煉鎳轉爐濺渣護爐的水模試驗
2012-11-23 08:17:46馬德剛陳偉慶車曉梅
中國有色金屬學報 2012年1期
關鍵詞:深度
馬德剛,陳偉慶,車曉梅
(北京科技大學 冶金與生態(tài)工程學院,鋼鐵冶金新技術國家重點實驗室,北京100083)
煉鎳轉爐濺渣護爐的水模試驗
馬德剛,陳偉慶,車曉梅
(北京科技大學 冶金與生態(tài)工程學院,鋼鐵冶金新技術國家重點實驗室,北京100083)
利用1/4水力學模型試驗研究煉鎳轉爐濺渣工藝參數對爐襯各部位濺渣量的影響。結果表明:濺渣時間和爐體傾角是影響濺渣總量的顯著性因素,且與之成正比關系。濺渣量分布受爐體角度和初始熔池深度影響較大,當爐體角度由-10°增至-30°或初始熔池深度(h/D)由0.078增至0.172時,風口對面的濺渣量比例由80%急劇降為5%左右,風口面和端墻面濺渣量相應增大。濺渣高度隨著爐體角度和初始熔池深度增加而降低。濺渣模式分為噴濺、渣涌或兩者共存。濺渣過程通過調整爐體傾角,可以實現(xiàn)較大的濺渣總量和均勻的分布。工業(yè)濺渣試驗驗證了水模型的研究結果,風口粘結過多等問題得到了解決。
鎳轉爐;濺渣護爐;水模型;濺渣模式;噴濺
“Slag freeze lining”[1-4]指通過在冶金爐窯耐火內襯表面上形成粘渣保護層達到保護磚襯本體、提高爐窯壽命的一種技術。目前,該技術已廣泛應用于鋅沸騰爐、ilmenite熔煉爐、Hall-Heroult爐、艾薩爐、煉鋼轉爐等,其中,以煉鋼轉爐濺渣護爐工業(yè)實踐最為成功,轉爐壽命由幾百爐提高至上萬爐。濺渣護爐技術主要利用氣體射流將改質爐渣噴濺在爐襯上,形成具有耐火度高、抵抗侵蝕力強的濺渣層以抵抗高溫熔體破壞作用。
煉鎳轉爐是一種臥式轉爐,采用底部側面浸入式風口噴吹空氣冶煉高冰鎳,爐齡一直不高。目前,生產現(xiàn)場中采用提高爐齡的方法如改進耐火材質、優(yōu)化吹煉制度及搖爐掛渣等對改善臥式轉爐壽命低下的狀態(tài)作用比較有限。借鑒煉鋼濺渣護爐的技術,劉鑫韜等[5]在金川鎳轉爐中進行濺渣護爐的工業(yè)試驗,并獲得成功,爐齡增加200多爐次。工業(yè)試驗期間發(fā)現(xiàn),不同爐次間濺渣效果差異較大,且某些爐次爐壁上不同部位的濺渣量分布不均勻,風口粘結過多,為正常吹煉帶來諸多不便。為獲得最佳的濺渣護爐效果,利用水力學模擬的方法研究濺渣參數對濺渣效果的影響很有必要。
關于臥式轉爐中氣體和熔池作用的定性分析已有了一定研究[6-8],爐渣噴濺通過被認為是一種異常現(xiàn)象,LIOW 和 GRAY[9]利用水模試驗討論了正常吹煉條件下噴濺或渣涌現(xiàn)象產生的臨界條件,并認為風口浸沒深度和熔池深度影響較大;但其未對噴濺量進行定量或半定量研究。
煉鋼轉爐的水模試驗研究已有報道,CHATTERJEE和 BRADSHAW[10]、PUAL 和 GHOSH[11]、MAHAPATRA等[12]分別利用水槽或托盤收集法、海綿吸收法及高速相機成像法研究了正常吹煉期間熔池的噴濺量。KENT[13]利用物理模擬的方法模擬了煉鋼轉爐濺渣條件下的氣液流作用,其將 67個收集盒固定在轉爐爐墻,通過稱量實驗后收集盒內介質的質量討論了濺渣參數對濺渣量的影響。以上方法主要針對熔池較深、噴濺量較小和濺渣類型為噴射流等情況,但對熔體噴濺的量化研究具有一定的借鑒價值。
本文作者通過建立1/4水模型,利用吸收和攝像結合的方法研究濺渣參數對煉鎳轉爐濺渣效果的影響,并對濺渣模式進行理論分析,以便優(yōu)化煉鎳轉爐的濺渣方案用于指導現(xiàn)場操作。同時該工作也將豐富煉鎳轉爐氣液作用的相關研究。
1 實驗
1.1 理論基礎
為了保證水模型幾何相似,模型和原型考慮如下無因次變量(式(1)~(5))相等。其中,分散率表征鼓風面積對熔池的攪拌能力,熔池比例和風口浸沒比例為熔池深度和風口深度的幾何比例和物理位置,風口間距比例對于軸向氣流分布具有重要影響。
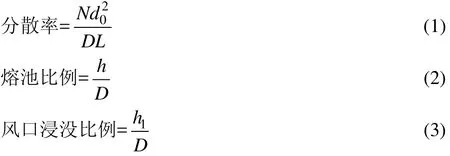

式中:N為風口數量;d0為風口內徑;D為轉爐內徑;L為轉爐長度;h為熔池深度;h1為風口浸沒深度;d1為風口間距;h2為濺渣高度。
為了保證動力學相似,應保證以下無因次變量(式(6))相等。

式中:ρg和 ρl分別為氣體和液體密度; u0為風口前氣體速度。
弗勞德數 Fr表征作用于熔池的氣體慣性力與重力的比率,修正弗勞德數 Fr′包含氣體密度與熔體氣體密度差比率和風口前距離,它對熔池運動狀態(tài)影響最大,即決定氣體自風口噴出形成沖擊區(qū)的大小及熔池內部和表面的性質(如噴流的運動軌跡、噴濺形成條件、縱波形成及幾何尺寸等)[14-15]。通過利用建立水模擬試驗與生產實踐中修正弗勞德數相等關系可以確定水模試驗氣體噴吹主要的參數,如式((7)~(11))所示。相關無因數變量計算結果如表1所列。
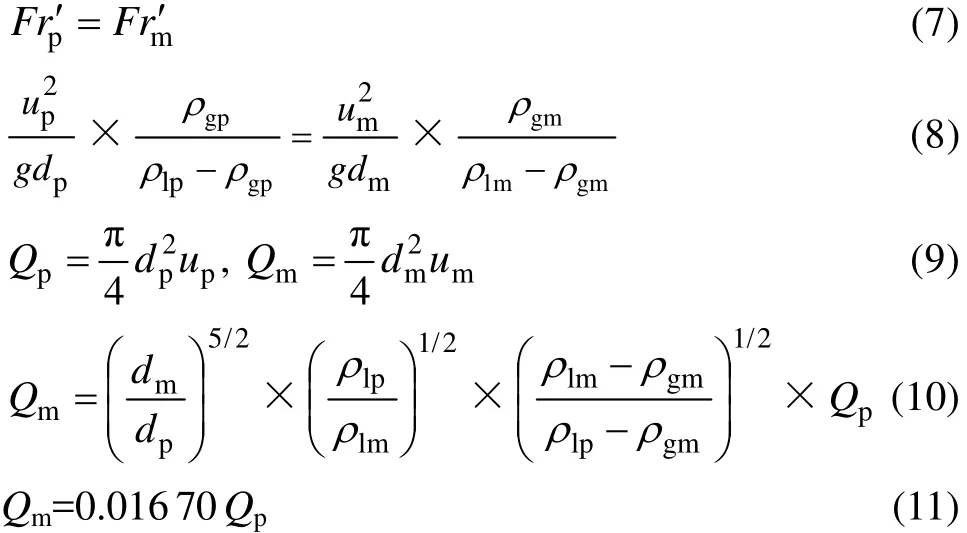
式中:um、dm、ρm、Qm、up、dp、ρp和 Qp分別為模型和實型的氣體速度、風口直徑、密度和流量。
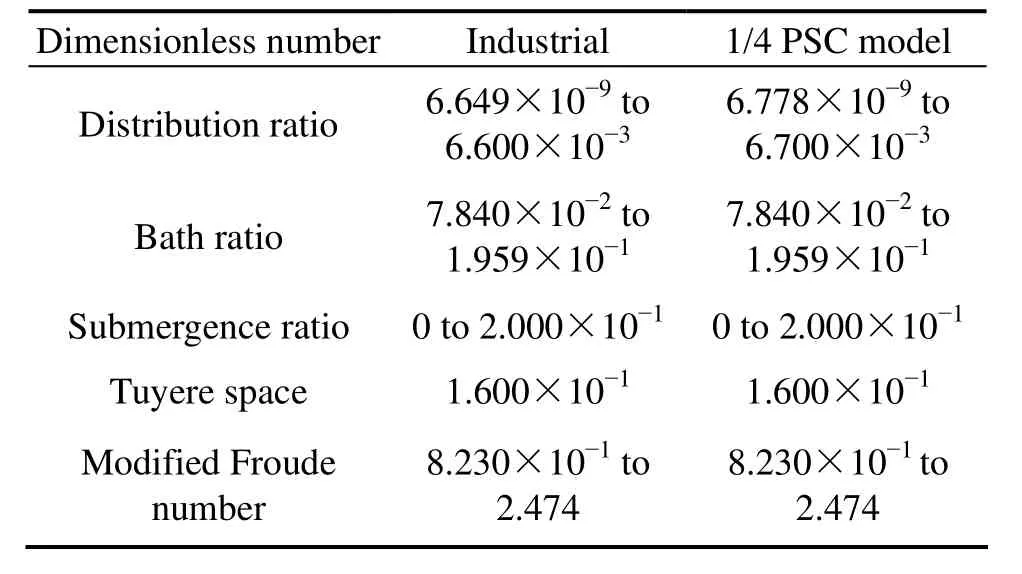
表1 模型與原型無因次變量對比Table1 Comparison of model and industrial dimensionless numbers
1.2 實驗設備及方案
水模擬試驗裝置由空氣壓縮機、氣體控制和調節(jié)系統(tǒng)、轉爐本體以及濺渣介質收集系統(tǒng)組成。空氣壓縮機最大排氣壓力1 MPa,最大排氣量3.0 m3/min。水模型本體與金川 80 t煉鎳轉爐比例為 1∶4,如圖 1所示。爐體內徑為0.638 m,壁厚為10 mm,10支風槍由爐體底部側面水平插入,模型與原型幾何參數對比見表 2。濺渣介質收集器由海綿和收集盒組成,試驗過程中海綿吸收由氣體濺起的介質,介質在海綿中達飽和后滲入下面的收集盒內,圖2所示為收集器結構和尺寸。實驗過程中通過稱量收集盒內的濺渣介質重量評價濺渣量。收集盒沿鎳轉爐模型縱向中心面不同高度單側布置在爐壁上,數量共51個,由于對稱關系,可根據51個收集器的收集介質濺渣量評估整個爐襯上的濺渣量。選取純水(W)和體積比為1∶1的甘油-水溶液(G-W)來模擬不同密度和黏度的濺渣介質。濺渣氣體選用壓縮空氣。
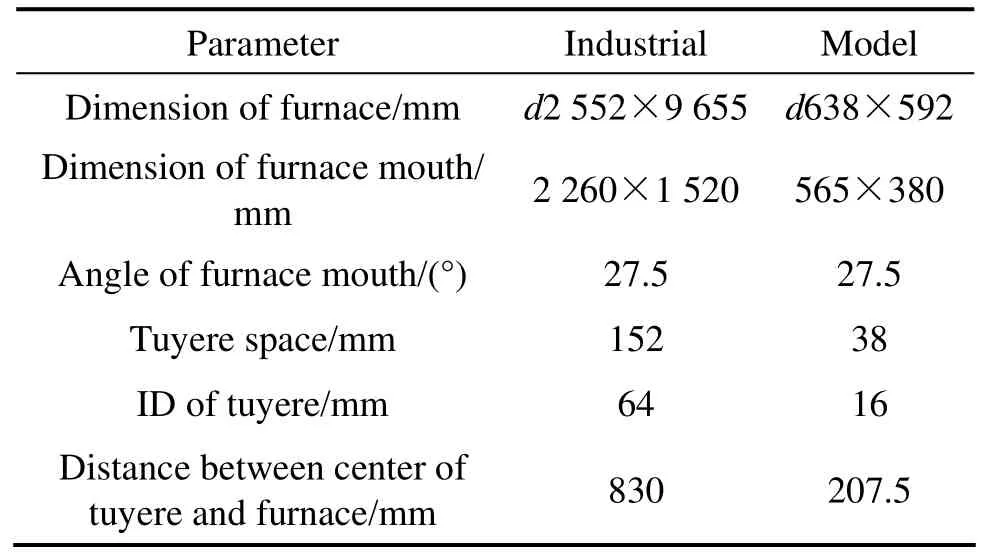
表2 模型與原型幾何參數對比Table2 Comparison of model and industrial parameters
理想的濺渣效果要求滿足濺渣量盡量大的前提下,應滿足濺渣量在爐襯各面(風口面、風口對面及端墻面)分布均勻,即濺渣操作盡量不改變轉爐內型形狀;濺渣高度應大于正常吹煉期間熔池最大高度。為了確定濺渣量的顯著影響因素,選取L16(45)的正交實驗,濺渣介質選取水,因素水平表如表3所列。為了探究濺渣介質的性質對濺渣效果的作用機理,分別選取水(W)及體積比為 1∶1的甘油-水(G-W)作為介質,考察初始熔池深度、濺渣時間、爐體角度及風量對濺渣效果的影響。初始熔池深度由現(xiàn)場試驗過程的留渣量折算,爐體角度與風口傾角有一定的對應關系。單因素實驗的基本參數如下:初始熔池深度為75和100 mm,濺渣時間為 10 min,爐體傾角為-20°,風量為120 m3/h。實驗中選取無因次變量如熔池比例h/D,風口浸沒比例 h1/D,濺渣高度比例 h2/D等描述濺渣條件,濺渣效果選取濺渣量和濺渣量分布作為評估指標,濺渣量為收集濺渣介質的質量與密度的比值(m/ρ),其中水的密度為1 g/cm3,甘油-水的密度為1.13 g/cm3;濺渣量分布主要考察風口面、風口對面及端墻面的濺渣量比例及濺渣量在爐體垂直方向的變化規(guī)律。
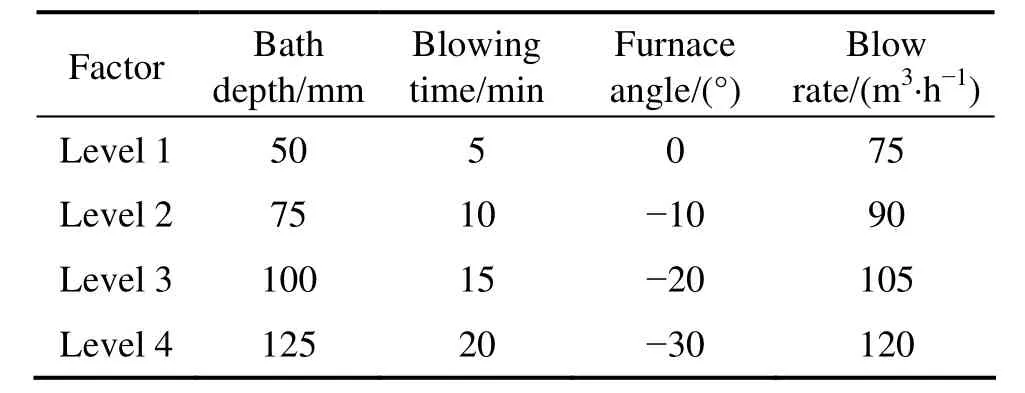
表3 正交實驗因素和水平表Table3 Levels and factors in orthogonal experiments
2 結果與討論
2.1 濺渣量的顯著因素分析
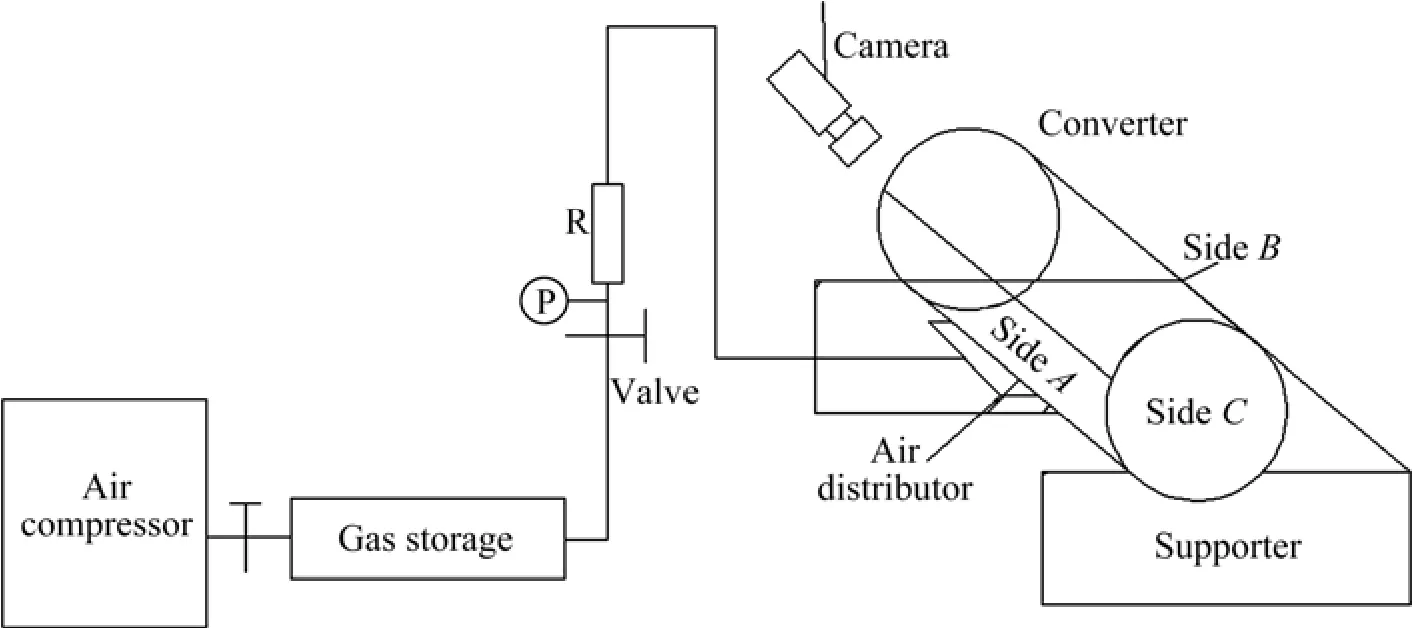
圖1 1/4模型的示意圖Fig.1 Schematic of 1/4 scale model (Side A: Tuyere line; Side B: Opposite tuyere line; Side C: End side)
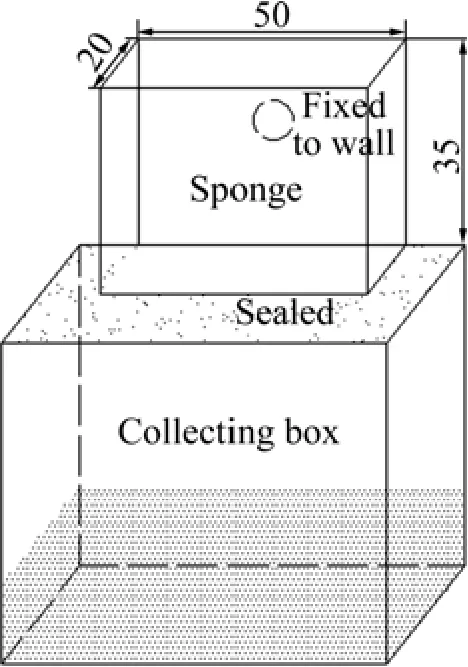
圖2 收集器裝置Fig.2 Apparatus of collecting box (unit: mm)
選取濺渣量作為評價指標,利用方差分析處理正交實驗結果,取顯著水平a=0.05,熔池深度Fd=5.551,濺洼時間 Ft=16.747,爐體傾角 Fa=14.050,風量 Fr=0.966,臨界值Fc=9.280。結果表明,濺渣時間和爐體角度對濺渣量影響顯著,風量對濺渣量影響很小。結合直觀分析結果可以看出,濺渣量隨著濺渣時間增加顯著增加;爐體角度在0°時濺渣量偏小,隨著爐體傾角增大濺渣量呈增大趨勢。HASANZADEH和ASKRI[7]采用 1/8水模的試驗研究表明,爐體傾角大于0°時,熔池產生噴濺的條件為沖擊坑深度大于臨界值;爐體傾角為0°時,熔池表面產生擾動,徑向和軸向的噴濺距離均較小。本研究中不同熔池深度條件下,當爐體角度大于或等于0°時,由于空氣射流強度小,熔池內部沖擊深坑未達到臨界深度,熔池表面液體有限的反射流比例和速度不足以在爐壁上形成充分的濺渣層。因此,以下重點討論風口浸沒(爐體傾角小于0°)條件下濺渣和氣液兩相流規(guī)律。
2.2 濺渣工藝參數對濺渣效果的影響
2.2.1 濺渣時間對濺渣效果的影響
圖3(a)和(b)分別為濺渣時間對濺渣量及其分布的影響。由圖3(a)可知,選取初始熔池比例h/D= 0.16、風量120 m3/h、爐體傾角-20°、濺渣時間5~20 min時,隨著濺渣時間延長,濺渣量明顯增加;但由于熔池深度不斷下降,濺渣量增加的幅度有所減少。由圖3(b)可知,隨濺渣時間延長,風口面的濺渣量逐漸減少,風口對面和端墻面的濺渣量逐漸增加。同樣,對于不同的爐體角度和初始熔池比例條件,隨著濺渣時間變化濺渣量變化很大,但對濺渣量分布影響較小。由上面分析可知,為了獲得足夠的濺渣量,應適當延長濺渣時間,但過長的濺渣操作會干擾轉爐正常吹煉節(jié)奏。因此,濺渣時間一般控制在10~15 min。
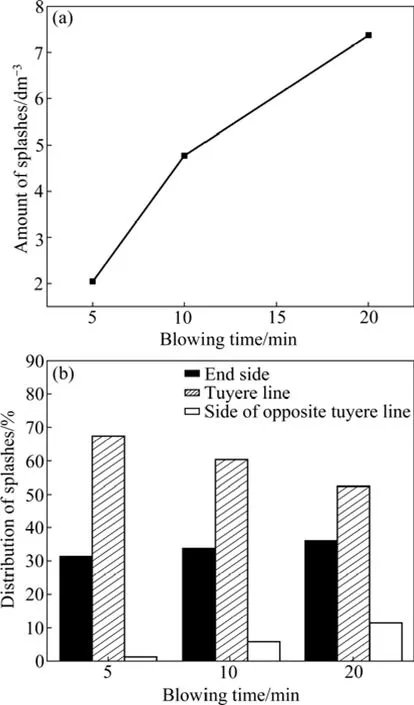
圖3 濺渣時間對濺渣量及其分布的影響Fig.3 Effects of blowing time on amount and distribution of splashes: (a) Amount of splashes; (b) Distribution of splashes
2.2.2 爐體傾角對濺渣效果的影響
圖4所示為爐體傾角對濺渣量及其分布的影響。由圖4(a)可知,當爐體傾角由-5°增加至-10°時,濺渣量有所降低;而當爐體傾角由-10°增加至-30°時,濺渣量隨著爐體角度增大呈現(xiàn)明顯增加的趨勢。
由圖4(b)可知隨著爐體傾角增加,風口面的濺渣量比例逐漸增加,而風口對面的濺渣量則相應減少;濺渣量隨著垂直高度增加而顯著下降。進一步分析可知:
1) 爐體傾角為-5°時,濺渣量主要集中在風口對面,比例約為 82.6%,濺渣量分布范圍距爐底 h2/D=0.87;風口面濺渣量比例較小,且集中在距爐底h2/D=0.39附近區(qū)域。LIOW 和 GRAY[9]研究發(fā)現(xiàn),當風口浸沒比例h1/D=0.027(h/D=0.30)時,風口前形成了氣體管道效應。在本試驗條件下,h1/D=0.013 8,熔池運動性質為噴射流。由于鼓風輸入的能量幾乎全部轉化為射流能量,且射流穿透熔池的阻力小、作用時間短,因此,其極易在熔池表面形成噴射現(xiàn)象[16]。在噴射作用下,高速液滴到達風口對面并被收集盒吸收,因此,該條件下風口對面的濺渣比例最大。
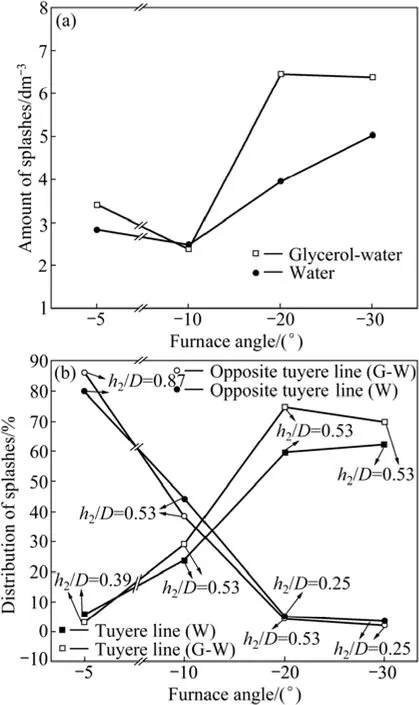
圖4 爐體傾角對濺渣量及其分布的影響Fig.4 Effects of furnace angle on amount and distribution of splashes: (a) Amount of splashes; (b) Distribution of splashes
2) 爐體傾角為-10°時,風口對面濺渣量比例明顯下降,風口面濺渣量比例顯著增加,且風口對面、風口面及端墻濺渣量比例相當,風口對面及風口面濺渣量主要集中在距爐底 h2/D=0.53附近區(qū)域。在該條件下,h1/D=0.042 9,風口前覆蓋層加厚、氣體射流穿透能力降低,熔池表面先后出現(xiàn)渣涌和噴射現(xiàn)象。由于氣液作用區(qū)較長時間內處于風口面和風口對面之間,液滴不能與其中某一爐墻面充分接觸,因此濺渣量下降,各面的濺渣量分布相當。
3) 爐體傾角在-20°時,濺渣量主要集中在風口面和端墻面,分別占 58.7%和 36.8%;風口面濺渣量集中在h2/D=0.53附近區(qū)域,風口對面只有在h2/D= 0.25以下區(qū)域有少量濺渣。此時 h1/D=0.092 3,風口浸沒進一步增大,熔池表面產生明顯的渣涌現(xiàn)象。伴隨著大量液體在近風口及風口以上區(qū)域周期性起伏,濺渣量主要集中在風口面。
4) 爐體傾角為-30°時,風口面濺渣量較爐體傾角為-20°時的有所增加,但各部位比例變化幅度不大。此時,風口浸沒深度過大,渣涌現(xiàn)象更為突出、熔池在脈沖氣流沖擊下前后喘動。
對于浸沒式側吹轉爐來說,風口區(qū)受熱流和熔體沖刷等影響極易損壞[17-18],因此,應當保持足夠的大角度、以渣涌方式使風口區(qū)形成致密的濺渣層。同時,由于臥式轉爐氣體射流強度較低,風口面及端墻面必須依靠旋轉爐體角度實現(xiàn)濺渣。因此,濺渣過程中爐體角度應在-5°至-20°間續(xù)變化,在各角度的濺渣時間需進一步通過優(yōu)化試驗和現(xiàn)場驗證共同制定。
2.2.3 初始熔池深度對濺渣效果的影響
圖5所示為熔池比例對濺渣總量和分布的影響。如圖 5(a)所示,隨著熔池比例的增加,濺渣量呈現(xiàn)上升的趨勢,特別是當h/D>0.110時,濺渣量增幅顯著。由圖5(b)可看出:
1) 初始熔池比例h/D=0.078時,濺渣量主要分布在風口對面,所占比例為83.05%,且濺渣量集中在垂直高度 h2/D=0.87附近區(qū)域。該條件下氣液作用屬于噴射流,在氣體輸入能量一定時,單位質量的液滴獲得的濺渣能量大。同時,由于風口與水平方向成-20°傾角,射流的水平和垂直分速度(動量)均很大,因此,液滴飛濺的垂直高度和水平距離均較大。
2) 初始熔池比例h/D=0.110時,風口對面的濺渣比例降低為47%,此時濺渣高度比例h2/D=0.87(風口對面);而風口面濺渣量比例有所上升,此時的濺渣高度比例h2/D=0.53。該條件下初始熔池比例有所增大,單位質量液滴濺渣能量下降,同時,風口浸沒比例增加,濺渣初期近風口側產生了渣涌,濺渣量比例增大;隨著濺渣進行,熔池比例下降、風口浸沒比例變小,渣涌消失、噴射流產生,風口對面濺渣量比例上升。
3) 初始熔池比例h/D=0.141時,風口面濺渣量比例增加至64%,濺渣高度比例h2/D=0.53;風口對面濺渣量比例大幅下降,濺渣高度比例也進一步降低。該條件下由于熔池比例和風口浸沒比例進一步增大,濺渣時間范圍內氣液流性質始終為典型的渣涌,因此,濺渣量主要分布在風口面和端墻,風口對面濺渣較少。
4) 初始熔比例h/D=0.172時,風口面濺渣量比例繼續(xù)小幅增加,而風口對面濺渣量比例和濺渣高度比例則進一步小幅下降,端墻面濺渣量比例大幅上升。
初始熔池比例對應于濺渣初始留渣量,為了獲得較大的濺渣量同時避免爐底區(qū)域(風口面和端墻面)過度粘結,初始熔池比例一般控制在 0.141~0.172之間。
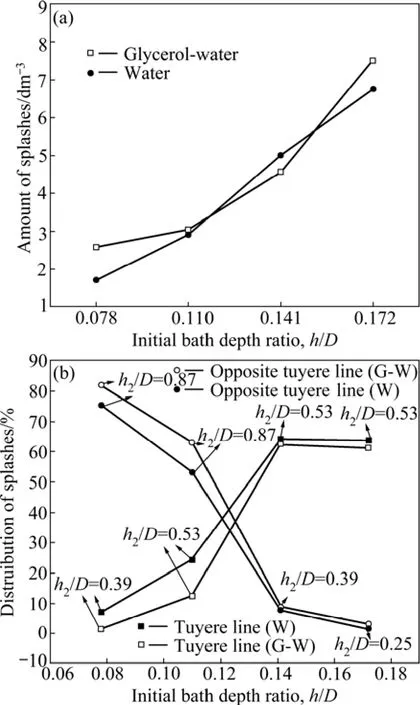
圖5 初始熔池比例對濺渣量及其分布的影響Fig. 5 Effects of initial bath depth on amount and distribution of splashes: (a) Amount of splashes; (b) Distribution of splashes
2.2.4 風量對濺渣效果的影響
正交實驗結果表明,風量大小對濺渣量影響不大。圖6所示為不同熔池比例條件下風量對濺渣量的影響。由圖6可知,以水作為濺渣介質,初始熔池比例h/D=0.118的條件下,風量由70 m3/h增至130 m3/h時,濺渣量變化較小;當初始熔池比例取h/D=0.157,風量由70 m3/h增至110 m3/h時,濺渣量呈小幅增加趨勢。風量增加時,風口對面濺渣量比例有所減少,但降低幅度不大。一般認為,風量為影響濺渣量的顯著因素,增大風量可以增加濺渣量[19-20];但本研究表明,不同初始熔池深度條件下,風量對濺渣效果影響均不明顯,其原因在于濺渣過程中,熔池深度與風口浸沒深度的變化較大且其影響遠大于風量變化的影響。因此,濺渣時采用的風量與實際生產時的相同。
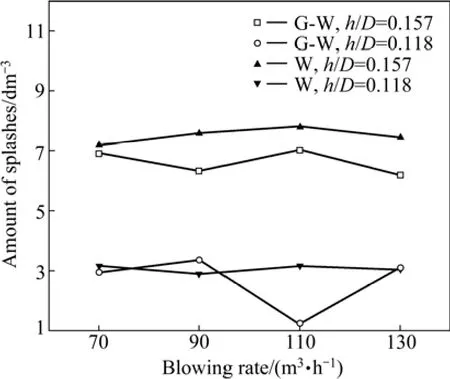
圖6 風量對濺渣量的影響Fig. 6 Effect of blowing flow rate on amount of splashes
2.3 介質性質對濺渣效果的影響
當風口角度較小或初始熔池深度較淺時,以甘油-水作為濺渣介質時的濺渣量均高于以水作為介質的濺渣量;此時濺渣以速度較大的噴射流為主,甘油-水粘度較大易與海綿粘附。隨爐體角度或初始熔池深度增加,以甘油-水為介質的濺渣量逐漸低于水介質,其原因在于濺渣過程同時出現(xiàn)渣涌和噴濺,在等鼓風能量條件下密度較大的甘油-水液滴速度小,因此其濺渣量較小。當風口角度或初始熔池深度繼續(xù)增大時,渣涌為主要濺渣模式,氣-液作用區(qū)集中在風口面,甘油-水易與其粘附,濺渣量大于純水。可見,不同濺渣機制下,濺渣介質對濺渣量有不同的影響。濺渣量分布和介質性質有類似的關系。
由圖4(b)和5(b)可以看出,當爐體傾度一定時,在同一高度(h2/D)附近區(qū)域的風口面或風口對面,以甘油-水作為介質的濺渣量均高于水介質;當初始熔池深度一定,在同一高度(h2/D)風口面,以水作為介質的濺渣量比例較高,而風口對面以甘油-水作為介質的比例略高。濺渣過程中伴隨著磁性鐵生成,爐渣粘度和密度顯著增大[21];交替變換風口傾角濺渣的次序既可以保證風口面和風口對面均勻濺渣,同時可避免風口區(qū)過度粘渣。
2.4 濺渣模式討論
依據Themelis推導的側吹式錐形噴流運動軌跡,氣體自風口噴入熔體時的水平距離和垂直距離成反比例關系,即氣液流股穿透熔池所消耗的能量越大,熔池表面的擾動就越小。SHENG和 IRONS[22]、YONEZAWA 和 SCHWERDTFEGER[23]、CASTILLEJOS和 BRIMACOMBE[24]分別測量了風口浸沒條件下氣液兩相區(qū)湍流強度和羽狀射流噴頭尺寸,處于穩(wěn)態(tài)條件下駐波或噴頭尺寸與熔池深度、風口浸沒深度及氣體流量等有密切關系。
根據Kelvin-Helmholtz理論,本研究系統(tǒng)中熔池表面或內部始終處于非穩(wěn)態(tài)[14]。實驗中觀測到,在濺渣過程中熔池表面存在不同現(xiàn)象,可定義濺渣模式分別為:噴濺式濺渣、渣涌式濺渣或兩者同時存在。濺渣工藝參數的差別決定了濺渣模式,由于爐體傾角與風口浸沒深度是密切相關的,增加爐體傾角相當于降低風口浸沒深度,因此可以用風口浸沒深度表征爐體傾角的變化[16]。風口浸沒深度和初始熔池深度對濺渣模式有顯著影響,如圖7所示。由圖7可以看出:當風口浸沒比例 h1/D<0.013 8或熔池比例 h/D<0.078時,熔池為噴濺式濺渣。文獻[25-27]認為風口浸沒比例 h1/D<0.052時,熔池表面噴濺現(xiàn)象明顯,與本研究結果有一定差異,其原因可能是本研究中熔池深度均遠低于文獻報道的熔池深度。當風口浸沒比例h1/D>0.092 3或熔池比例h/D>0.141時,熔池表面出現(xiàn)渣涌濺渣現(xiàn)象。
不同的濺渣模式對濺渣量及其分布具有不同的影響。在噴濺式濺渣條件下,風口對面濺渣量的比例較高,最高比例達80%以上。在渣涌式濺渣條件下,風口面及端墻面濺渣量的比例較高,風口面濺渣量比例可增加至60%以上;渣涌式濺渣的濺渣量均高于噴濺式濺渣的。當同時出現(xiàn)渣涌和噴濺式濺渣時,風口面、風口對面和端墻面的濺渣量比例相當。
2.5 濺渣參數優(yōu)化及現(xiàn)場驗證
上述實驗表明,爐體傾角對濺渣量及其分布有明顯影響,而現(xiàn)場濺渣操作時通過搖動爐體很容易調整爐體傾角,因此,通過調整濺渣過程的爐體傾角可以獲得較大的濺渣量和較好的濺渣量分布。濺渣參數優(yōu)化試驗選取熔池比例h/D=0.157、濺渣風量120 m3/h,在濺渣過程定時改變爐體傾角,分別在-20°濺渣5 min、-15°濺渣 3 min、-12°濺渣 7 min、-20°濺渣3 min。試驗結果表明,其濺渣量為5.687 dm-3,高于前面單因素試驗平均值4.496 dm-3,在爐襯不同部位濺渣比例分別為28.9%、35.6%和35.2%,濺渣量分布均勻。
在未對濺渣工藝參數優(yōu)化之前,現(xiàn)場濺渣僅憑主觀經驗,濺渣操作復雜且效果不穩(wěn)定。爐襯表面濺渣量或多或少,直接影響了濺渣層的保護作用且惡化了正常吹煉,其中最為常見的風口處過度粘渣是由濺渣時風口浸沒過大、風口面濺渣過多引起的。基于水模型研究結果,金川鎳轉爐濺渣工業(yè)試驗時,在留渣量為15 t/爐、濺渣時間為15 min的條件下,濺渣過程定時改變爐體傾角,分別在-20°濺渣5 min、-15°濺渣2 min、-10°濺渣3 min、-20°濺渣5min;各角度濺渣時間根據實際爐口渣花噴射情況進行了小范圍調整。雖然現(xiàn)場雖不具備測量爐襯厚度的設備,但根據操作者和試驗人員觀測,濺渣量在爐襯上均勻分布。圖8所示為金川煉鎳轉爐濺渣護爐工藝參數優(yōu)化前后的風口區(qū)粘渣情況。由圖8可以看出,濺渣工藝參數調整前風口粘渣嚴重并出現(xiàn)結瘤(見圖8(a)),參數優(yōu)化后該問題也得到很好解決(見圖 8(b))。工業(yè)試驗爐役取得明顯效果,轉爐爐齡由360爐提高至595爐。
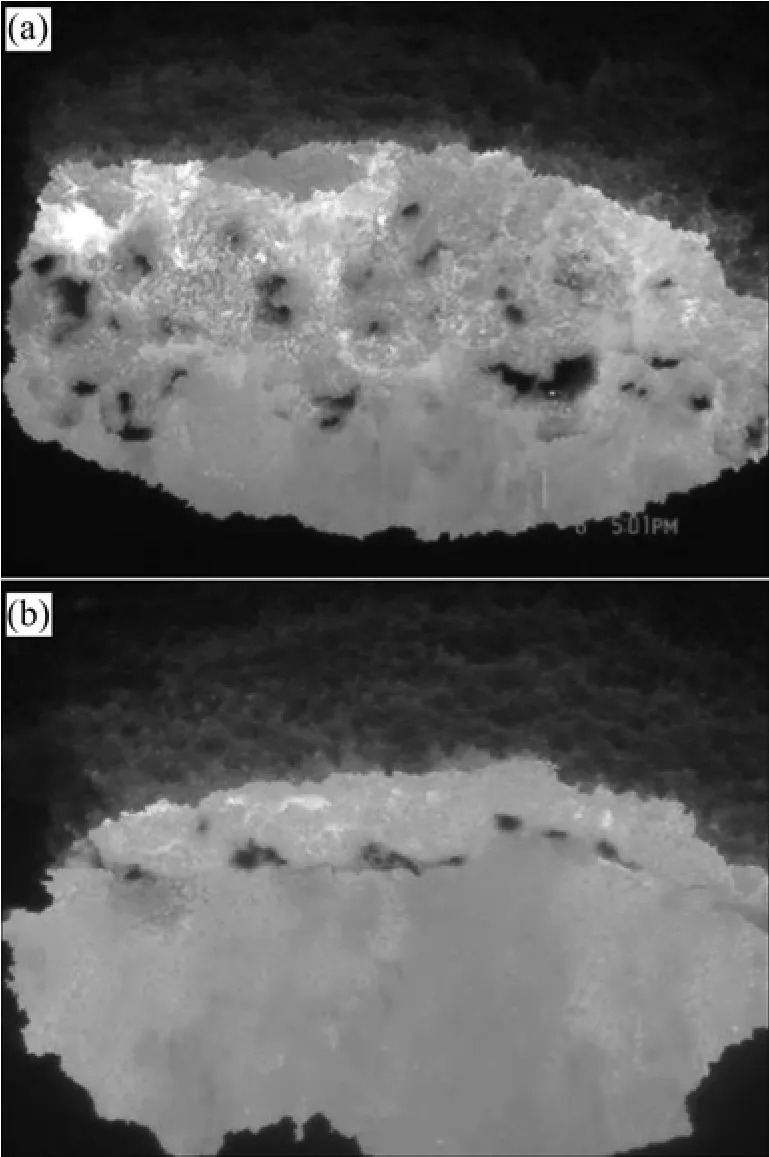
圖8 濺渣工藝優(yōu)化前后的風口形貌Fig. 8 Views of tuyere line before and after optimization for splashing operation: (a) Before optimization; (b) After optimization
3 結論
1) 正交實驗表明:影響濺渣量的顯著因素為濺渣時間和爐體傾角;濺渣氣體流量對濺渣量影響較小,濺渣風量在75 m3/h至130 m3/h變化時,濺渣量及其分布變化不大。
2) 當爐體傾角為-5°至-10°時,濺渣量主要集中在風口對面,濺渣量比例達82.6%;當爐體傾角為-20°至-30°時,濺渣量主要分布在風口面和端墻面。
3) 初始熔池深度對濺渣量分布有一定的影響,當初始熔池比例h/D在0.078~0.110范圍內,濺渣量主要集中在風口對面,此時濺渣量比例最高為83.05%;初始熔池比例h/D在0.141~0.172范圍內,風口面的濺渣量比例最高。
4) 濺渣模式分析表明,熔池存在噴濺和渣涌形式。當風口浸沒深度較小或熔池深度較淺時,熔池表面產生噴濺式濺渣,此條件下濺渣量主要集中在風口對面;當風口浸沒深度增加或熔池深度較大時,熔池表面表現(xiàn)為渣涌式濺渣,此時風口面的濺渣量比例明顯增加。
5) 在濺渣過程不斷改變爐體傾角,可以在爐襯不同區(qū)域均獲得較大的濺渣量以及均勻的分布,水模型的研究結果得到了工業(yè)試驗的驗證。
REFERENCES
[1] GUEVARA F J, IRONS G A. Simulation of slag freeze formation: Part I. Experimental study[J]. Metallurgical and Materials Transactions B, 2011, 42(4): 652-663.
[2] MIEKE C, EVQUENI J, BART B, PARTRIK W. Freeze-lining formation of a synthetic lead slag: Part I. Microstructure formation[J]. Metallurgical and Materials Transactions B, 2009,40(5): 619-631.
[3] 李明月, 曹 璽, 姜艷華. AOD 爐濺渣護爐噴槍槍位自動控制專家系統(tǒng)[J]. 儀器儀表用戶, 2008(6): 14-16.LI Ming-yue, CAO Xi, JIANG Yan-hua. Automatic control expert system of spray height in slag splashing for AOD[J].Electronic Instrumentation Customer, 2008(6): 14-16.
[4] MIEKE C, BART B PATRICK W. The importance of slag engineering in freezing-lining applications[J]. Metallurgical and Materials Transactions B, 2009, 40(10): 643-655.
[5] 劉鑫韜, 陳偉慶, 馬德剛, 郝占全. 一種鎳銅冶煉轉爐濺渣護爐方法:中國, 200810113158.4[P]. 2008-05-28.LIU Xin-tao, CHEN Wei-qing, MA De-gang, HAO Zhan-quan.Method for nickel and copper smelting converter slag splashing:China, 200810113158.4[P]. 2008-05-28.
[6] CHIBWE D K, AKDOGAN G, ALDRICH C, ERIC R C. CFD modeling of global mixing parameters in a Peirce-Smith converter with comparison to physical modeling[J]. Chemical Product and Process Modeling, 2011, 6(1): 1-28.
[7] HASANAZADEH A, ASKARI M. Investigation and modeling of splashing in the Peirce-Smith converter[J]. Chemical Product and Process Modeling, 2008, 3(1): 1-17.
[8] GULAWANI S S, DAHIKAR S K, JOSHI J B, SHAH M S,RAMAPRASAD C S, SHUKLA D S. CFD simulation of flow pattern and plume dimensions in submerged condensation and reactive gas jets into a liquid bath[J]. Chemical Engineering Science, 2008, 63(9): 2420-2435.
[9] LIOW J L, GARY N B. Slopping resulting from gas injection in a Peirce-Smith converter: Water modeling[J]. Metallurgical and Materials Transactions B, 1990, 21(12): 987-996.
[10] CHATTERJEE A, BRADSHAW A. Break-up of a liquid surface by an impinging gas jet[J]. Journal of Iron and Steel Institute,1972, 210(33): 179-187.
[11] PAUL S, GHOSH D N. Model study of mixing and mass transfer rates of slag-metal in top and bottom blown converters[J].Metallurgical and Materials Transactions B, 1986, 17(3):461-469.
[12] MAHAPATRA P, MAJUMDAR S, SHRINRINIVAS R, DE T,VERMA S V, DEWANJEE P, MOHANTY S. Understanding slag splashing technology in BOF[J] SEAISI Quart, 2000, 29:54-60.
[13] KENT D P. Physical modeling slag splashing in the BOF[J].Steel and Iron Engineering, 1996, 73(11): 33-37.
[14] JONG L, GRAY N B. Experimental study of splash generation in a flash smelting furnace[J]. Metallurgical and Materials Transactions B, 1996, 27(8): 633-646.
[15] LIOW J L, GARY N B. Slopping resulting from gas injection in a Peirce-Smith converter: The period of the standing wave[J].Metallurgical and Materials Transactions B, 1990, 21(12):657-664.
[16] GUO D, IRONS G A. A water model and numerical study of the spout height in a gas-stirred vessel[J]. Metallurgical and Materials Transactions B, 2002, 33(6): 377-384.
[17] 魏季和, 朱宏利, 池和冰, 王海江. 側頂復吹 AOD 精煉過程中側吹氣體射流的反沖現(xiàn)象[J]. 過程工程學報, 2010, 10(S1):130-133.WEI Ji-he, ZHU Hong-li, CHI He-bing, WANG Hai-jiang.Back-attack phenomenon of gas side blowing jets in combined side and top blowing AOD refining process[J]. The Chinese Journal of Process Engineering, 2010, 10(S1): 130-133.
[18] 姚俊封, 梅 熾, 任鴻久, 胡 軍, 江金宏. 臥式轉爐爐襯溫度場的數值模擬[J]. 中國有色金屬學報, 2000, 10(4): 546-550.YAO Jun-feng, MEI Chi, REN Hong-jiu, HU Jun, JIANG Jin-hong. Numerical simulation of temperature field in lining of horizontal converter[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(4): 546-550.
[19] 廖廣府, 陳 敏, 李光強, 張 浩, 肖尊湖, 蘇風光. 210 t 頂底復吹轉爐濺渣護爐模擬研究[J]. 過程工程學報, 2011, 11(1):31-35.LIAO Guang-fu, CHEN Min, LI Guang-qiang, ZHANG Hao,XIAO Zun-hu, SU Feng-guang. Simulation of slag splashing in a 210 t top-bottom combined blowling converter[J]. The Chinese Journal of Process Engineering, 2011, 11(1): 31-35.
[20] 陳元學, 張義才. 復吹轉爐濺渣護爐工藝優(yōu)化[J]. 煉鋼, 2009,25(6): 22-25.CHEN Yuan-xue, ZHANG Yi-cai. Optimization of the technology of furnace line protection by slag splashing in combined blown converter[J]. Steelmaking, 2009, 25(6): 22-25.
[21] 馬德剛, 陳偉慶, 郝占全. 煉鎳轉爐濺渣護爐熱態(tài)模擬[J]. 北京科技大學學報, 2011, 33(4): 486-490.MA De-gang, CHEN Wei-qing, HAO Zhan-quan. Thermal simulation of slag splashing in a nickel converter[J]. Journal of University of Science and Technology Beijng, 2011, 33(4): 486-490.
[22] SHENG Y Y, IRONS G A. Measurement and modeling of turbulence in the gas/liquid two-phase zone during gas injection[J]. Metallurgical and Materials Transactions B, 1993,24(8): 695-705.
[23] YONEZAWA K, SCHWERDTFEGER S. Height of the spout of a gas plume discharging from a metal melt[J]. Metallurgical and Materials Transactions B, 1999, 30(8): 655-660.
[24] CASTILLEJOS A H, BRIMACOMBE J K. Measurement of physical characteristics of bubbles in gas-liquid plume: Part Ⅱ.Local properties of turbulent air-water plume in vertically injected jet[J]. Metallurgical and Materials Transactions B, 1987,18(12): 659-671.
[25] VALENCIA A, PAREDES R, ROSALES M. Fluid dynamics of submerged gas injection into liquid in a model of copper converter[J]. International Communications in Heat and Mass Transfer, 2004, 31(1): 21-30.
[26] KUDZAI C D. Flow behavior, mixing and mass transfer in a Peirce-Smith converter using physical model and computational fluid dynamics[D]. Stellenbosch: University of Stellenbosch,2011: 23-56.
[27] GULAWANI S S, DESHPANDE S S, JOSHI J B, SHAH M S,PRASAD C S R, SHUKLA D S. Submerged gas jet into a liquid bath: A review[J]. Industrial and Engineering Chemistry Research, 2007, 46(10): 3188-3218.
Hydraulic simulation of slag splashing in nickel converter
MA De-gang, CHEN Wei-qing, CHE Xiao-mei
(State Key Laboratory of Advanced Metallurgy, School of Metallurgical and Ecological Engineering,University of Science and Technology Beijing, Beijing 100083, China)
The influences of operational conditions on slag splashing for the lining of nickel blowing converter were investigated with an 1/4 scale hydraulical model experiment. The results show that the time of gas blowing and the angle of furnace play a significant role in total amount of splashes in direct ratio. The distribution of splashes is largely decided by the furnace angle and the initial bath depth. Proportion of splashes on opposite side of tuyere line is dramatically reduced from 80% to 5% or so when the furnace angle or the initial bath depth (h/D) varies from -10° to -30° or 0.078 to 0.172, meanwhile those on side of the tuyere line and the side end are greatly increased; the height of splashing decreases with the tuyere and initial bath depth increasing. The mode of slag splashing can be defined as the injection slag splashing and surging slag splashing or two both. Large amount and even distribution on different walls are acquired by adjusting angle of furnace at definite bath depth. The industrial test agrees well with the results in the model, and the problems such as heavy accretion on tuyere line are also resolved.
nickel converter; slag splashing; water modeling; splashing mode; injection
TF806.2
A
1004-0609(2012)1-0287-09
2011-02-28;
2011-10-17
馬德剛,博士研究生;電話:010-62334444;E-mail: madegang02@yahoo.com.cn
(編輯 何學鋒)
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57