談液性塑料夾具在精密件加工中的應用
2012-11-20 02:06:18潘寶山
中國新技術新產品 2012年14期
關鍵詞:變形
潘寶山 羅 敏
(中航工業黎明導管噴嘴加工廠,遼寧 沈陽 110043)
1 概述
航空發動機精密件小巧薄壁,工作表面為內孔或者外圓,要求較高的尺寸精度和同軸度,其他加工表面對其都有技術要求。由于大多數零件壁薄,是弱剛性零件,相對剛度較低,強度較弱,加工工藝性差,特別是在對零件形狀,尺寸精度要求較高的情況下,對振動、切削力及切削溫度等均十分敏感,加工起來易變形和產生振動,不易控制加工精度和提高加工效率。特別是越接近最終加工尺寸時加工起來越困難。因此實現精密件的高精度、高效率和高可靠性的切削加工一直是航空制造業面臨的一個重要課題。
圖1為航空發動機的薄壁殼體,壁厚僅有4毫米,內孔為工藝基準,外圓對內孔的同軸度要求達到0.005毫米,加工難度大,外圓采用先粗車、再精車,最終進行磨加工的工藝路線。加工過程中必須使用專用夾具,而且要求夾緊力均勻。

圖1
以往采用鋼性芯軸以孔定位,夾緊兩端面磨削外圓,同軸度超差,廢品率在60%~70%以上。原因是鋼性芯軸即使使用h6(0-0.016)公差精度,與殼體孔的最小定位間隙也達0.016毫米,最大定位間隙要達0.041毫米,再加上芯軸本身的誤差,理論上達不到同軸度0.005毫米的要求。若用零件分組的方法加工,因芯軸與零件孔間隙很小(0.01~0.02毫米),裝卸很不方便,工人勞動強度大、效率很低、定位孔易被損傷。而用漲胎也因其芯軸、漲套等零件的累積誤差大于0.04毫米,達不到零件要求。 經過反復試驗研究,采用液性塑料漲緊夾具可以滿足零件加工要求。
2 液性塑料漲緊夾具的結構
液性塑料漲緊夾具是根據液體在密閉容器里能均勻地向各個方向傳遞壓力和薄壁金屬彈性變形的原理設計的一種彈性心軸結構。夾具主要由底座No1、主軸No2、薄壁套筒No3、螺栓No6、柱塞No13、液性塑料No16等組成。具體結構見圖2。在薄壁套筒內腔與主軸孔內注滿液性塑料,液性塑料是半透明的凍膠物質,具有一定的彈性與機械強度,在壓力作用下塑料不滲漏,傳遞壓力良好。旋轉螺釘時通過柱塞擠壓液性塑料,使薄壁套筒產生彈性變形,從而漲緊工件。
3 液性塑料夾具的工作原理

在夾具充滿液性塑料的狀態下,擰緊螺栓No6,推動柱塞No13運動,由于夾具處于密閉狀態,液性塑料又是不可壓縮的,壓力通過液性塑料均勻地傳導到套筒的內外壁,使內外壁產生彈性變形,外壁向外擴張,內壁向內收縮,螺釘擰入越多,塑料壓力越大,套筒徑向變形量也越大,套筒與工件之間的間隙逐漸減小而最后形成圓柱面接觸,使工件準確地定心。
4 薄壁套筒的設計
薄壁套筒是液性塑料的重要部件,正確地設計薄壁套筒是高精度液性塑料夾具成功的關鍵。當塑料壓力一定時,套筒徑向變形量是與其壁厚成反比,此外,在使用塑料夾具時,還要求保證套筒薄壁有足夠的強度和保持其幾何形狀的穩定性。因此在設計薄壁套筒時,就必須慎重地選擇套筒的薄壁厚度。設計時需要考慮下列因素:
4.1夾具的工作條件:如工件基準面的幾何形狀(圓柱面長度與直徑之比),工件基準面的公差范圍,加工性質(磨、車、銑)和其他等等;
4.2套筒環狀槽內塑料壓力的大小;
4.3薄壁套筒材料的機械性能:材料的屈服點,抗拉強度和彈性模數等;
4.4薄壁套筒的剛性;
4.5夾具的密封性(如柱塞和柱塞孔的配合)。
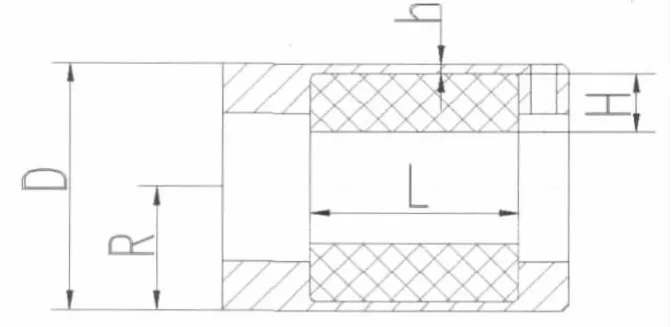
圖3 薄壁套筒
薄壁套筒的壁厚的計算(如圖3):
薄壁套筒直徑40毫米:

L=33毫米,R=20毫米,所以,h取公式〔1〕計算:h=0.015D+(0.35~0.4)=1毫米
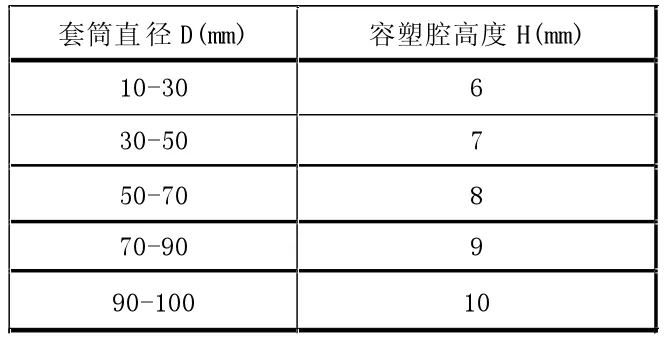
容塑腔深度(H)的確定(圖3):
容塑腔太淺,傳遞的壓力不足,太深傳遞的壓力受阻,兩者都達不到預定的目標。經過反復試驗,得出如下表的經驗數據:
?
薄壁套筒材料采用彈性好、屈服點高的40C r或30CrMnSiA,以獲得較大的變形量。熱處理淬火,硬度HRC40~45,套筒薄壁厚度要很均勻,否則徑向變形不均勻,會降低定心精度。與主軸過盈配合H6/s6,過盈 量不取很大,是為了裝入主軸時避免套筒薄壁受力過大而變形。采用圓柱銷固緊防止套筒相對主軸轉動。
5 柱塞和滑柱結構
柱塞的材料選用聚四氟氯乙烯F-4,這 種材料具有良好的耐磨和自潤滑性能,頭部使用帶內錐孔的結構,這樣可以利用聚四氟氯乙烯的彈性,在推進柱塞時,起到自動密封作用。柱塞No13與螺栓No6螺紋連接,柱塞頭部為半球形,可有效避免柱塞與孔別勁。
6 液性塑料漲緊夾具的優點
(1)定心準確度高。不論工件以外圓為基準或以內孔為基準,也不論工件基準面直徑大小如何,都能使工件獲得很高的定心準確度,壓緊力可均勻地分布在沿薄壁長度的大部分圓柱面上(可達整個薄壁長度的80%)。(2)縮短生產周期及降低制造成本。塑料夾具是利用套筒的均勻變形來定位與夾緊的,所以工件的裝卸很迅速,能夠顯著地縮短輔助時間,從而提高勞動生產率及設備的利用率。(3)液性塑料本身無腐蝕作用,因此長久不失性能。
結語
液性塑料漲緊夾具具有結構簡單,制造容易,成本低,定心精度高,夾緊可靠不損傷工件,薄壁零件夾緊不變形等優點,能夠保證精密件的加工精度要求,航空發動機的薄壁殼體使用液性塑料夾具加工后,零件的加工合格率達到100%,加工效率提高2倍。
[1]徐鴻本.機床夾具設計手冊[C].遼寧科學技術出版社,2004,3.
[2]肖繼德,陳寧平.機床夾具設計[M].北京:機械工業出版社,2002,2.
[3]劉守勇.機械制造工藝與機床夾具[M].北京:機械工業出版社,1994.
[4]黃奇葵等.機械制造基礎[M].北京:華中理工大學出版社,1993.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
