FANUC 0iD主軸控制原理及在機(jī)床維修中的應(yīng)用
2013-04-29 00:44:03楚雪平李鵬鵬
科技創(chuàng)新導(dǎo)報(bào) 2013年9期
楚雪平 李鵬鵬
摘 要:該文深入、詳細(xì)地分析了FANUC 0iD主軸轉(zhuǎn)向與轉(zhuǎn)速的控制原理,闡述了FANUC 0iD的主軸轉(zhuǎn)向由PMC進(jìn)行控制,轉(zhuǎn)速主要由CNC進(jìn)行控制。并且結(jié)合實(shí)例,說(shuō)明了主軸轉(zhuǎn)向控制原理在數(shù)控機(jī)床主軸故障維修中的應(yīng)用,為數(shù)控機(jī)床主軸故障的維修提供了一種切實(shí)、有效的方法。
關(guān)鍵詞:FANUC 0iD 主軸轉(zhuǎn)向控制 主軸轉(zhuǎn)速控制 故障維修
中圖分類號(hào):TG659 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1674-098X(2013)03(c)-00-01
1 FANUC 0iD主軸控制原理
FANUC 0iD主軸轉(zhuǎn)向控制原理:主軸轉(zhuǎn)向控制包括轉(zhuǎn)向、啟動(dòng)與停止,通過(guò)執(zhí)行M指令或手動(dòng)實(shí)現(xiàn)。
(1)M指令轉(zhuǎn)向控制原理。以M03指令為例,分析M指令轉(zhuǎn)向控制原理。數(shù)控系統(tǒng)讀入M指令,CNC以二進(jìn)制形式把“03”輸入到PMC首地址為F10的代碼寄存器中;然后經(jīng)過(guò)M代碼延時(shí)時(shí)間(由系統(tǒng)參數(shù)設(shè)定)后發(fā)出M指令選通信號(hào)MF,通知PMC輸入的是M代碼且已輸入完畢,PMC進(jìn)行M指令譯碼,識(shí)別出正轉(zhuǎn)信號(hào);PMC處理后將串行主軸正轉(zhuǎn)信號(hào)SFRA輸入CNC,通過(guò)CNC的串行數(shù)字主軸接口向主軸放大器發(fā)出串行主軸正轉(zhuǎn)命令,若正轉(zhuǎn)條件滿足,則主軸開始正轉(zhuǎn);當(dāng)串行數(shù)字主軸放大器檢測(cè)到主軸編碼器反饋的轉(zhuǎn)速已經(jīng)達(dá)到指定的實(shí)際轉(zhuǎn)速時(shí),通過(guò)CNC的串行數(shù)字主軸接口向PMC輸入主軸速度到達(dá)信號(hào)SARA,PMC處理后向CNC輸入結(jié)束信號(hào);CNC延時(shí)后先切斷MF信號(hào),再切斷FIN信號(hào),不再向PMC輸入M代碼,M指令執(zhí)行結(jié)束,CNC將執(zhí)行下一條指令。
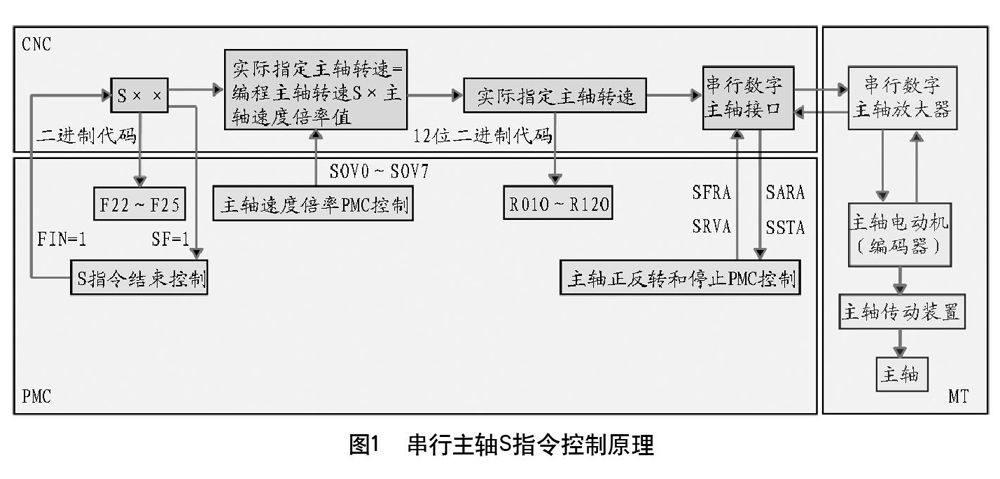
(2)FANUC 0iD主軸轉(zhuǎn)速控制原理。FANUC 0iD主軸電機(jī)的控制接口備有串行輸出和模擬輸出,可以通過(guò)特定參數(shù)的設(shè)置進(jìn)行選擇。在串行主軸輸出有效的情況下,CNC具有的主軸控制發(fā)揮作用,則S指令的執(zhí)行主要由CNC控制來(lái)實(shí)現(xiàn)。而在模擬主軸輸出有效的情況下,則只可以使用主軸轉(zhuǎn)速指令控制和基于PMC的主軸速度指令控制。如圖1所示為串行主軸S指令控制原理圖。
如圖1所示,第1次執(zhí)行數(shù)控加工程序中的S指令時(shí),CNC以二進(jìn)制代碼形式把S代碼信號(hào)輸出到PMC特定的代碼寄存器F22~F25中,第1次之后,CNC再執(zhí)行S指令將不再發(fā)出S指令選通信號(hào)SF;然后經(jīng)過(guò)S代碼延時(shí)時(shí)間TMF(由系統(tǒng)參數(shù)設(shè)定)后,發(fā)出S指令選通(讀入S指令)信號(hào)SF到PMC;當(dāng)PMC接收到SF信號(hào)為1時(shí),向CNC輸入結(jié)束信號(hào)FIN,CNC接收到結(jié)束信號(hào)FIN后,經(jīng)過(guò)結(jié)束延時(shí)時(shí)間TFIN(由系統(tǒng)參數(shù)設(shè)定)先切斷S指令選通信號(hào)SF,再切斷結(jié)束信號(hào)FIN,S指令就執(zhí)行結(jié)束,CNC將讀取下一條指令繼續(xù)執(zhí)行。同時(shí),CNC根據(jù)S代碼后的數(shù)值和PMC輸入的主軸倍率,計(jì)算出實(shí)際指定的主軸轉(zhuǎn)速值;CNC將實(shí)際指定的主軸轉(zhuǎn)速值以12位二進(jìn)制代碼形式,通過(guò)12位實(shí)際指定轉(zhuǎn)速輸出信號(hào)輸出到PMC中;CNC將實(shí)際指定的主軸轉(zhuǎn)速值通過(guò)CNC串行主軸接口向主軸放大器發(fā)出串行主軸轉(zhuǎn)速命令。
由圖1可知,PMC在S指令執(zhí)行中的主要作用是實(shí)現(xiàn)S指令結(jié)束控制和倍率控制。當(dāng)執(zhí)行“S600;”這樣的程序段時(shí),CNC不能實(shí)現(xiàn)程序結(jié)束控制,若不借助PMC,CNC無(wú)法判斷該指令是否執(zhí)行結(jié)束。當(dāng)執(zhí)行“M03S600;”這樣的程序段時(shí),由于M指令的執(zhí)行能向CNC輸入結(jié)束信號(hào)FIN,所以S指令完全由CNC執(zhí)行,不需借助于PMC。
2 利用FANUC 0iD主軸控制原理進(jìn)行數(shù)控機(jī)床維修的實(shí)例
例1 某FANUC 0iD三軸加工中心,在手動(dòng)連續(xù)進(jìn)給方式下,按下機(jī)床面板上“正轉(zhuǎn)”按鈕時(shí),主軸不轉(zhuǎn),無(wú)任何報(bào)警信息。
故障分析與維修:觀察到伺服放大器的主軸狀態(tài)顯示接口顯示為“00”,說(shuō)明已經(jīng)有轉(zhuǎn)向信號(hào),再進(jìn)入PMC信號(hào)監(jiān)控畫面,觀察到12位實(shí)際指定轉(zhuǎn)速輸出信號(hào)為“0”,所以故障的原因是沒(méi)有輸入轉(zhuǎn)速信號(hào)。主軸S代碼信號(hào)在接著指令S代碼之前能被保存下來(lái),又由于手動(dòng)操作時(shí)不能輸入轉(zhuǎn)速指令,所以開機(jī)后,手動(dòng)操作使主軸轉(zhuǎn)動(dòng)之前先執(zhí)行一次S指令。此故障即可排除。
例2 某FANUC 0iD三軸加工中心,在自動(dòng)方式下,執(zhí)行“M03S600;”程序段時(shí),主軸不轉(zhuǎn),無(wú)任何報(bào)警信息。
FANUC 0iD主軸控制必須同時(shí)滿足系統(tǒng)準(zhǔn)備就緒、串行主軸無(wú)報(bào)警、主軸上刀具處于夾緊和不執(zhí)行主軸停止指令等條件。觀察到伺服放大器的主軸狀態(tài)顯示接口顯示為“--”,說(shuō)明用于控制轉(zhuǎn)動(dòng)的條件不滿足。本例中,執(zhí)行“M03S600;”的程序段,根據(jù)主軸轉(zhuǎn)速控制原理,S指令完全由CNC執(zhí)行,M指令需借助PMC完成譯碼、轉(zhuǎn)向控制以及M指令執(zhí)行結(jié)束控制,所以,進(jìn)入PMC動(dòng)態(tài)監(jiān)控畫面查看M指令執(zhí)行部分PMC程序,并查看相關(guān)信號(hào)的狀態(tài),發(fā)現(xiàn)主軸刀具加緊狀態(tài)輸入信號(hào)狀態(tài)有誤,然后檢查機(jī)床刀具夾緊情況,發(fā)現(xiàn)刀具松動(dòng)。將刀具夾緊后,再次執(zhí)行該程序段,實(shí)現(xiàn)了主軸的轉(zhuǎn)動(dòng)。
3 結(jié)語(yǔ)
轉(zhuǎn)向控制和轉(zhuǎn)速控制是主軸控制的重要內(nèi)容,F(xiàn)ANUC 0iD的主軸轉(zhuǎn)向控制主要由PMC完成,轉(zhuǎn)速控制主要由CNC完成。主軸不能轉(zhuǎn)動(dòng)故障的根本原因是轉(zhuǎn)速信號(hào)或轉(zhuǎn)向信號(hào)不正常。當(dāng)出現(xiàn)此類故障時(shí),首先應(yīng)該查看有無(wú)主軸報(bào)警,然后查看主軸轉(zhuǎn)動(dòng)相關(guān)的控制信號(hào)狀態(tài)是否正常,最后再考慮主軸驅(qū)動(dòng)硬件連接、機(jī)械傳動(dòng)部分等是否正常。充分利用FANUC 0iD主軸轉(zhuǎn)向和轉(zhuǎn)速的PMC控制原理進(jìn)行主軸故障的維修,是一種快速、有效的方法。
參考文獻(xiàn)
[1] 曹智軍,肖龍.數(shù)控PMC編程與調(diào)試[M].北京:清華大學(xué)出版社,2010.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
測(cè)控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測(cè)試(2018年18期)2018-11-14 02:30:34
電子制作(2018年11期)2018-08-04 03:25:42
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50