注射成型參數(shù)對透明制品雙折射影響仿真研究
2012-11-23 10:51:40岳欽楊謝春穩(wěn)
中國塑料 2012年11期
岳欽楊,謝春穩(wěn)
(1.泰瑞機(jī)器股份有限公司,浙江 杭州310018;2.北京化工大學(xué)機(jī)電工程學(xué)院,北京100029)
0 前言
近年來,透明塑料制品得到了非常廣泛的應(yīng)用。在透明制品的注射成型過程中,聚合物熔體以高速、高壓的方式迅速充滿整個模腔,熔體層之間存在著很大的剪切應(yīng)力和法向應(yīng)力,由于冷卻過程中溫度的迅速下降,當(dāng)溫度降到玻璃化溫度以下時,來不及松弛的應(yīng)力被“凍結(jié)”在制品中,形成流動殘余應(yīng)力[1]。同時,由于成型過程中快速不均勻冷卻使得制品各個部位經(jīng)歷的收縮變形也不一樣,從而形成熱應(yīng)力,脫模時未松弛的熱應(yīng)力稱為熱殘余應(yīng)力。流動殘余應(yīng)力和熱殘余應(yīng)力相互影響,在制品中形成復(fù)雜的應(yīng)力分布狀態(tài)。
制品內(nèi)部的殘余應(yīng)力會使制品產(chǎn)生一定程度的各向異性。當(dāng)一束偏振光透過含有殘余應(yīng)力的透明塑料制品時,會出現(xiàn)尋常光和非尋常光,兩種光在制品中傳播的速度有快慢差異,經(jīng)過傳播路徑上的積累,會產(chǎn)生光程差,出現(xiàn)雙折射現(xiàn)象。對于無定形透明聚合物來說,雙折射是表征聚合物凍結(jié)分子取向和殘余應(yīng)力的有效方法,也可作為一種聚合物注塑制品的微觀形態(tài)結(jié)構(gòu)特征,是制品各向異性的體現(xiàn)[2]。在工程實踐中,雙折射也是塑料光學(xué)元件面臨的主要成型問題之一。雙折射會使透過光學(xué)元件的光線產(chǎn)生相位差,在成像時出現(xiàn)雙重影像,且很難通過像差矯正來完全消除,嚴(yán)重影響塑料光學(xué)元件的成像品質(zhì)和光學(xué)性能[3]。許多學(xué)者采用了數(shù)值分析的方法分析了注射成型工藝參數(shù)對制品雙折射分布的影響[4-6],但是這些研究大多是基于二維的分析模擬,無法反映聚合物熔體真實的流動狀態(tài)對雙折射的影響。Can Weng等[7-8]采用3D模擬的方法分析了成型工藝參數(shù)和制品的微結(jié)構(gòu)形狀對最大雙折射的影響,最大雙折射雖然在一定程度上可以反映制品的性能,但是并不能說明制品整體的雙折射水平和分布狀況。
本文運用Moldflow翹曲模塊中“3D網(wǎng)格雙折射分析”功能對透明塑料制品的成型過程進(jìn)行了模擬,研究了成型工藝參數(shù)對制品平均雙折射性能的影響。為光學(xué)塑料制品成型模具設(shè)計及工藝參數(shù)設(shè)置提供參考,縮短產(chǎn)品開發(fā)周期和節(jié)約試制成本。
1 模擬實驗
1.1 實驗制品模型
實驗制件為正方形平板模型,模具采用一模兩腔,幾何尺寸為:長×寬×厚=60mm×60mm×2mm,本制品采用扇形澆口,為方便建模和分析,將澆口最為制品的一部分進(jìn)行模擬。實驗采用四面體網(wǎng)格模型進(jìn)行3D模擬,劃分后的節(jié)點總數(shù)為17998,網(wǎng)格單元總數(shù)為91617。幾何模型與網(wǎng)格劃分如圖1所示。

圖1 制品幾何模型和網(wǎng)格劃分Fig.1 Geometrical model and mesh of the part
1.2 材料選擇
本實驗材料選擇Polystyrene Australia公司的聚苯乙烯(PS),牌號為Austrex 555。材料經(jīng)過光學(xué)性能測試,分析結(jié)果中包含偏振光通過制品時形成的光程差和相位差。
2 工藝條件
2.1 工藝參數(shù)以及正交實驗的選擇
本實驗采用6因子3水平的正交實驗方法,實驗因子分別為熔體溫度、模具溫度、充填速率、保壓壓力、保壓時間和冷卻時間,各因子分別適當(dāng)?shù)卮_定3個水平,因素水平的設(shè)置見表1。選用正交表L18(37)正交實驗,實驗設(shè)計如表2所示。

表1 工藝參數(shù)及水平Tab.1 Processing parameters and their levers
2.2 雙折射值計算方法
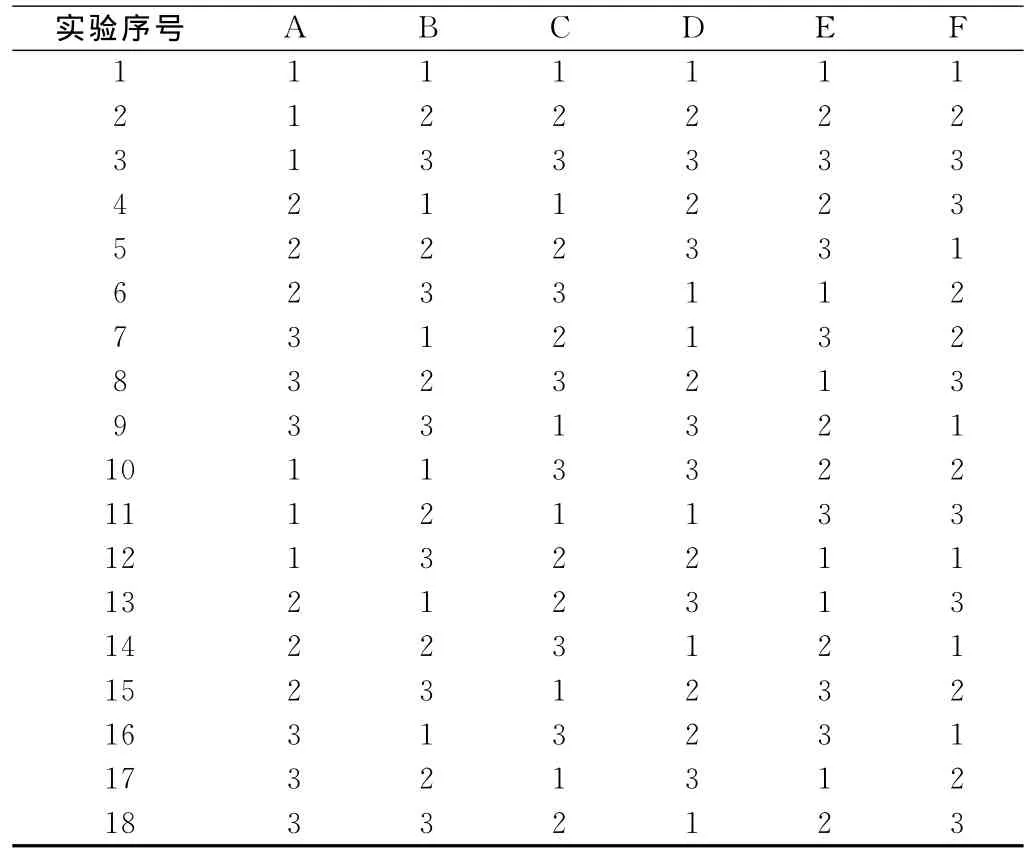
表2 正交實驗表Tab.2 Orthogonal experiment table
在正方形制品上均勻標(biāo)示9個點,點的位置如圖2所示。分別計算每組工藝條件下制品待測點上的雙折射值,并對9個測量點的雙折射求平均值。需要說明的是由軟件直接得到的計算結(jié)果是透過制品厚度方向的光程差,光程差除以厚度便可得出雙折射值。
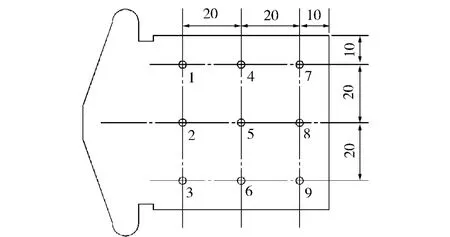
圖2 選取的測量點位置Fig.2 The selected measurement position
3 結(jié)果與討論
3.1 正交實驗結(jié)果分析
由模擬得出的制品平均雙折射數(shù)據(jù)計算均值,所得結(jié)果如表3所示。由表3可繪制出工藝參數(shù)對制品平均雙折射的影響曲線圖,如圖3所示。
由圖3可以看出保壓時間和熔體溫度對制品的平均雙折射性能影響最為明顯,制品的平均雙折射隨保壓時間的增加而增大,隨熔體溫度的升高而減小;模具溫度和冷卻時間對制品平均雙折射也有一定程度的影響,提高模具溫度和延長冷卻時間都會促進(jìn)制品中應(yīng)力松弛,從而降低雙折射;保壓壓力和充填速率對制品平均雙折射的性能影響不明顯。

表3 平均雙折射值的均值分析×10-6Tab.3 The average value of birefringence ×10-6
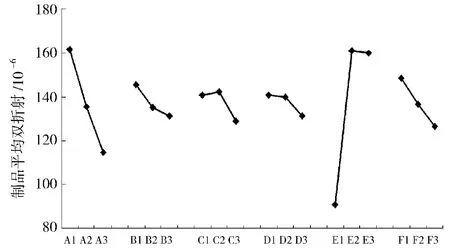
圖3 工藝參數(shù)對平均雙折射的影響趨勢Fig.3 Effect of processing parameters on average birefringence
為了進(jìn)一步考察各因素對平均雙折射的影響程度,文章對模擬結(jié)果進(jìn)行了方差分析,分析結(jié)果如表4所示。由表4可知,保壓時間和熔體溫度對制品平均雙折射的貢獻(xiàn)率分別為66.46%和23.36%,冷卻時間的貢獻(xiàn)率為5.14%,而模具溫度、填充速率以及保壓壓力對制品平均雙折射的貢獻(xiàn)率很小,均在5%以下。由方差分析得出各因素對制品平均雙折射影響程度由強(qiáng)到弱排列為:保壓時間>熔體溫度>冷卻時間>模具溫度>填充速率>保壓壓力。
按照制品平均雙折射越小越好的原則,最佳工藝組合是:A3/B3/C3/D3/E1/F3,即熔體溫度215℃、模具溫度70℃、填充速率60cm3/s、保壓壓力為注射壓力的90%、保壓時間3s以及冷卻時間25s。按照最佳工藝組合進(jìn)行模擬實驗,計算出的制品平均雙折射值為50.5×10-6,低于其他各組試驗結(jié)果。偏振光垂直透過制品形成的光程差分布如圖4所示,由圖4可以看出,最佳工藝條件成型的制品整體雙折射水平較低,僅在澆口附近區(qū)域出現(xiàn)較大的雙折射值。
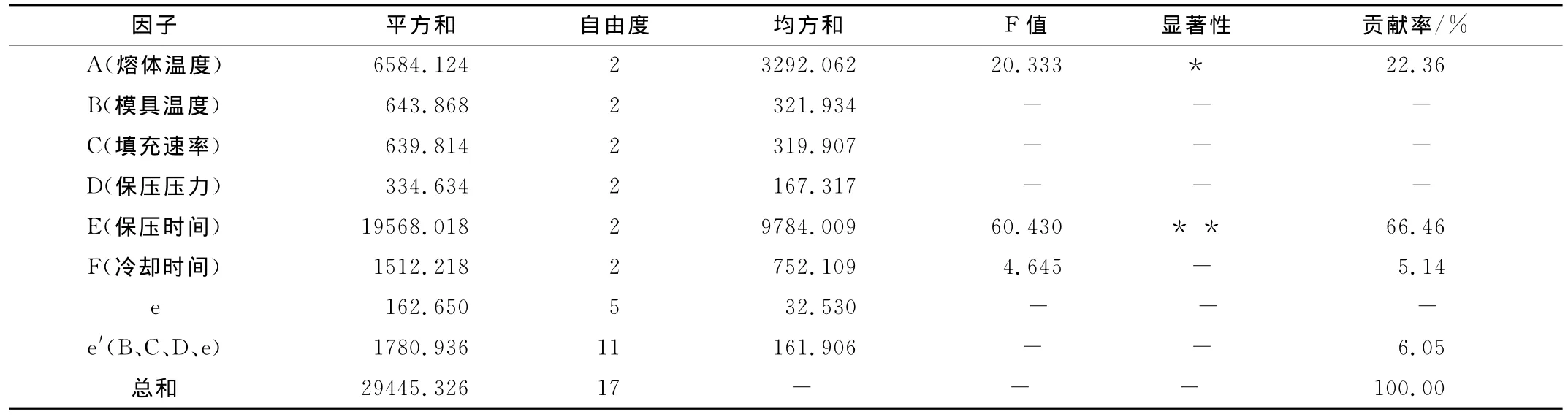
表4 方差分析表Tab.4 Square error analysis table
3.2 單因素實驗
由方差分析得到保壓時間與熔體溫度對制品的平均雙折射水品影響最為明顯,本文采用單因素實驗的方法對其具體影響規(guī)律進(jìn)行探討。單個工藝參數(shù)取值如表5所示,其中保壓時間設(shè)定6組實驗,熔體溫度設(shè)定5組實驗。單個因素變化時,其他工藝參數(shù)設(shè)定為已得出的最佳工藝組合中的值。
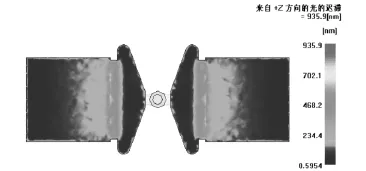
圖4 最佳工藝的制品光程差分布Fig.4 The distribution of retardation with the optimized processing parameters

表5 單因素工藝參數(shù)設(shè)定Tab.5 Variations of signal processing parameters
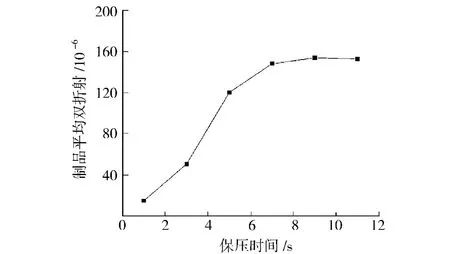
圖5 保壓時間對制品平均雙折射的影響Fig.5 Influence of holding time on average birefringence of the part
由圖5可以看出,隨著保壓時間的增長,制品的平均雙折射迅速增大,但是當(dāng)保壓時間大于7s時,保壓時間對平均雙折射的影響已經(jīng)十分微弱。這是因為型腔充滿后冷卻收縮為新的熔體流入提供了空間,保壓時間的延長增加了高分子熔體變形取向的時間,殘余分子取向和和流動應(yīng)力也會隨之增大。當(dāng)保壓時間大于7s時,澆口已接近凝固,延長保壓時間不再引起模腔內(nèi)熔體的流動和剪切,因此澆口冷卻后的保壓時間對雙折射的影響也較小。為了更加清楚保壓時間對制品雙折射的影響機(jī)理,以測量點的編號為橫坐標(biāo),測量點的雙折射值為縱坐標(biāo)作圖,考慮保壓時間對各測量點雙折射值的影響,如圖6所示。由圖6可以看出,保壓時間對距澆口距離較近的點1、點2以及點3的雙折射值影響十分明顯,不同的保壓時間甚至?xí)闺p折射值發(fā)生十多倍的變化,而對距澆口距離較遠(yuǎn)的點7、點8和點9,改變保壓時間基本上不會引起雙折射值的變化。由此可以看出,保壓時間主要是通過影響近澆口區(qū)域的雙折射值來影響制品整體雙折射水平。
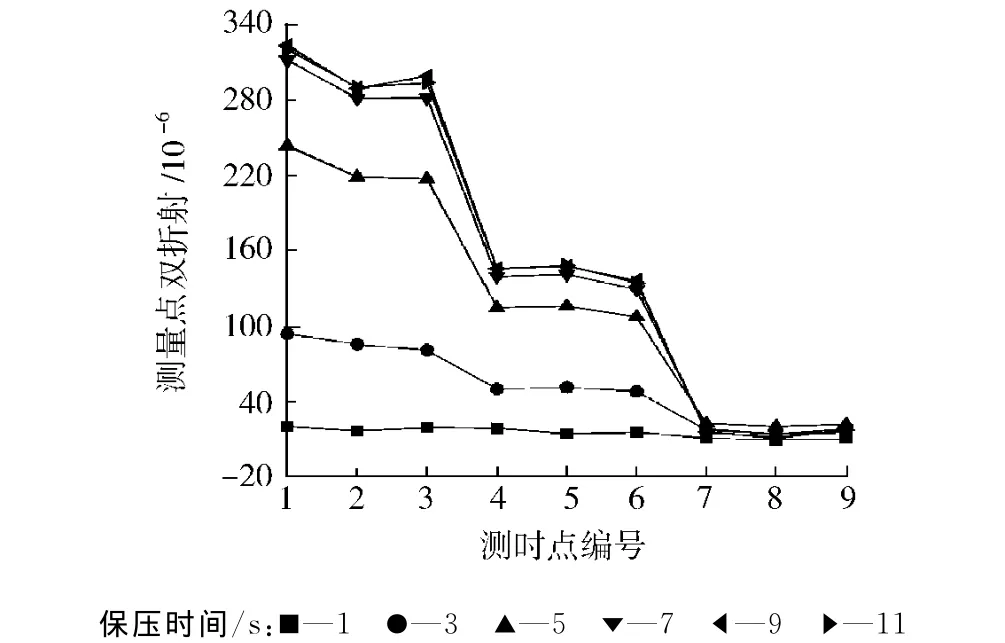
圖6 保壓時間對各測量點雙折射的影響Fig.6 Influence of holding time on birefringence of the measured points
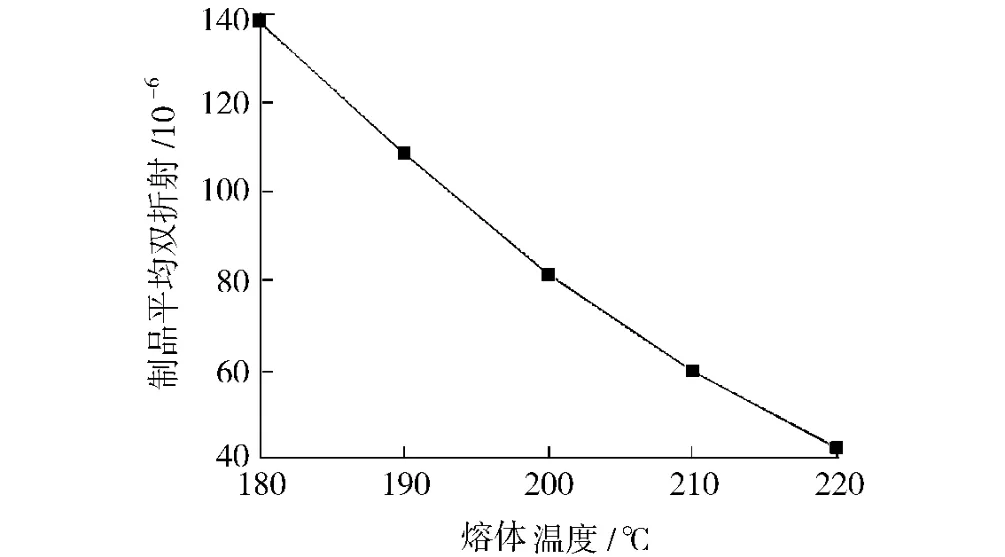
圖7 熔體溫度對制品平均雙折射的影響Fig.7 Influence of melt temperature on average birefringence of part
圖7是不同的熔體溫度對制品平均雙折射值的影響曲線,可以看到隨著熔體溫度升高,制品平均雙折射值明顯變小。這是因為隨著熔體溫度的升高,熔體的黏度減小,充模時熔體的剪切作用減弱,另外高的熔體溫度使熔體的有效松弛時間降低,在充模過程中形成的取向及應(yīng)力可以在熔體固化前有較大程度松弛[9]。圖8是熔體溫度對各測量點雙折射的影響曲線,由圖8可以看出,在流動方向上,雙折射值呈逐漸減小的趨勢,這和一些實驗所測得的結(jié)果[10-11]也是相符的。熔體溫度不但對距澆口較近的點1、點2以及點3的雙折射值影響顯著,對距澆口較遠(yuǎn)的點7、點8以及點9的雙折射值影響也十分明顯。因此,熔體溫度是通過影響制品整個區(qū)域的雙折射值來影響制品平均雙折射水平的。
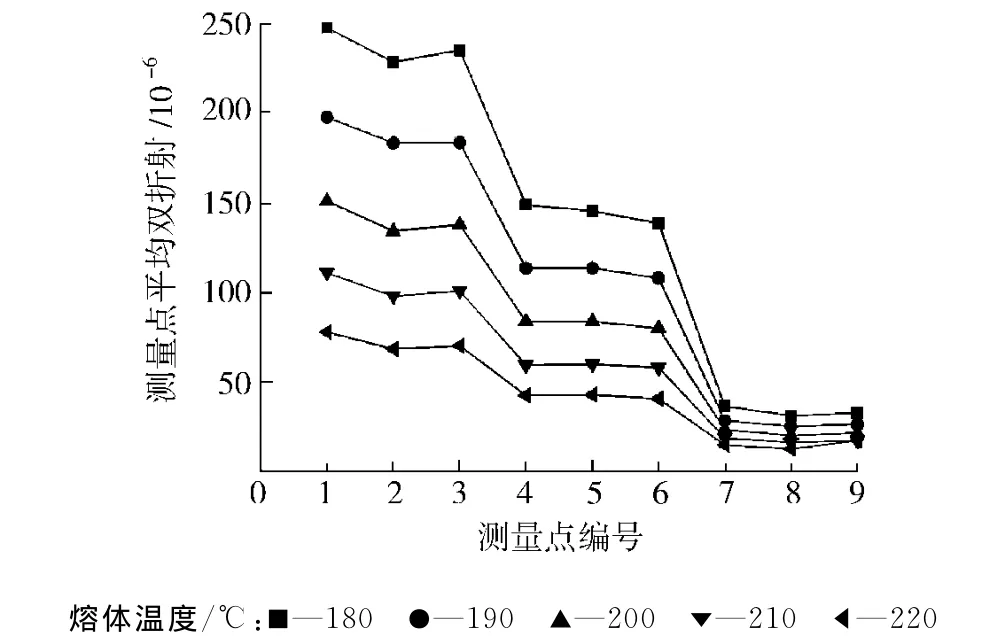
圖8 熔體溫度對各測量點雙折射的影響Fig.8 Influence of melt temperature on birefringence of the measured points
4 結(jié)論
(1)本文采用正交實驗法得到透明聚苯乙烯平板的成型最佳工藝參數(shù)為熔體溫度215℃,模具溫度70℃,填充速率60cm3/s,保壓壓力為注射壓力的90%,保壓時間3s,冷卻時間25s。方差分析表明,保壓時間是影響制品平均雙折射的最重要因子,它對平均雙折射值的貢獻(xiàn)率為66.46%;其次為熔體溫度,貢獻(xiàn)率為23.36%;模具溫度、保壓壓力和冷卻時間對平均雙折射值的影響較小。
(2)對于制品的平均雙折射值,各因素影響的排列順序為:保壓時間>熔體溫度>冷卻時間>模具溫度>填充速率>保壓壓力。
(3)保壓時間僅對近澆口區(qū)域的雙折射值影響顯著,熔體溫度則對制品整個區(qū)域的雙折射值有較大影響。在制品的各項性能滿足要求的情況下,應(yīng)采用盡可能采用高的熔體溫度和短的保壓時間。
[1]Wimberger-friedl R. The Assessment of Orientation,Stress and Density Distribution in Injection-molded Amorphous Polymers by Optical Techniques[J].Progress in Polymer Science,2002,20:369-401.
[2]Isayev A I.Orientation Development in the Injection Molding of Amorphous Polymers[J].Polymer Engineering and Science,1983,23(5):271-284.
[3]陳智勇.Moldflow 6.1注塑成型從入門到精通[M].北京:電子工業(yè)出版社,2009:265-266.
[4]Baaijens F P T.Calculation of Residual Stresses in Injection Molded Products[J].Rheologica Acta,1991,30:284-299.
[5]Roberto Pantani.Validation of a Model to Predict Birefringence in Injection Molding[J].European Polymer Journal,2005,41:1484-1492.
[6]Shia Chung Chen,Yung Cheng Chen.Effect of Process Conditions on Birefringence Development in Injection-Molded,Parts 1.Numerical Analysis[J].Journal of Applied Polymer Science,1995,55:1757-1769.
[7]Can Weng,W B Lee,S To,et al.Numerical Simulation of Residual Stress and Birefringence in The Precision Injection Molding of Plastic Microlens Arrays[J].International Communications in Heat and Mass Transfer,2009,36:213-219.
[8]C Weng,W B Lee,S To.A Study of The Relevant Effects on The Maximum Residual Stress in The Precision Injection Moulding of Microlens Arrays[J].Journal of Micromechanics and Microengineering,2010,20:1-11.
[9]韓 健,劉春太,杜云海,等.注射成型聚苯乙烯制品雙折射的光彈測試與分析[J].中國塑料,2008,22(1):81-85.Han Jian,Liu Chuntail,Du Yunhai,et al.Measurement and Analysis of Birefringenee Distribution in Injection Molded Polystyrene Parts by Photoelasticity Method[J].China Plastics,2008,22(1):81-85.
[10]黃峽宏,周持興,曹陽根.注射成型聚苯乙烯的取向和殘余應(yīng)力[J].高分子材料科學(xué)與工程,2000,16(5):131-133.Huang Xiahong,Zhou Chixing,Cao Yanggen.Orientation and Residual Stresses in Injection-Molded Polystyrene[J].Polymeric Materials Science & Cngineering,2000,16(5):131-133.
[11]閆辰光.無定形聚合物注塑制品雙折射行為的實驗研究[D].鄭州:鄭州大學(xué),2007:21-24.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國塑料(2016年3期)2016-06-15 20:30:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
