淺談電站結合面螺栓的超聲波探傷
2012-10-23 04:59:28蔡占河
無損檢測 2012年9期
蔡占河
(山東省特種設備檢驗研究院 菏澤分院,菏澤 274000)
電站高溫緊固螺栓在長期運行中,易產生熱脆、蠕變、疲勞、應力腐蝕和裂紋等缺陷。根據DL/T 439—2006《火力發電廠高溫緊固件技術導則》標準,對其進行檢測是十分必要的,檢測項目主要包括光譜、硬度、金相和無損檢測等[1]。
由于電站高溫緊固螺栓的長徑比(L/D)大、規格雜、數量多,在役檢測受到工期限制,因此其無損檢測以超聲檢測為主,輔以其他檢測方法。檢測標準為DL/T 694—1999《高溫緊固螺栓超聲波檢測技術導則》和JB/T 4730—2005《承壓設備無損檢測》。
其中JB/T 4730—2005的“標準釋義”中明確表述“對于制造和在用螺栓件(坯件),由于螺紋已經加工,螺紋根部裂紋可采用小直徑縱波和小角度縱波斜探頭來檢測,其檢測靈敏度可采用根部裂紋或平底孔作為參考反射體來校正”[2]。
1 探傷原理
同一螺栓的絲扣型式都是一致的,它們對超聲波的反射條件也基本相同,所以在熒光屏上絲扣波的特征都是相似的。但是,一旦在某道絲扣處形成了裂紋,該處就形成了許多特殊條件,從而出現特殊波形的特殊變化。螺栓的探傷就是基于從絲扣反射波的一致性和普遍性中來識別具有特殊性的裂紋波的思路。
2 螺栓裂紋的形成原因和特征
電站中常用的結合面緊固螺栓,規格從M30×175至M165×870,大小不一。從型式上分為無中心孔(M120以下)和有中心加熱孔(M120以上)兩類高壓缸緊固螺栓。螺栓的工作狀態,有一端栽絲,一端螺帽,也有兩端螺帽緊固的。根據對斷裂螺栓的統計,前一種工作狀態的螺栓占斷裂總數的95%以上。斷裂的原因主要有兩個方面。
2.1 冷裂紋
對于直徑較小無加熱孔的螺栓,一般都在冷狀態下進行緊固。為了達到一定的緊力,使用扳手的板臂較長,有時還用大錘在板臂上進行敲打,使螺栓承受著較大的應力。
對于一端栽絲的螺栓,在緊固過程中,由于上工件的螺栓孔和螺栓之間留有一定的間隙,螺栓在孔里尚有左右擺動的余地。而在下工件,由于螺栓是栽在里面的,絲扣就沒有擺動的余地。緊固時,在上下工件結合面處的螺栓截面,除受有較大的縱向拉力F1外,還承受很大的剪切應力F2和其它彎應力、扭矩等力的復合作用,如圖1所示。位于結合面處的絲扣是最薄弱的截面,因此在該道絲扣中造成很大的應力集中。如果緊固工藝不當,錘打方向不正確或用力過猛,就很容易在該處裂開。有的雖然當時沒有產生裂紋,但其應力已達到很大值,在以后的運行過程中加上其它一些力的共同作用會慢慢地形成裂紋。
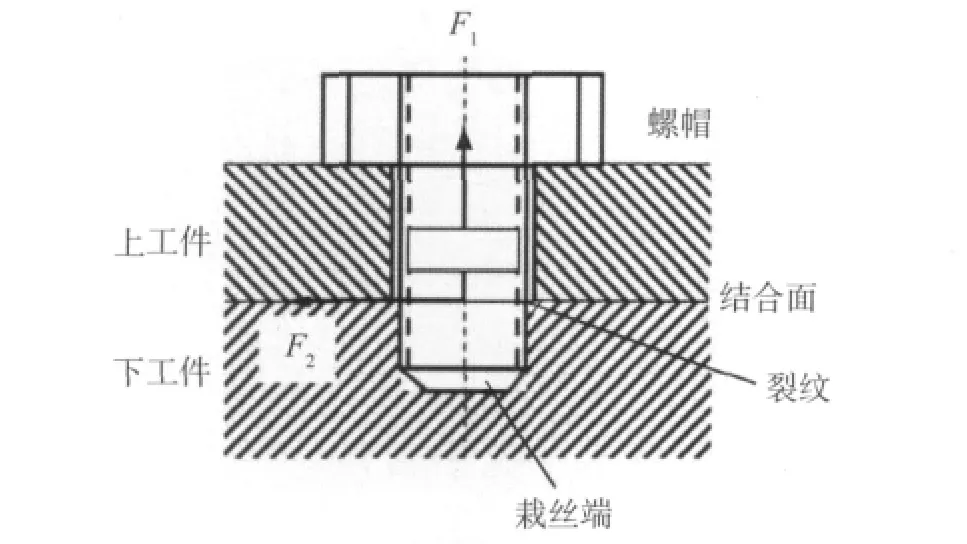
圖1 一端栽絲螺栓的受力圖
對M36×175的材料為ЭИ10(前蘇聯)的螺栓(25Cr2MoVA)作了三種緊固方式的應力測量,結果見表1。
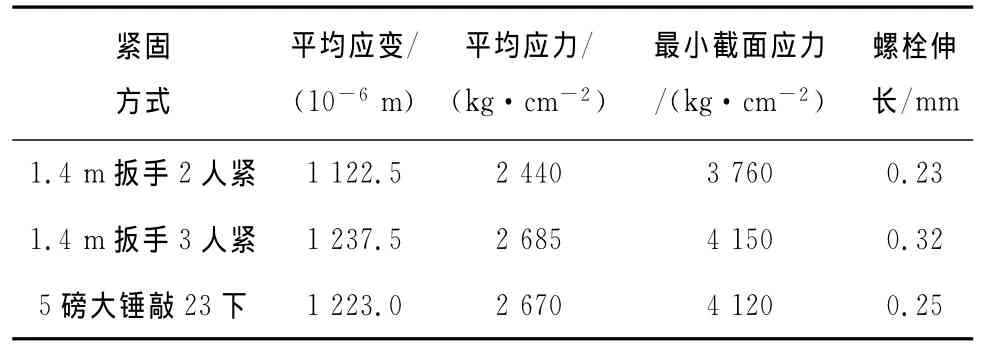
表1 不同緊固方式下的應力測量結果
材料ЭИ10的常溫屈服極限約80kg/mm2,500℃時的σs約60kg/mm2。
從上述測量情況可以看出,此類螺栓的除緊應力已達高溫屈服極限的70%,由于螺栓的直徑小,如果錘擊過猛和運行時其它綜合應力稍大,就很容易達到和超過材料的σs,從而產生斷裂現象。
上述裂紋被稱為冷裂紋,其特征是裂紋的部位在栽絲端工件結合面處的該道絲扣中,裂紋的走向是從絲扣裂向中心。
2.2 熱裂紋
高壓側氣缸的緊固螺栓中心均有加熱孔。緊固時在加熱孔中裝上電熱源或直接用氣焊對孔的內壁進行加熱,這就更增加了冷態下的緊力,從而避免在運行中因熱膨脹而造成松動,或使結合面的緊力不夠等不良現象。
這種螺栓的斷裂總的來說是因緊固和加熱不當而引起的。用電熱設備加熱的螺栓,斷裂情況極少,因為電熱源能在孔里作上下運動,加熱就比較均勻,溫度也易控制,溫差應力也小;采用氣焊加熱的螺栓,斷裂的現象比較多,斷裂的部位都在螺帽端,筆者分析認為加熱不當是促使其斷裂的主要原因。因為用氣焊加熱時容易造成加熱速度過快,加熱不均勻,局部加熱溫度過高,上下端和內外壁的溫差過大等弊病。經過多次拆裝加熱后,位于火焰高溫區的金屬性能降低,并且脆性增大,在顯微鏡下觀察有貝氏體和針狀馬氏體等淬硬組織出現,應力水平大為提高,加上緊固工藝不當,就很容易在孔內組織惡化的部位形成裂紋。
熱裂紋的特征為:斷裂的部位均在螺帽端相應于火焰高溫區的某一截面,裂紋的走向先是在加熱孔內壁形成裂紋,然后向外發展。
在對M140×710高壓缸螺栓(ЭИ10)的應力測量中可見,螺栓最小截面處的最大初緊應力僅為3420kg/mm2,所以只要緊固工藝和加熱方式得當,螺栓的初緊應力遠遠小于材料的σs,是完全可以避免出現斷裂現象的。
根據分析和實踐中的調查統計,外絲扣裂紋(冷裂紋)占螺栓裂紋的98%以上,同時這種裂紋也較內孔裂紋(熱裂紋)難發現。
3 絲扣波和裂紋波的特征分析
3.1 絲扣反射波的特征
(1)螺栓的絲扣一般呈60°的夾角(英制為55°)如圖2所示。當用直探頭在端面檢測,假設是中心波束(主波束)直接射至絲扣,則在絲扣的斜面上的入射角為30°,絕大部分能量將在螺栓中產生反射,極少一部分能量被反射至探頭接收。另外由于近端面絲扣的影響,中心波束也不易直接射至絲扣的斜面。所以,絲扣波的反射主要是由擴散波束(邊緣波束)所形成,但其能量要比主波束弱得多。
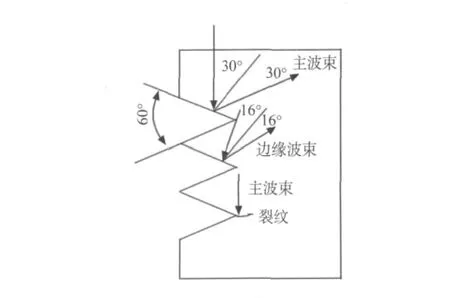
圖2 螺栓絲扣示意圖
假設使用晶片為φ12mm,2.5MHz的直探頭進行測試,根據公式θ=arcsin(1.22λ/D),可求得半擴散角θ=14°。
所以邊緣波束射至絲扣,在絲扣的斜面上仍有16°以上的入射角,在絲扣處的聲壓比(反射聲壓P/入射聲壓P0)很小。因此絲扣波和底波的能量差很大。如能改用高頻率大晶片的探頭(φ14mm,5MHz),則波束的指向性更好,半擴散角θ更小,波束在絲扣處的入射角更大,則聲壓比就更小,與底波的能量差也愈大。
(2)絲扣的反射波形比較一致,波幅相差較小。因為螺栓絲扣的形式是一樣的,對超聲波的反射除聲程稍有不同外,其它條件基本相同,因此反射波的能量差異不大(一般在3dB以下)。在熒光屏上的波幅差值不大于(29%)。即使個別絲扣有特殊良好的反射條件,其最高波幅和絲扣反射能量差也不超過4dB,顯示屏上的幅度差也不超過37%。
(3)兩個相鄰的絲扣對超聲波的反射無特殊的影響條件,所以在正常情況下,前絲扣不能破壞后絲扣的反射條件。
(4)絲扣對底波的反射沒有影響,在沿圓周探測時,底部反射波能量應該相等。
(5)同一絲扣在圓周各個部位的反射能量差距較大,探頭沿圓周探測時,波形時起時落。
3.2 裂紋反射波的特征
(1)在絲扣處一旦形成裂紋,因為裂紋是呈水平方向的,對入射波束就形成了垂直反射。這時探頭除接收到由擴散波束的反射能量外,尚能接收一部分主波束的反射能量。所以,裂紋處的聲壓比遠大于絲扣面的聲壓比,再加上裂紋處原絲扣波能量的重合,裂紋波幅度就大為增高,和其它絲扣波的能量差更大。
(2)裂紋波在絲扣反射波的普遍性和一致性中形成了最大的絲扣反射波。根據上面的分析可以知道,裂紋波的能量遠大于絲扣波。所以它可以在把所有的絲扣波全部抑制掉的情況下,單獨和底波存在,裂紋深度在1mm時,能量尚>6dB。
(3)裂紋破壞了下鄰絲扣的正常反射。絲扣處一旦形成裂紋,即使深度較小,但沿圓周總是會有一定的長度,它對下鄰絲扣的反射波起了阻擋作用。因此,在裂紋下鄰的絲扣波就成為絲扣波特殊的很小反射波。
(4)裂紋減弱了底部反射波的能量。無論裂紋大小,它總是超出了絲扣,對超聲波起了阻擋,因此,削弱了底波的反射能量。裂紋處的底波波幅總是較正常區低。
(5)裂紋是垂直于入射波束的,所以在裂紋兩側的反射條件是一樣的。當從螺栓兩端探測雖然聲程相差較大,但反射能量都很強。同時也能表現出上述的一些特征。對于同一個絲扣波來說,不可能兩端都出現強烈反射,因為絲扣波主要是擴散聲束的“距離-振幅”特征曲線下降很陡,即聲壓比隨距離的增加很快地降低。
若探頭沿圓周探測時裂紋波的變化比較平穩,則裂紋沿周向有一定的長度。
4 探傷一般要求及探傷方法
需要探傷的螺栓,其兩端面應進行機械加工,光潔度至少為▽6.3,且沒有氧化皮、銹蝕、凹坑、毛刺、油漆涂層及其它粘附物;對在役臨時停機檢修的螺栓,由于現場種種原因,允許用手工打磨的方法來制備探測面,使其達到探測要求。根據螺栓裂紋存在的方向和部位,采用手工探傷操作的掃查速度≤10mm/s,且需隨時監視探頭和工件接觸情況 要求保持良好的聲耦合;在保證有足夠的探傷靈敏度下,達到100%的探傷覆蓋率。為便于發現裂紋缺陷,允許在探傷掃查中使用高于規定的探傷靈敏度,但在對各項數據進行測定或記錄裂紋缺陷回波狀態時,則必須在規定的探傷靈敏度下進行。
4.1 儀器、探頭的選用
儀器采用CTS-22型超聲波探傷儀,儀器性能應按相關標準進行測定。實踐證明,只要掌握上述絲扣波和裂紋波的特征,在探測時正確控制儀器的靈敏度,用φ12mm,2.5MHz的探頭完全可以正確地識別出裂紋的反射波,如果選用φ14mm,5MHz的探頭則更為方便。至于頻率更高(≥10MHz)的探頭,因波束指向性更好,效果更佳。對于晶片的直徑也不宜過大,因為螺栓的端面不可能很平整,直徑愈大,接觸條件愈差,一般以φ12~14mm較為合適。
4.2 探測靈敏度的確定
利用超聲波檢查螺栓,最主要的是儀器工作靈敏度的調整。對于現場L/D較大的結合面螺栓,如果依照一般的常規試驗,應用標準試塊(或平底孔試塊)來作為確定探測靈敏度的依據,將會給探傷工作者帶來許多的困難,也無法區別裂紋和絲扣的反射波。因為靈敏度過高,絲扣波反射強烈,熒光屏上出現一片紊亂的絲扣波,難以辨別出裂紋波的反射波形,且裂紋產生的部位也各不相同。所以對各種不同規格的螺栓,難以選取與之相適用的標準試塊,也不可能把各種試塊都帶到現場去。
鑒于上述情況,如果能應用絲扣波本身反射能量的大小來確定探測靈敏度的依據,以此作為粗探,這樣將會得到滿意的結果。對于有疑問的部位可以依靠平底孔試塊來驗證探測結果的正確性。
靈敏度的調整如下[1]:將探頭置于螺栓的端面,調節“粗調”和“細調”旋鈕,使熒光屏上顯示出一次底部回波,再調節控制靈敏度的旋鈕,使另一端的絲扣出現二到三個反射波。波幅在20%以下,此靈敏度即為探測的基準靈敏度。
4.3 探測方法和波形分析[1]
(1)檢查一端栽絲狀態的螺栓,應該以螺帽端面作為主要工作面。因該種螺栓的裂紋,均位于結合面處(即栽絲端)的絲扣中,從螺帽端進行檢查,裂紋反射波的特征表現得特別明顯。檢查時要著重觀察該處的波形變化,當發現有可疑信號,可以從另一端進行復核,以便得到正確的判斷。
(2)檢查時探頭在端面作鋸齒形圓周運動,絲扣在圓周各部位的反射條件是不一致的。如果在恒定的基準靈敏度下探測,有些部位的絲扣波可能全部消失,而有些部位的絲扣波就大量增多,幅度增大。對于每一個部位,盡管條件不一,每一徑向位置都可以有一個與之相應的基準靈敏度點。所以探測時,探頭在沿圓周運動的同時必須沿徑向作往復運動,并隨時調節靈敏度,觀察每一徑向位置中的基準靈敏度。因為只有在這種基準靈敏度下,才能明顯地識別出裂紋的反射波。
(3)在基準靈敏度下,如出現波幅在40%以上的反射波,聲程距離與工件結合面處相符,并且圓周有一定的長度,則基本上可以認為是裂紋波。此時再結合下列幾點仔細分析便可得出正確的判斷:①改變靈敏度,觀察裂紋波與另一最強絲扣波之間的幅度差(最好是測分貝值),并與其它絲扣波之間的幅度差進行比較,看裂紋波是否明顯增大。② 降低靈敏度,使底波波幅為40%,觀察該處的底波幅度是否低于其它區域。③ 稍提高靈敏度,使熒光屏上出現4~5次絲扣波,將探頭自中心向邊緣慢慢移動,此時由于近探測面的絲扣對波束的阻擋,另一端的絲扣波均很快消失。如果有裂紋的話,由于中心波束的反射,就在這些絲扣波剛消失的時候,裂紋波尚能獨立存在,并有相當高的幅度,在圓周上亦存有一定的長度。④ 繼續提高靈敏度,觀察裂紋下鄰的幾個絲扣波是否較其它部位有明顯的阻擋作用。⑤改變“粗調”和“細調”,觀察二次波,在絲扣波全被抑制的情況下,裂紋波尚能單獨存在。⑥ 從一端探測,裂紋波也應有較大的反射能量,并在周向有一定長度,聲程也符合與結合面處的距離。改變靈敏度也能表示出上述的一些特征。波形特征如基本符合上述條件,則可以判定為裂紋波。
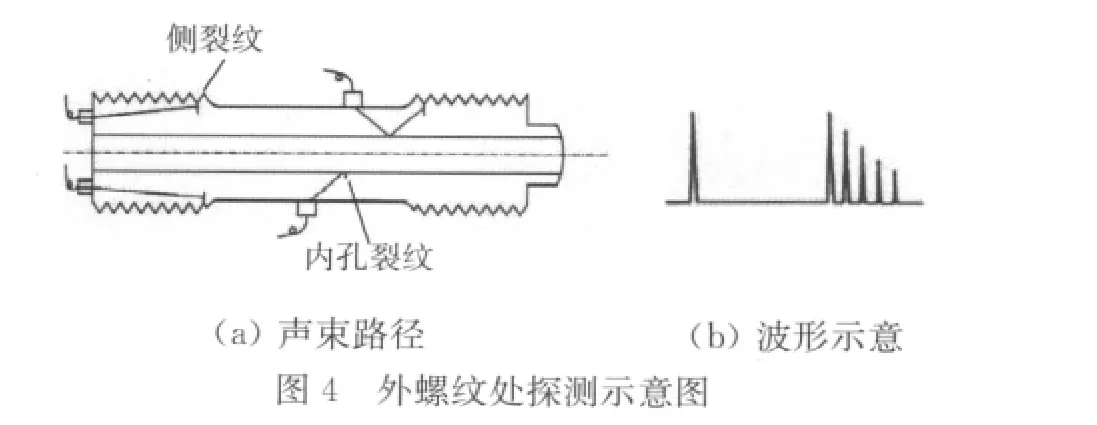
(4)檢查有加熱孔的螺栓,因裂紋均起始于內壁,因此可以用專用試塊來調整儀器的靈敏度。檢查時探頭應盡量靠近加熱孔,這樣可以避免絲扣波的不良影響。當發現可疑信號時,可以從一端進行復核。也可用50°斜探頭在螺栓中部及外螺紋處進行探測,如圖3和圖4。

(5)用直探頭從側面探測時,往往出現一些遲到波和變形波的干擾,但這些波形的聲程都較底部的一次回波信號遠。即使有個別變形波能混雜在絲扣波中,因為它不能表現出裂紋的特征。所以只要稍一移動探頭位置或從另一端進行校驗,這些波形還是容易識別的。
5 結語
上述方法僅是在工作中得到的一點粗淺的體會。螺栓裂紋的檢查(尤其是外壁絲扣裂紋)是一項復雜而細致的工作,對于無損檢測人員來說,必須根據探頭位置、波形特征等條件,隨時調整靈敏度,對各種情況進行綜合分析,這樣才能正確地識別裂紋的反射波。經實踐證明,應用上述方法,外壁絲扣中0.5mm的初期裂紋是完全可以被發現的。
[1]DL/T 439—2006 火力發電廠高溫緊固件技術導則[S].
[2]JB/T 4730.3—2005 承壓設備無損檢測[S].
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
海峽科技與產業(2016年3期)2016-05-17 04:32:12
