimation curve of f(x)of under pressure-normal rolling

圖9 壓靠-正常軋制g(x)的自適應(yīng)模糊估計曲線Fig.9 The adaptive fuzzy estimation curve of g(x)of under pressure-normal rolling

圖10 壓靠-正常軋制η的自適應(yīng)估計曲線Fig.10 Adaptive estimation curve ofη of under pressure-normal rolling
4 結(jié)論
本文綜合考慮冷軋液壓輥縫系統(tǒng)的非線性、參數(shù)不確定性和負載干擾,建立了五階液壓輥縫系統(tǒng)模型。設(shè)計了一種自適應(yīng)模糊Backstepping滑模控制方法。利用自適應(yīng)模糊系統(tǒng)對模型的不確定項和干擾項進行逼近,從而消除了不確定項和干擾項的影響。根據(jù)模型特征,選取適當(dāng)?shù)腖yapunov函數(shù),使得三次反步算法就能夠完成對五階系統(tǒng)自適應(yīng)模糊Backstepping滑模控制器的設(shè)計,有效地簡化了設(shè)計過程,解決了高階系統(tǒng)Backstepping設(shè)計的計算膨脹問題,在Backstepping設(shè)計的最后一步與滑模控制方法相結(jié)合,進一步提高了系統(tǒng)的魯棒性。仿真結(jié)果表明,該控制器能使系統(tǒng)夠快速準(zhǔn)確地跟蹤指定位置,對參數(shù)變化和外部干擾有較強的魯棒性。控制器的設(shè)計步驟簡單且易于實現(xiàn),為工業(yè)現(xiàn)場的應(yīng)用提供了新的控制方法。
[1]管 成,潘雙夏.電液伺服系統(tǒng)的非線性魯棒自適應(yīng)控制[J].中國電機工程學(xué)報,2007,27(24):107-112.GUAN Cheng,PAN Shuang-xia.Nonlinear robust adaptive control of electro-hydraulic system[J].Proceedings of the CSEE,2007,27(24):107 -112.
[2]趙琳琳,方一鳴,鐘偉峰,等.冷帶軋機厚控系統(tǒng)自適應(yīng)魯棒輸出反饋動態(tài)控制器設(shè)計[J].控制理論與應(yīng)用,2008,25(4):787-790.ZHAO Lin-lin,F(xiàn)ANG Yi-ming,ZHONG Wei-feng,et al.Design of adaptive robust output feedback dynamic controller for thickness control in a cold strip rolling mill[J].Control Theory& Applications,2008,25(4):787-790.
[3]李 迅,宋東球,喻壽益,等.基于模型參考自適應(yīng)Smith預(yù)估器的反饋式AGC厚度控制系統(tǒng)[J].控制理論與應(yīng)用,2009,26(9):999-1003.LI Xun,SONG Dong-qiu,YU Shou-yi,et al.Feedback automatic gauge control system using model reference adaptive Smith predictor[J].Control Theory & Applications,2009,26(9):999-1003.
[4]Bemporad A,Bernardini D,Cuzzola F A.Optimization-based automatic flatness control in cold tandem rolling[J].Journal of Process Control,2010,20(4):396 -407.
[5]Hang T,Ge SS,Hang CC.Adaptive neural network control for strict-feedback nonlinear systems using backstepping design[J].Automatica,2000,36(12):1835 -1846.
[6] Ge S Z,Wang C.Direct adaptive NN control of a class of nonlinear systems[J]. IEEE Transaction on Neural Networks,2002,13(1):214 -221.
[7] Yang Y S,Zhou C J.Adaptive fuzzy H∞stabilization for strict-feedback canonical nonlinear systems via backstepping and small-gain approach[J].IEEE Transactons on Fuzzy System,2005,13(1);101-114.
[8]Zhou J,Wen C Y,Wang W.Adaptive backstepping control of uncertain systems with unknown input time-delay[J],Automatica,2009,45(6):1415-1422.
[9]李 淵,何鳳有,譚國俊.雙饋電機系統(tǒng)滑模變結(jié)構(gòu)反演控制的研究[J].電機與控制學(xué)報,2009,13(1):15-19.LI Yuan,HE Feng-you,TAN Guo-jun.Study on variable structure sliding mode control with backsepping for doubly-fed motor system[J].Electric Machines and Control,2009,13(1):15-19.
[10]管 成,朱善安.電液伺服系統(tǒng)的多滑模魯棒自適應(yīng)控制[J].控制理論與應(yīng)用,2005,22(6):931 -938.GUAN Cheng,ZHU Shan-an.Multiple sliding mode robust adaptive control of an electro-hydraulic servo system[J].Control Theory & Applications,2005,22(6):931 -938.
[11] Guan C,Pan SX.Adaptive sliding mode control of electrichydraulic system with nonlinear unknown parameters[J].Control Engineering Practice,2008,16(11):1275-1284.
[12]賈 濤,劉 軍,錢富才.一類非線性時滯系統(tǒng)的自適應(yīng)模糊動態(tài)面控制[J].自動化學(xué)報,2011,37(1):83-91.JIA Tao,LIU Jun,QIAN Fu-cai.Adaptive fuzzy dynamic surface control for a class of nonlinear systems with unknown time-delays[J].Acta Automatica Sinica,2011,37(1):83-91.
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56