大口徑輸水鋼管的制造工藝與質量控制
2013-04-29 08:42:26王玉河張桂秋
中華建設科技 2013年5期
關鍵詞:質量控制
王玉河 張桂秋
【摘要】文章以大伙房二期輸水工程中采用的DN2400大口徑輸水鋼管為例,具體闡述在工廠內制作大口徑輸水鋼管的制造流程、施工方法及鋼管卷制、焊接、除銹等方面的質量控制點。
【關鍵詞】鋼管;制造工藝;質量控制
大伙房水庫輸水二期工程是由大伙房水庫向遼寧省撫順、沈陽、遼陽、鞍山、營口、盤錦等六城市輸水的一項大型輸水工程。輸水管線線路全長約230Km,其中部分管線采用直徑2400mm,壁厚為26mm的直縫焊鋼管。鋼管在工廠內加工制作 ,先制作成3m一個管節,再將二個管節組成一根6m節。
1. 鋼管制作工藝
1.1鋼管制作的下料、坡口加工。
下料前對鋼板的外觀進行檢查,對變形過大的進行校形。按施工圖紙放樣,并預留適當的切割余量和焊接收縮量。鋼板切割采用自動火焰氣割槍切割,先割直邊,再加割坡口。切割氧氣壓力O.6MPa,乙炔氣壓力O.5MPa。然后使用高速角式磨光機,清除坡口內的熔渣、毛刺、氧化鐵、磨光焊縫坡口。
1.2卷板。
首先用卷板機壓出鋼板兩端頭的弧度,再卷中間部位。一般要卷碾4~5次,不斷用樣板檢查弧度,弧度合格后,點焊縱縫接口。將點焊后的鋼管送至懸臂焊機焊接縱縫。
為了達到規范要求的圓度,當每小節(t=26mm 長度3000mm)的接口縱縫焊完之后,再次套入卷板機進行復卷,確保質量合格。
1.3管節的組裝。
考慮工地起吊和運輸能力,減少工地焊縫,將2個短節組裝成6m節。組裝是在長度7m的轉動胎上進行。控制相鄰管節縱縫錯開300mm,實測周長≤±3D‰,相鄰管節周長差≤10mm。鋼管縱縫對口錯位≤10%δ且不大于2mm,環縫對口錯位≤15%δ且不大于3mm或極限偏差為10%δ。單節組裝調整合格后,為防止在后續工序中變形,在鋼管兩側管口附近加設米字形活動內支撐。
1.4鋼管的焊接。
1.4.1焊接工藝評定。
以厚度26mm的鋼板作焊接工藝評定。鋼板材質是Q235C。采用自動埋弧焊,焊絲牌號H08A,焊絲直徑5mm,焊劑牌號HJ431,環縫和縱縫均采用對接平焊,坡口型式是對稱“X”形,一邊先開坡口角60°,坡口深度8mm,鈍邊14mm,焊機為MZ-1000A自動弧焊機,焊接電流900~950A,電弧電壓38V,焊接速度200~250mm/min。正面焊完后,背縫采用電弧氣刨清根,再行焊接。焊縫經外觀檢查和內部無損檢測,均達一類焊縫標準,機械性能試驗結果符合GB700-88要求。
1.4.2鋼管的焊接。
焊接前,清除坡口兩側的毛刺、氧化皮等雜物。對接或組合焊縫的兩端設置引、熄弧板,其材質、坡口應與焊件相同,引、熄弧板的尺寸按有關標準執行。定位焊位
置應距焊縫端部30mm以上,其長度應大于50mm,間距100~140mm。焊接主要采用自動焊和CO2氣體保護焊,采用已評定的焊接工藝給出焊接工藝參數進行焊接。
1.4.3鋼管焊縫的質量檢查。
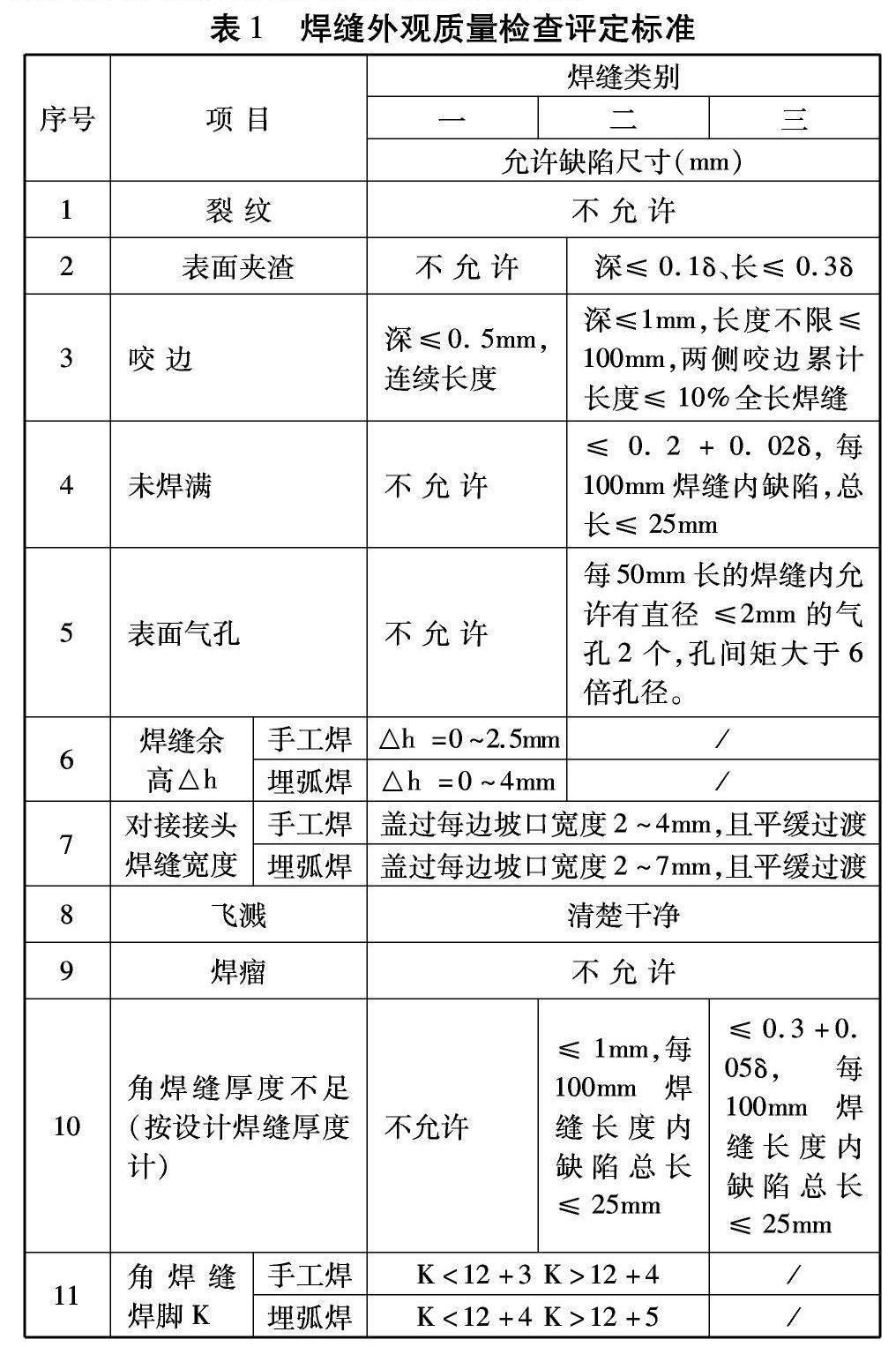
(1)所有焊縫均進行外觀檢查,外觀質量應符合GB/T12469-90《焊接質量保證鋼熔化焊接接頭要求及質量評級》的規定。對接焊縫頂部應均勻平整,頂高不超過3mm。焊縫的外觀質量標準應符合焊縫外觀質量檢查評定標準的規定(見表1)。
(2)鋼管焊縫在焊接完成24小時后進行無損探傷檢查。對采用射線探傷檢驗的焊縫段,其外表面研磨修整。一、二類焊縫的內部質量檢查采用超聲波無損探傷和X射線探傷綜合檢查的方法。超聲波探傷檢查:一類焊縫為100%,二類焊縫為50%。同時對一類焊縫隨機抽取部位作X射線探傷復驗,復驗長度為一類焊縫全長的20%,二類焊縫在超聲波探傷有可疑波形、不能準確判斷時,進行射線探傷復驗。
1.5鋼管防腐。
1.5.1表面預處理。
采用噴砂除銹工藝,噴射前清除焊渣、飛濺等附著物,并清洗基體金屬表面可見的油污。磨料選用金剛砂,粒度在0.5~1.5mm之間。噴射所用的壓縮空氣經過冷卻裝置和油水分離器處理,保證壓縮空氣的干燥、無油,空氣壓力在0.4~0.6MPa之間。噴射等級Sa2.5級。噴射或拋射除銹后的鋼管表面粗糙度應達到Ra40~70μm,鋼管除銹后,用干燥的壓縮空氣吹凈,或用吸塵器清除灰塵。除銹完畢后應在4小時內噴涂底漆,以防止金屬表面重新生銹和受到二次污染。
1.5.2涂裝工藝。
(1)鋼管表面除銹檢查合格后,外壁涂刷無溶劑重防腐涂料,內壁涂刷無毒環氧涂料,管口涂硅酸鋅底漆。
(2)涂層應均勻無雜物、起泡、鼓泡、孔洞、凹凸不平、粗顆粒、掉塊及裂紋等缺陷。檢測涂層厚度、結合力達到要求后涂封閉漆。
1.5.3防腐層最終質量檢驗。
防腐層最終質量檢查包括:外觀、厚度、漏點和粘結力檢驗。
(1)外觀檢查。
防腐層外觀檢查應逐根檢查。涂層表面應平整、光滑、無氣泡、無漏涂、無流掛等缺陷。
(2)厚度檢查。
進行厚度檢查時采用超聲波測厚儀檢測。在單節鋼管的兩端和中間的圓周上每隔1.5m測一點,漆膜厚度應滿足兩個85%,即85%的測點厚度應達到設計要求;凡達不到厚度的測點,其最小厚度值應不低于設計厚度的85%。
對厚度檢查不合格的防腐管,應在涂層未固化前修補至合格。
(3)漏點檢查。
漏點檢查采用電火花檢漏儀檢測。按《管道防腐層檢漏試驗方法》(SY/T0063-1999)執行。檢漏電壓為2KV,無針孔為合格。每10根抽檢1根。檢查如有不合格時,再抽檢2根,其中一根仍不合格時,視為全部為不合格。
(4)粘結力檢查。
防腐層固化后,用鋒利小刀垂直劃透防腐層,形成夾角為60°的切口。用膠帶壓緊粘貼切口處,然后揭去膠帶涂層應無剝落,則為合格。
2. 質量控制要點
2.1材料準備。
主要控制點:材料檢驗、平板。
控制內容:檢證鋼材的材質證明、對材料進行化學成分及機械性能復驗、平板后鋼板的局部不平度等。
2.2下料。
主要控制點:劃線、下料
控制內容:檢查鋼管瓦片的坡口線、方位線、檢查線、水流方向線等,并作標記。下料后檢查瓦片的長、寬、對角線等。
2.3卷板。
主要控制點:壓頭、卷板
控制內容:根據DL5017—1993《壓力鋼管制造安裝及驗收規范》的要求采用一定長度的樣板檢查瓦片弧度并檢查扭曲度等。
2.4組焊。
主要控制點:組圓及焊接、單元對接、檢驗。
控制內容:檢驗實際周長與設計周長差、相鄰管節周長差、鋼管管口平面度、支承環及加勁環與管壁的垂直度等。所有焊縫的外觀及一、二類焊縫的內部質量檢驗等。
2.5防腐。
主要控制點:除銹、涂裝。
控制內容: 檢查除銹的粗糙度及清潔度,并檢查涂裝后的干膜厚度、附著力等。
3. 結語
在輸水工程中,輸水管線常選用鋼管。通過對現場大口徑輸水鋼管焊接及制作工藝等各環節質量控制,保證了大口徑壓力鋼管制作焊接質量達到了優良水平,并積累經驗,為今后類似工程提供參考。
[作者簡介] 王玉河(1969.1-),男,籍貫:遼寧撫順人,職稱:高級工程師,從事水利工程建設管理工作。
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 13:36:59
中國科技博覽(2016年18期)2016-10-19 11:06:33
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:46:18
科技視界(2016年21期)2016-10-17 17:58:28
中國實用醫藥(2016年24期)2016-10-17 06:28:30
科學與財富(2016年28期)2016-10-14 19:44:52
科學與財富(2016年28期)2016-10-14 18:58:41
科學與財富(2016年28期)2016-10-14 18:44:58
科技視界(2016年20期)2016-09-29 13:11:33
