ASG管腳焊縫超聲檢測缺陷定位
2012-10-23 04:59:22賀志清賈志興
無損檢測 2012年9期
賀志清,賈志興
(國核電站運行服務技術公司,上海 200233)
在ASG管腳焊縫超聲檢測中,受探頭、工件結構、焊縫成形等因素影響,會存在缺陷的定位不準的困難,進而影響檢測過程及結果。傳統繪圖法雖然可以解決大部分定位問題,但存在的問題頗多。如傳統繪圖法需要現場大量時間對焊縫進行取型及測量,增加了檢測人員的工作量;傳統繪圖法對尺寸測量步驟依賴性大,任一環節的疏忽都需要檢測人員重復去現場確認,而在核電廠存在輻射風險的特殊環境下,檢測人員無法長時間在現場工作。筆者在對國內某電廠ASG管腳焊接件(圖1)進行超聲波檢測時,缺陷在焊縫寬度方向的定位與射線底片存在明顯差異。筆者利用改良的作圖法找出了聲束穿透焊縫的聲程范圍與聲程、探頭所處位置三者之間的關系,采用圖表形式表示出來,準確確定了缺陷的位置。
1 檢測背景及難點
1.1 檢測背景
核島內輔助給水系統(ASG)管道與主給水系統(ARE)管道連接的管嘴焊縫為安放式全焊透管座角焊縫,其現場結構型式見圖1。主給水系統和輔助給水系統在核島較為重要,其安全級別分別為核2級及核2,3級。
1.2 檢測難點
受現場條件限制,無法使用射線及內表面超聲檢測方法對役前檢測進行跟蹤。筆者在對ASG管腳焊接件進行外表面超聲檢測時,探頭對缺陷的定位在焊縫寬度方向與射線底片之間存在明顯差異。究其原因可能是因焊縫表面余高及試件結構所致(圖2)。受試件結構影響,超聲檢測只能進行外表面檢測,且現場存在輻射風險,給檢測工作造成了一定的困難。
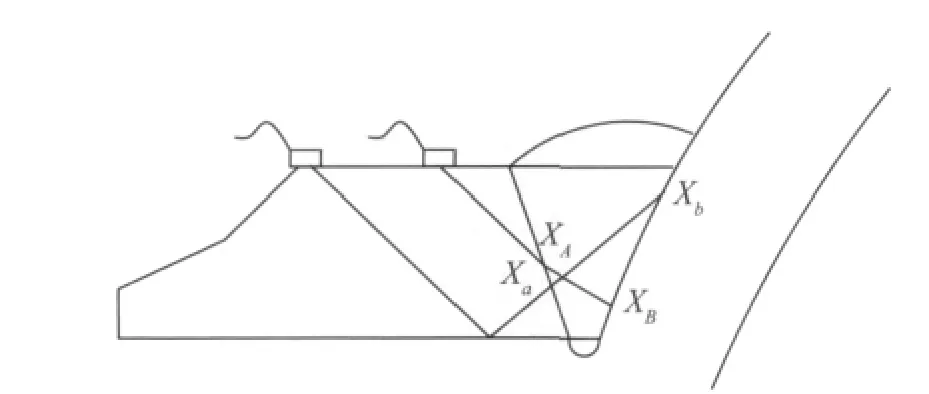
圖2 聲程范圍
2 方法的討論
2.1 圖表方法的討論說明
現假設探頭穿過工件過程中,一次波通過焊縫熔合面所截取的聲程范圍為XA-XB;二次波通過焊縫熔合面所截取的聲程范圍為Xa-Xb(圖2)。如圖所示,當檢測中發現異常信號在 XA-XB、Xa-Xb之內時,那么它即為缺陷信號。
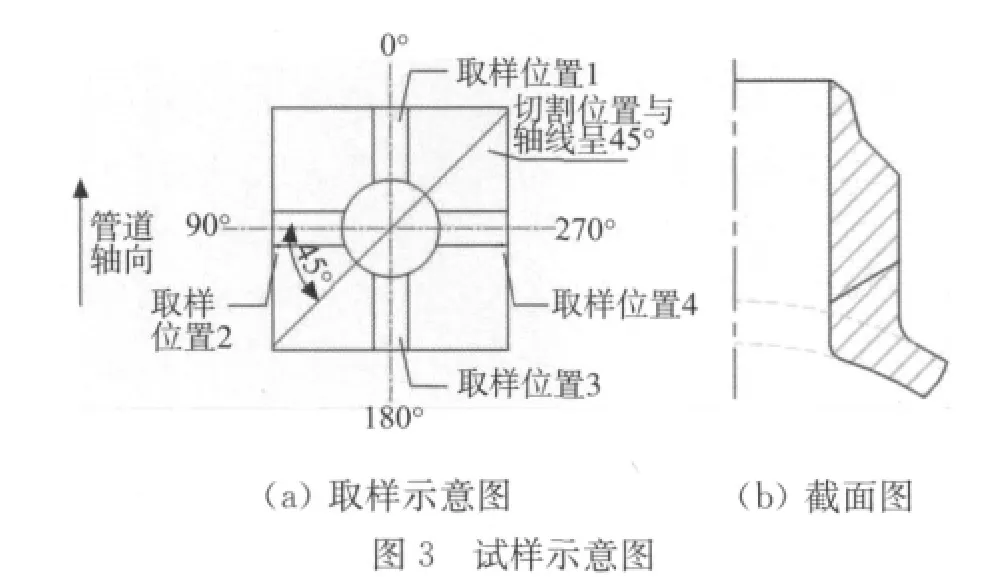
聲束在焊縫熔合面內的傳播不可見,但探頭所處位置的變化可見。而聲束在焊縫熔合面內的傳播與探頭位置之間存在一定關系。管腳焊縫各位置所具焊縫截面圖并不一致,如圖3所示。現選取90°,270°位置試樣示意圖,如圖3(b)所示。
在對該管腳焊縫進行超聲檢測時,所使用探頭的前沿長度L0=5mm、折射角45°,假設支管側焊縫外表面邊緣為P1點,支管側焊縫根部邊緣為P2點(圖4),則探頭在掃查過程中存在以下幾個基本狀態:
(1)位置A 探頭前沿緊鄰焊縫邊緣,超聲波以一次波入射,探頭入射點O與P1點的最小距離為L0。
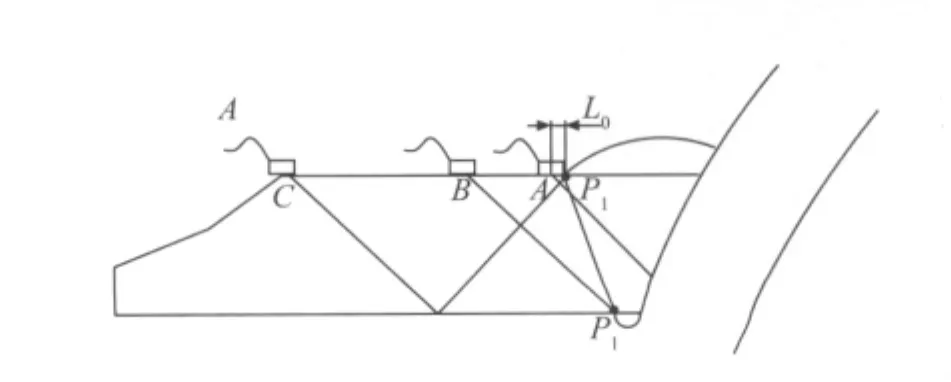
圖4 掃查狀態
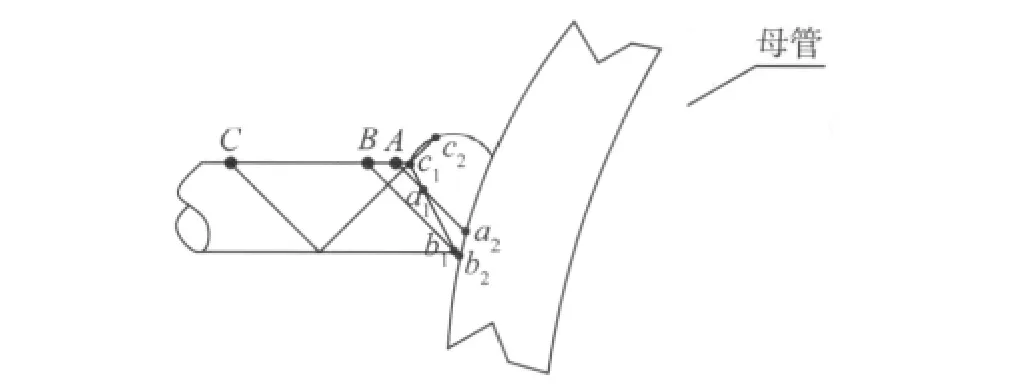
圖5 90°和270°位置
(2)位置B 超聲波以一次波入射,穿過支管側母材后到達P2點。
(3)位置C 超聲波以二次波入射,穿過支管側母材后到達P1點。
檢測過程中,探頭由位置A向遠離焊縫側逐步移動,探頭入射點O與P1點的距離L也逐步增大,并且:
(1)探頭處于位置A(L=L0)時,按照該管腳焊縫截面尺寸,超聲波在焊縫內穿過焊縫熔合面的聲程范圍為22.13mm。
(2)探頭遠離位置A向B移動時,超聲波均以一次波進行入射,L0<L≤LBP1。
(3)探頭遠離位置B向C移動時,超聲波均以二次波進行入射,LBP1<L≤LCP1。
(4)探頭遠離位置C以后,超聲波以三次波進行入射。
(5)聲束不發生改變(探頭入射點、入射角度不變)的情況下,L與聲束穿過焊縫熔合面的聲程(如圖2中的 XA-XB,Xa-Xb)存在唯一的對應關系。
2.2 圖表方法的應用
現仍采用前沿長度L0=5mm,角度為45°探頭,以試件90°,270°位置試樣為例。如圖5,當入射點為A時,記下探頭入射點位置L=L0=5mm,探頭入射點至a1的聲程表示為O-a1=16.73mm,則O-a2=38.86mm;當入射點為B 時,L=14.96mm,O-b1=50.06mm,O-b2=54.0mm;當入射點為 C 時,L=70.81mm,O-c1=100.12mm,O-c2=118.92mm。以L為橫坐標,探頭入射點至焊縫熔合面的聲程(設為X)為縱坐標,制作曲線如圖6。
以L-X 曲線為依據,假設發現一處異常信號,通過測量入射點距離焊縫邊緣的距離L,在坐標軸中找到相應的L位置,向上垂直畫線,交曲線于A,B兩點,找出對應縱坐標數值X1,X2,再讀取儀器顯示聲程值,如聲程值在X1-X2之間則為缺陷信號。同時根據缺陷聲程值所在X1至X2之間的位置,確定缺陷在焊縫中的位置是偏向主管道側還是偏向支管側,或是熔合區中間的缺陷,同樣也可判斷是否為熱影響區的缺陷。缺陷最大回波處的深度也較易得出。使用該方法可減少現場工作時間,方便而直觀地給缺陷定位。
2.3 公式法的討論說明
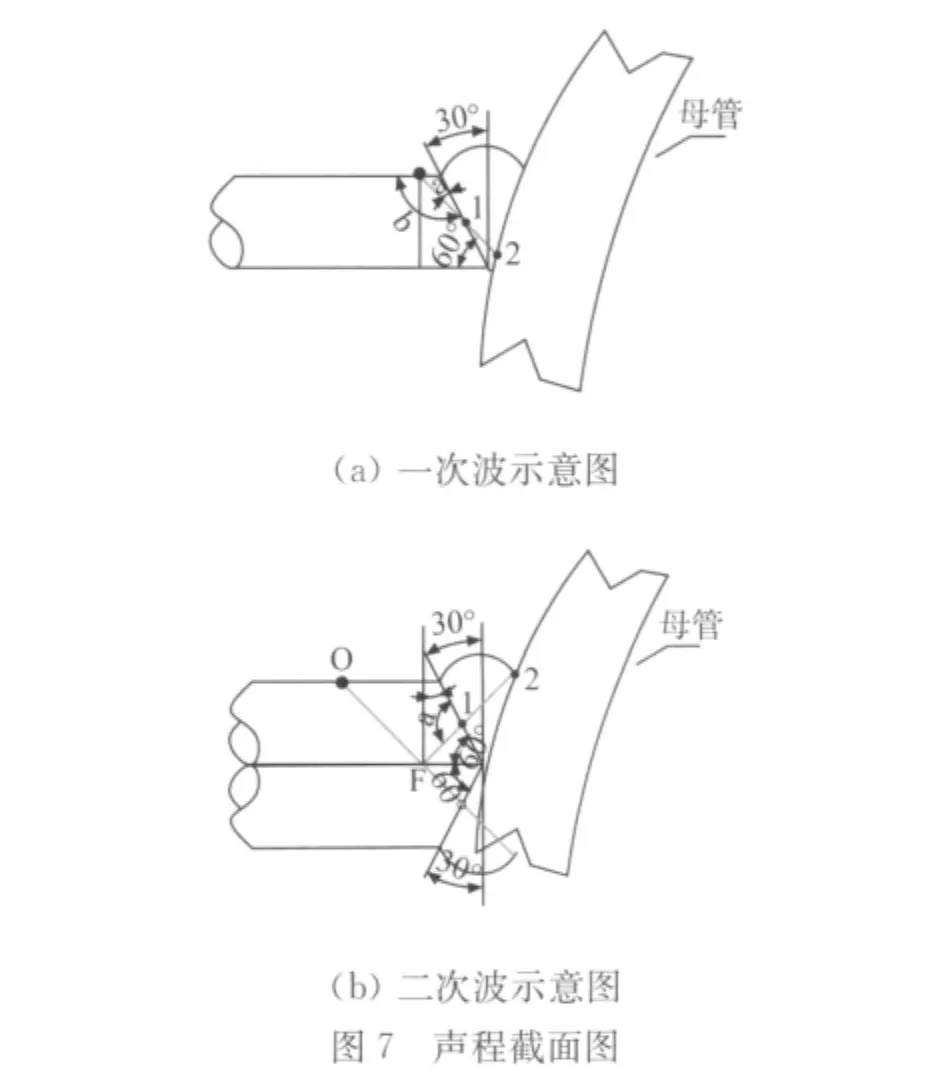
通過圖6可以得知,在一次波和二次波的聲程范圍中,L與聲束穿過焊縫熔合面的聲程X分別存在函數對應關系。分別畫出該探頭一次波及二次波的聲程截面圖,如圖7。
現繼續選用45°探頭,通過圖7(a)可得L/sina=S0-1/sinb。現已知坡口角度,通過計算得a=15°,b=120°;故可得S0-1=L·sinb/sina=3.346L。S1-2=S0-2-S0-1,S0-2為檢測中已知,故聲束穿過焊縫熔合面的聲程X(S1-2)=S0-2-3.346L。即單純為 X與L的關系。在一次波狀態下,就可以采用該公式方便地判斷缺陷位置。
繼續選用45°探頭,已知坡口角度及支管厚度為35mm,同樣通過圖7(b)可得S0-2=S0-F+SF-1+S1-2;已 知 S0-F=49.5mm,由 三 角 函 數 得 SF-1/sin30°= (35+L-35/tan30°)/sin105°,則 SF-1=(0.5L-12.8)/0.965。S1-2=S0-2-S0-F-SF-1,在S0-2-S0-F已知的情況下,同樣可以確定聲束穿過焊縫熔合面的聲程X與L的關系。
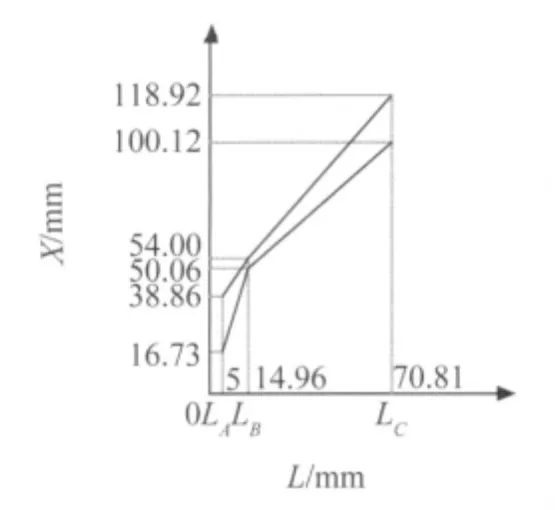
圖6 5P6×6的45°探頭圖表
上述兩種方法在實際操作中方便簡單,但同樣存在不足,該方法中公式及圖表僅針對單個角度探頭,如需多種角度檢測,前期準備較為繁瑣。計算法受數值精度影響同樣會產生誤差。對于檢測試件也僅限于對固定角度(以上僅針對270°,90°)位置試件,一般僅對幾處典型角度位置試件進行如上曲線制作。其它幾處角度與角度之間的缺陷位置坐標圖校正則需要大量試驗驗證。
3 結語
缺陷定位對ASG管腳焊縫的評定很重要,以上方法僅限于固定角度位置試件檢測,而角度與角度之間的缺陷位置坐標圖校正需要大量試驗驗證。以上方法都是建立在缺陷的最高回波為探頭中心聲束上,而在實際工作中受缺陷取向等原因影響,缺陷的最大反射波不一定為探頭中心聲束所經過,故仍存在超聲檢測的方法誤差。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
