三組分復合防偽纖維組件設計研究
2013-03-25 11:19:04陳文源楊崇倡
合成纖維工業 2013年2期
高 波,陳文源,楊崇倡*
(1.紡織裝備教育部工程研究中心,上海201620;2.東華大學機械工程學院,上海201620)
目前,國內現有防偽纖維主要有染色纖維、熒光防偽纖維、變色纖維等,這些多集中于纖維材料防偽,在多組分復合防偽纖維方面研究很少。在國外,俄羅斯研制了防偽標志用的聚酰胺纖維和聚酯纖維,以光譜反射形成防偽標志;美國Hills公司已經研制出纖維截面帶有Logo的纖維,已用于美鈔中作防偽特種纖維;日本東麗工業公司設計了一種具有良好可染性和質地感的復絲微細纖維前驅體的三組分海-島型纖維[1]。國內多組分防偽纖維方面沒有明確的防偽標準及檢驗儀器,未見有投入服裝品牌防偽等應用,與國外相比差距很大。作者針對傳統的防偽纖維存在的不足,設計一種新型的三組分復合防偽纖維,采用常規滌綸的生產工藝[2],根據防偽纖維本身的特點,進行相應的調節設計,設計了三組分復合紡絲組件,取得了較好的結果。
1 試驗
1.1 原料
半消光聚酯(PET)切片:特性黏數為(0.645 ±0.013)dL/g,熔點(261.5 ±1.2)℃,色度b值為7.2±2,羧基含量小于40 mol/t,二甘醇質量分數為0.55% ~0.80%,江蘇申久化纖有限公司產;PET紅色母粒、PET藍色母粒:蘇州寶力塑膠材料有限公司生產。
1.2 主要設備
HV416-150×30型螺桿擠壓機、紡絲箱:上海金緯化纖機械制造有限公司制;齒輪式計量泵:天津兆川機電制。
JW845卷繞設備:卷繞速度為3 500~5 000 m/min,最大卷裝直徑為360 mm。
1.3 實驗方法
復合紡絲工藝過程如下:將PET切片、PET紅色母粒、PET藍色母粒分別在VC353干燥設備中180℃下干燥8 h以上,然后經熔融擠出、過濾、熔體計量(按PET與色母粒質量比為100/3)、隨后進入復合紡絲箱體,在噴絲組件中,通過各自的流道在噴絲孔的入口處,熔體匯合一起擠出。由于熔體很快固化,所以不會混合,形成界面清晰的多組分復合纖維,如圖1所示。
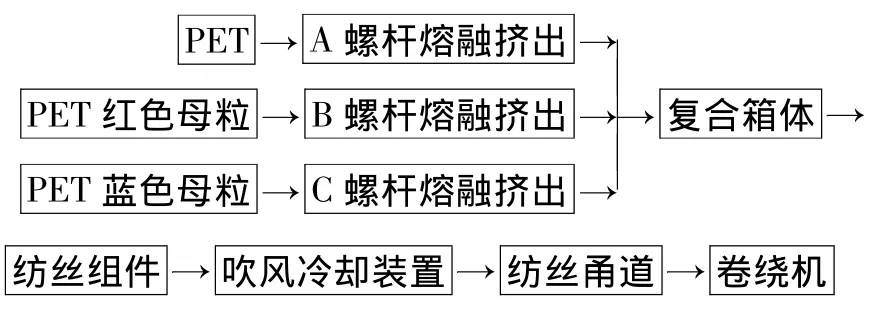
圖1 三組分復合紡絲工藝流程示意Fig.1 Flow chart of three-component composite spinning process
紡絲工藝參數為:擠壓機1Ⅰ~Ⅳ溫度分別為285,295,292,290 ℃,擠壓機2 Ⅰ ~ Ⅳ溫度分別為282,294,291,289 ℃,擠壓機3 Ⅰ ~ Ⅳ溫度分別282,292,291,290 ℃;聯苯爐氣相溫度 295℃,液相溫度295℃;干燥塔氣體加熱溫度180℃,進氣口溫度180℃,塔內溫度175℃。
冷卻工藝參數為風壓大于等于0.45 MPa,濕度(65 ±2)%,風溫(25 ±0.5)℃,風速 0.5 m/s,出風口與板面中心距離150 mm。
2 結果與討論
2.1 組件設計
在紡絲組件中,分配板是多組分紡絲組件中的關鍵部件,作用是將熔體均勻的分配到噴絲孔上,還起支撐過濾層和承受壓力的作用[3]。復合紡絲組件中的分配板設計除了要保證熔體均勻地流動分配外,還要考慮在分配板面上合理地加工出流道,保證各孔都有充足的熔體貯備,板厚的選擇除了考慮流道的設置和制造工藝要求外,還要考慮板的承壓能力,在整個紡絲組件中,組件入口處的熔體壓力值最大,隨著熔體的流動,通過各層元件上開設的流道,壓力不斷損失,直至噴絲板微孔出口處完全釋放[4]。
分配板的壓力損失(PBP)計算如下:

式中:Q為熔體流量;η為熔體黏度;L為分配板厚度;d為分配板孔徑;Z為分配板孔數。
根據式(1)的計算方法,分配板三、四的孔徑及長度、壓力降的分配數據如表1,2所示。
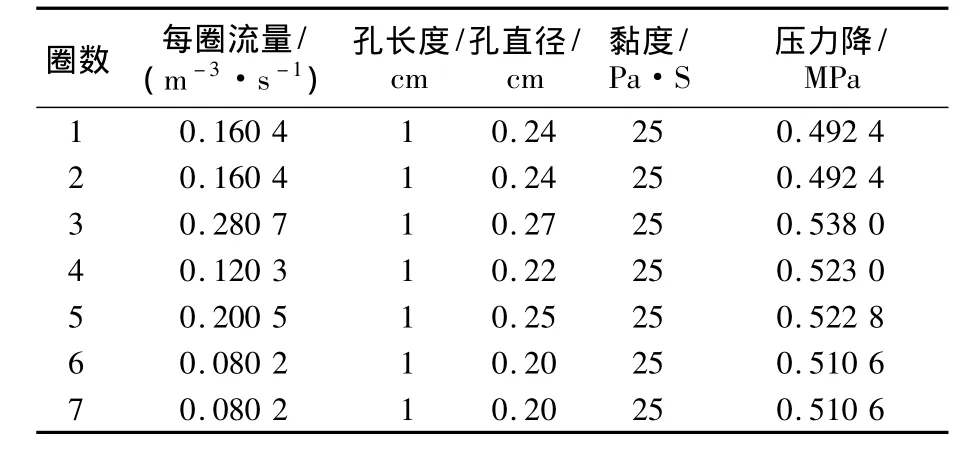
表1 分配板三的孔徑等參數的計算Tab.1 Parameter calculation for the third distributing plate

表2 分配板四的孔徑計算Tab.2 Parameter calculation for the fourth distributing plate
根據組件設計原則設計了一種等分三組分并列型紡絲組件如下圖2所示,基于該組件的熔體的分配方式,可以使熔體在組件內有較短的停留時間,并且保證紡絲組件的壓力均衡,可使熔體均勻的從微孔中噴出。

圖2 等分并列三組分組件分配板組合Fig.2 Assembly of aliquot parallel distributing plates for three components
2.2 三組分復合防偽纖維形貌
按照上述設計的三組分組件,在適宜的工藝條件下,所紡得到的三組分復合防偽纖維(未拉伸)截面形貌如圖3所示。
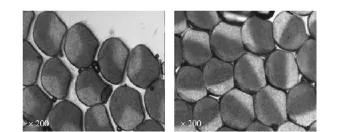
圖3 三組分復合紡偽纖維截面Fig.3 Section of anti-counterfeiting three-component composite fiber
由圖3可以看出,三組復合含防偽纖維為白色、淡藍色與粉紅色3種組分,適當調節色母粒比例大小,可以相應調節每種組分顏色深淺。
3 結論
a.根據組件設計原則及分配板的壓力損失公式,計算出孔徑及長度、壓力降等相關數據,設計了生產防偽纖維的三組分組件。
b.以普通滌綸的工藝參數為依據,添加紅色色母粒和藍色色母粒進行紡絲工藝試驗,PET與色母粒添加質量比為100/3,所得三組分復合防偽纖維截面圖顯示效果良好,能夠起到很好的防偽的效果。
[1] 曹均雨,甘學輝,楊崇倡,等.三組分復合紡絲技術的發展現狀及趨勢[J].合成纖維,2010,39(2):12 -14.
[2] 臧昆,臧己.紡絲流變學基礎[M].北京:紡織工業出版社,1993:78-103.
[3] 郭英.復合紡絲組件薄型分配板及其制造工藝要求[J].合成纖維工業,2002,25(2):46 -48.
[4] 賈春紅.大容量復合紡絲組件的關鍵技術研究[D].上海:東華大學,2009.
猜你喜歡
鐵道通信信號(2020年9期)2020-02-06 09:15:22
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
數學大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學科學(學生版)(2019年5期)2019-05-21 01:00:18
經濟技術協作信息(2018年30期)2018-11-22 06:20:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39