聲發射在精沖模具崩刃在線檢測中的應用
2012-10-23 05:39:44潘智鵬曹傳亮張祥林
無損檢測 2012年9期
潘智鵬,陳 鵬,曹傳亮,張祥林
(華中科技大學 材料科學與工程學院,武漢 430074)
精沖生產線上的模具沖頭發生崩刃是其常見的損壞形式之一[1],其在線檢測一直以來都是阻礙精沖生產線實現進一步自動化的難題。筆者提出利用聲發射信號分析原理來完成對模具崩刃的在線檢測方法。沖頭崩刃的主要原因是模具在沖壓過程中沖頭受力情況較差,作用在其邊緣的載荷大而集中,沖頭工作時其受壓應力,卸件時受拉應力,在交變應力的反復作用下,沖頭很容易發生崩刃[1]。在沖壓的過程中,金屬板材內部發生結構斷裂和組織破壞,在這個過程中晶格需要釋放應變能,一部分應變能將以彈性波的形式釋放出去,從而產生了聲發射現象(AE)。考慮到模具沖壓是一個不斷重復的過程,如果模具不發生崩刃,那么理論上在整個過程中的金屬板材的聲發射參數會呈現出相同的規律。如果能獲取主要參數,并弄清楚各參數的變化規律,便可以以此為依據捕捉沖頭崩刃的異常聲發射信號,進而完成對模具沖頭崩刃的檢測,為此提出了基于聲發射的模具崩刃在線檢測方法。
以下利用聲發射采集裝置對實際精沖模具生產過程進行檢測試驗,并對試驗結果進行詳細分析,在崩刃檢測方面做了些嘗試和探索,為日后專家檢測系統的研發提供參考。
1 金屬板材沖壓斷裂過程中的AE產生理論
1.1 金屬板材AE信號的板波理論
以常用的沖壓金屬板材為例,其厚度方向尺寸遠小于其它兩個方向,相應于一定的激勵條件,其中主要形成的是板波[2]。直觀上講,板波是由相對于z軸斜向運行的P波和SV波兩個分量組成,如圖1所示。
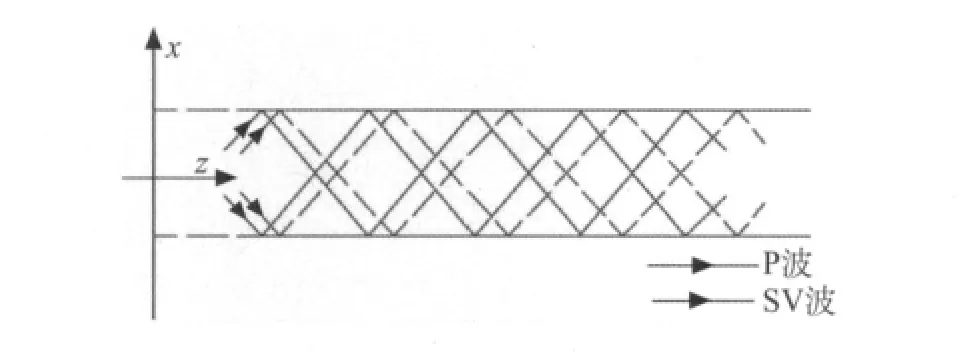
圖1 板波形成原理示意圖
設板波沿x方向傳播,板厚方向為z軸(z=d和z=-d),并設標量勢為Φ,矢量勢為Ψ=Ψ(x,z)(y方向的矢量),則其滿足以下方程:
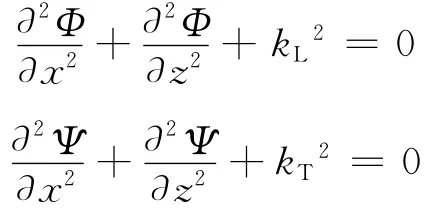
式中kL,kT分別為相應于縱波和切變波的波矢量。板中任意一點的位移矢量為V=gradΦ+rotΨ。在簡諧振動的條件下,求解得到對應于板中對稱波和反對稱波的波速[2]分別為:
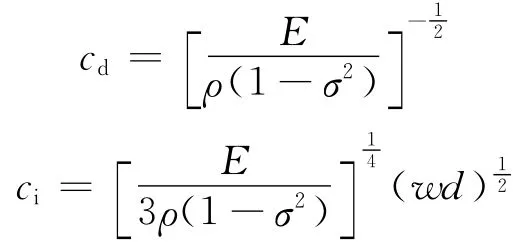
式中E為楊氏模量;σ為泊松比;ρ為密度;d為半板厚;w為角頻率。
很容易看出cd的速度是一個定值,無頻散效應;ci是一種彎曲波,其傳播速度與角頻率的平方根成正比,有頻散效應。金屬板材沖壓斷裂過程中,板材自身就是強聲發射源,受到模具沖頭的剪切力作用,因此主要產生彎曲類型的板波。而模具本身的損傷是多種應力波的組合,因此可以通過檢測板材沖壓斷裂過程中產生的聲發射板波來識別由于模具崩刃而產生的異常信號。
1.2 精沖過程的AE信號特征與產生機理
在精沖模具沖壓過程中,由于上凸模的快速下壓,聲發射信號為突發型。圖2為突發型標準聲發射信號簡化波形參數的定義,由這一模型可得到波擊(事件)計數、振鈴計數、能量、幅度、持續時間和上升時間等參數[3]。
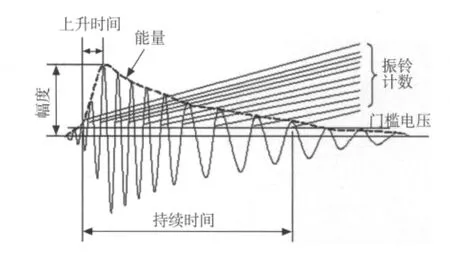
圖2 聲發射信號簡化波形參數定義圖
金屬板材沖壓過程中在上凸模急劇下壓的外力作用下,其內部形成了應力場,并產生相應的形變。外力增大時,應力和應變也隨之變大,此時材料處于高能量不穩定的狀態。范性變形和斷裂是材料在不同階段松弛應力的兩種主要方式,其釋放的一部分能量以應力波的形式進行傳輸,形成聲發射信號。
1.2.1 45號鋼板沖壓中范性變形的AE特性
試驗結果證實,晶體的范性變形是通過位錯運動來實現的[4]。穩定的位錯處于低能狀態,當受到外切應力τ作用時,點陣發生畸變,能量升高。位錯從高能位向低能位運動時,釋放出多余的應變能,其中一部分成為彈性振動波。在實際檢測中,由于檢測儀器靈敏度的限制,不是材料內部釋放的彈性波都能被儀器檢測到,因此,在材料中可動位錯的長度和位錯移動的距離存在一個低限,低于這個下限值將不能檢測到聲發射。Carpenter等人認為聲發射率與晶體內可動位錯密度變化有關,并提出兩者之間的關系式為:
式中dN/dt為單位時間的聲發射計數;ρm為可動位錯密度。
因此,大多數金屬板材料在屈服點附近出現聲發射計數率高峰。進入加工硬化階段后,聲發射計數率急劇減小。
1.2.2 45號鋼板沖壓斷裂的AE特性
材料在裂紋形成和擴展的動態過程中釋放應變能產生AE。由于不同材料的斷裂機制有很大的差異,由此產生的AE信號特性就有很大區別。試驗所用材料為45號鋼,具有較好的韌性,往往是在平面應力的條件下,以微孔集合形式發生金屬斷裂。裂紋尖端范性區的形成和裂紋的穩態擴展都會產生AE,但這些AE事件振幅都較小。精沖模沖頭的模具鋼中的非金屬涂層和合金成分對材料的AE特征有很大影響,界面的破壞和涂層的斷裂都能產生高于100dB的大振幅的AE事件。
2 精沖模具沖壓聲發射試驗
采用北京聲華公司生產的SAEU2S兩通道USB聲發射儀對實際運作的精沖過程進行實時檢測。沖裁的板料為45號鋼,表面磨削加工,鋼板尺寸為500mm×80mm×15mm,表面粗糙度為20μm。由于試驗材料為金屬型板材結構,確定采用雙通道即兩個傳感器,分布在模具上模的前后兩側,按照圖3所示布置傳感器。考慮到聲發射信號在傳播過程中可能出現的變異性,在對傳感器安置前需要對傳感器的安裝部位進行表面打磨以去除油漆、氧化皮或油垢等,在傳感器接觸面上涂抹適量耦合劑,按壓傳感器使之與被檢物體表面接觸,通過磁鐵安裝和固定。
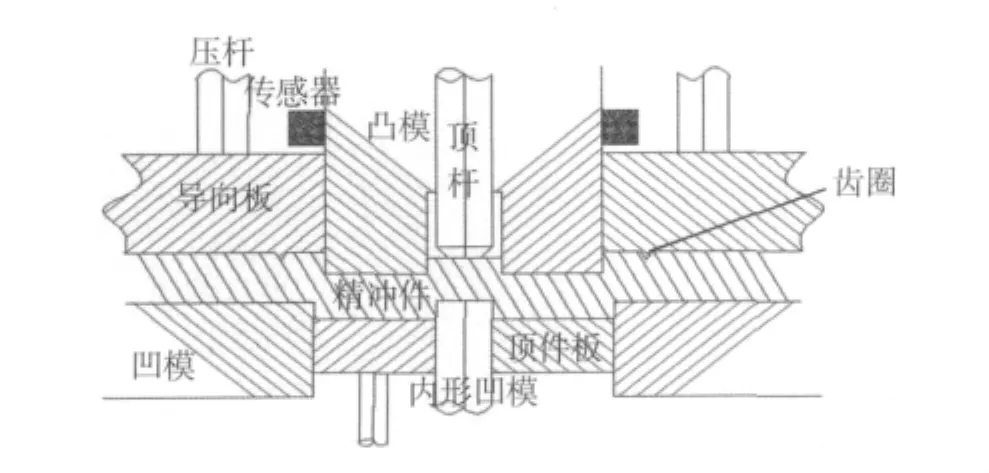
圖3 試驗裝置原理圖
聲發射系統的板卡主要參數設置為采樣頻率2500kHz,采樣長度131070,參數間隔600μs,鎖閉時間1000μs,軟件鎖閉時間300μs。通道主要參數設置為波形門限40dB,主放增益40dB,濾波器為高通,聲速5100m/s,參數門限40dB。
在各項參數設置好后,需要對系統進行靈敏度校正。傳感器靈敏度標定通常采用直徑為0.5mm的國產HB鉛筆芯折斷信號,筆芯與構件表面夾角為30°。設探頭1靈敏度為96dB,探頭2靈敏度為98dB。
3 試驗結果及分析
精沖的正常生產過程是個重復沖裁板料的過程,所測得的AE信號對應每次沖裁呈現周期性,圖4所示為檢測結果中截取的一個完整沖裁過程的AE信號。該信號可作為正常沖裁的AE信號,用于對比崩刃的異常信號。鋼材沖壓斷裂過程中聲發射參數變化過程反映了材料的斷裂過程。金屬材料沖壓斷裂過程中的聲發射源是金屬材料內部位錯的運動。彈性階段前期,位錯運動少,表現為幾乎沒有聲發射信號,對應為圖中前期的平整段。隨著載荷增加,位錯被迅速發動,聲發射撞擊和計數等參數增加,但位錯運動沒有明顯受阻,聲發射能量、幅度參數值沒有急劇增加,但AE信號波動較為明顯,在圖中對應起伏變化較大的階段。在塑性變形時,位錯運動量達到最大,滑移變形、孿晶變形等大位錯現象開始發生,應力發生再分布,產生了高頻率的聲發射信號,計數、撞擊、能量和幅度達到峰值。強化階段時,隨著金屬板材變形的繼續增加,位錯滑移受到阻礙,導致發生位錯堵塞,需要更大載荷發動堵塞的位錯堆,聲發射信號也相對減少。斷裂階段,隨著載荷增加,大量位錯堆積被拉動,位錯群急劇運動,聲發射信號急劇增加,材料瞬間發生斷裂,釋放出巨大能量,聲發射信號各參數達到極大值。
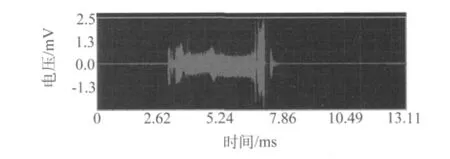
圖4 正常沖壓一個周期的AE信號
通過AE信號分析方法對圖4正常沖壓的一個周期內的AE信號進行分析處理,得到撞擊數、幅度、能量和振鈴計數四個參數在沖壓過程中隨時間變化的統計圖(圖5~8)。
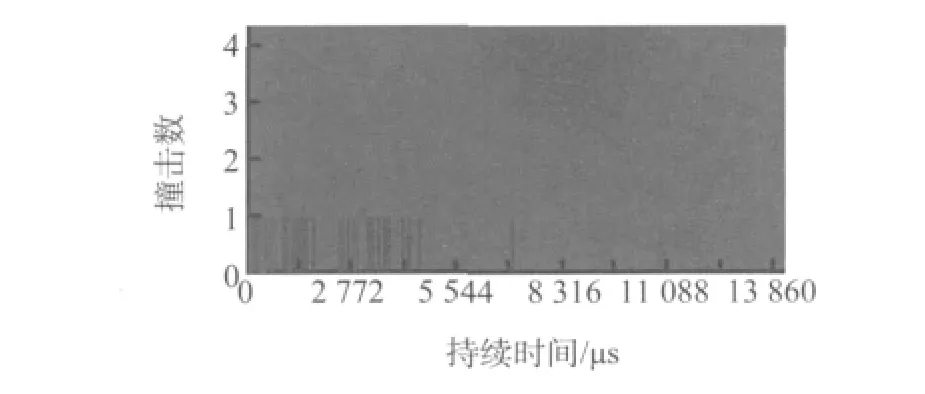
圖5 撞擊數-時間變化圖
從圖5中可以看出,板材在彈性階段初始沒有撞擊信號,隨后出現撞擊信號,且撞擊數量伴隨時間快速增加;屈服階段前后撞擊數量的信號急劇增加,撞擊數達到歷程圖中極大值;強化階段時間相對較長,信號撞擊數目初始較高,隨著時間增加逐漸減少,到斷裂前降至最低;斷裂階段撞擊信號突然急劇增加,但沒有屈服時撞擊數多,斷裂隨即發生,撞擊信號急劇下降。
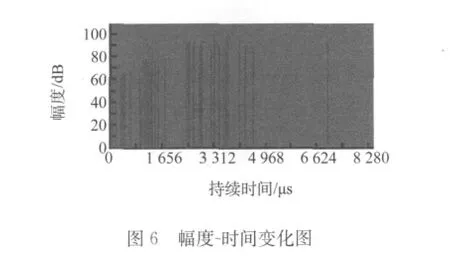
從圖6可知,在彈性階段和屈服前后階段,大量信號幅度低于65dB,少量信號高于70dB;在強化階段,信號基本上也是以低幅度(70dB)為主,少量的信號幅度在80~90dB之間,個別信號幅度超過90dB,斷裂階段信號幅值突然增加,斷裂瞬間達到但未明顯超過100dB。
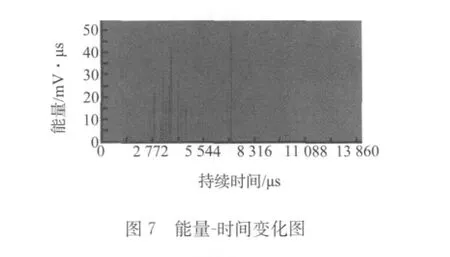
圖7顯示,沖壓過程中,在屈服階段能量出現極值;斷裂瞬間,能量快速釋放,出現極大值,其它各階段能量較小。能量分布表明沖壓過程中在屈服階段和斷裂階段是試樣能量釋放階段。
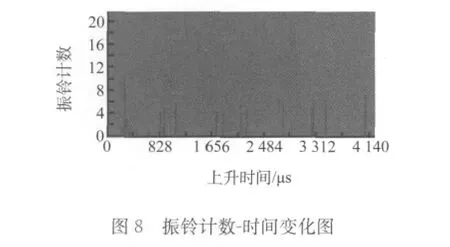
在圖8的振鈴計數圖中,彈性階段信號逐漸增加,在屈服階段聲發射計數急劇增加,達到一個極值,強化階段逐漸減少,計數仍保持較高值。斷裂階段前期計數值下降,后期計數信號急劇增加達到最高值,斷裂瞬間達到極大值。
比較分析各參數描述的材料斷裂過程,發現撞擊數更準確地描述了沖壓過程中鋼材的斷裂過程,而且在整個精沖過程中表現出很強的規律性。根據金屬板材沖壓變形的彈性、屈服、強化和斷裂4個階段來劃分,選擇五個AE信號周期進行統計,得到表1。
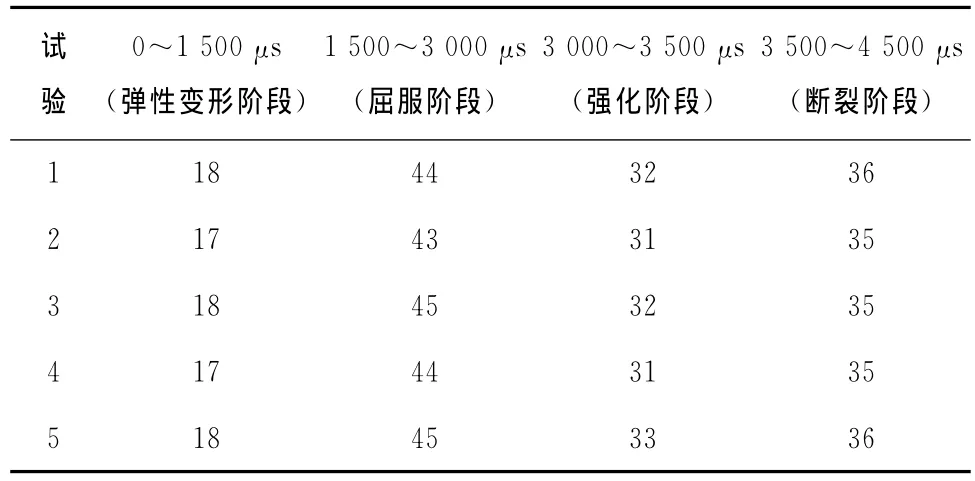
表1 撞擊次數統計表
表1可見,精沖模具正常工作時,撞擊數在沖壓整個過程體現明顯的規律性,而由金屬AE信號產生理論可知,當模具崩刃時,沖壓過程的撞擊次數會有明顯的增加趨勢,因此通過建立起特定鋼板材在特定環境中的的沖壓斷裂過程中AE信號的撞擊次數模型,將檢測信號撞擊數變化與模型對比,即可對模具的崩刃進行檢測。
4 結語
提出利用聲發射理論對精沖生產線的沖壓過程實施聲發射在線檢測的方法。通過分析正常沖壓過程中的聲發射信號,發現撞擊數呈現出明顯的規律,建立起金屬板材沖壓過程聲發射信號撞擊數的數學模型,從而可以利用此模型在線監測精沖模具的沖壓過程,對模具壞損情況進行預測。但是由于實際精沖模具生產線條件的復雜性,對檢測過程造成干擾,因此如何排除實際生產線上的外界干擾,獲取有效的聲發信號將成為后續此項研究的重點。
[1]梅瑛,黃大宇,弓金霞.冷擠壓沖頭的損壞形式研究[J].金屬成型工藝,1997(1):31-33.
[2]張志剛,闕沛文,雷華明,等.Lamb波與SH板波雙模式電磁超聲檢測系統的設計與實驗[A].工業儀表與自動化裝置,2005(3):22-24.
[3]沈功田,耿榮生,劉時風,等.聲發射信號的參數分析法[J].無損檢測,2002(2):72-77.
[4]張守茁,席鎮,楊殿魁,等.基于聲發射技術的金屬動態塑性摩擦研究[J].潤滑與密封,2006(11):109-114.
[5]姚曉山,張永祥,明延濤.基于經驗模態分解的齒輪裂紋聲發射檢測[J].無損檢測,2009(6):464-467.
[6]盧文祥,杜潤生.工程測試與信息處理(第二版)[M].武漢:華中科技大學出版社,2008.
[7]秦國棟,劉志明,王文靜.16Mn鋼疲勞過程中的聲發射特性研究[J].中國安全科學學報,2005(8):105-108.
[8]耿榮生,景鵬,付剛強.聲發射波形分析技術在復合材料故障評價中的作用[J].無損檢測,1999(7):289.
[9]Stefanie E.Stanzl-Tschegg,Louise Filion,et al.Strength properties and density of SO2polluted spruce wood[J].Holz als Roh - und Werkstoff,1999,57(2):121-128.
[10]Reiterer A,Stanzl-Tschegg S E,Tschegg E K.Mode I fracture and acoustic emission of softwood and hardwood[J].Wood Science and Technology,2000,34(5):417-430.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
海峽科技與產業(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
