辛辛那提數控車床刀塔控制原理及故障分析
2012-10-23 10:02:38宓方瑋董春強
制造技術與機床 2012年2期
關鍵詞:故障
宓方瑋 田 軍 董春強
(中國工程物理研究院機械制造工藝研究所,四川綿陽 621900)
CINCINNATI-AILACRON系列數控車床是某企業20世紀90年代初購買的設備。其采用ACRAMATIC 850TC數控系統,經過近20年的使用,元器件磨損老化,導致故障頻發,特別是刀塔故障表現尤為突出,嚴重影響設備使用。我們通過對機床技術資料的認真分析和現場的反復檢查,在吃透其刀塔結構及控制原理的基礎上陸續解決了一系列刀塔運行故障,徹底消除了故障根源,恢復了設備正常運行。
1 故障現象
故障主要表現在:刀塔轉速變慢或不穩定,時快時慢;無法準確分度,刀塔不到位;故障出現后刀盤處于伸出狀態,不能歸位;系統出現10976或10955號報警。出現上述問題后即便排除了故障也會導致機床必須執行一系列初始化操作,重新校準各伺服軸、刀塔零位、卡盤、尾座等部件后才能正常啟動,帶來很大麻煩。
2 刀塔控制原理分析
2.1 刀塔及運行簡介
CINCINNATI-AILACRON系列數控車床刀塔采用的是由液壓馬達驅動的雙聯的冠狀刀盤(Crown Turret)和盤式刀盤(Disc Turret),各有6個刀位。工作時,由編程或手動輸入指令,啟動后,刀塔松開并伸出,2個刀盤同時轉動,旋轉方向固定,不能反轉。分度到指令刀位附近時,減速并停止,刀塔縮回并夾緊,完成一次換刀操作。
2.2 刀塔控制原理
正常狀態下,刀塔完成一次換刀過程需要按照如下電氣及液壓控制順序進行:
(1)當一個換刀指令被執行后,系統需要讀取初始刀位信息。刀位信息是由3個刀塔接近開關:14-LS、15-LS、16-LS提供的二進制信號組合而成,見表1刀塔位置限位開關組合邏輯表。每一個刀位對應一組不同的二進制碼,并在到達刀位后由I/O模塊上顯示出來。當CNC系統讀取的初始刀位信息與指令刀位信息不一致時,換刀開始執行。

表1 刀塔位置限位開關組合邏輯表
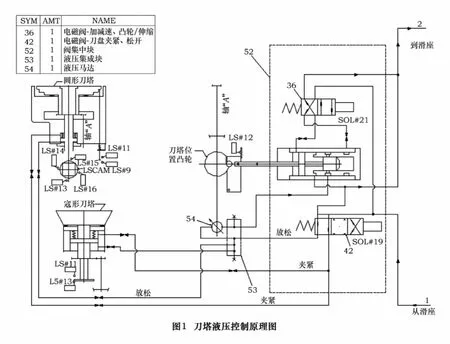
(2)SOL19為刀盤松開/夾緊電磁閥,線圈得電后,推動閥芯到42號位置,即刀盤松開位置,參見圖1。液壓油輸向刀塔的放松油缸,刀塔開始軸向移動到放松位置。限位開關8-LS和9-LS被觸發。
(3)2個刀盤放松時,限位開關10-LS和11-LS處于觸發狀態,同時I/O模塊上的LED10-2點亮。
(4)電磁閥SOL21上電,閥芯移動到如圖1的36號的位置,LED14-4點亮,加-減速電磁閥驅動活塞開始從凸輪(CAM)位置回退,同時液壓馬達開始旋轉。液壓馬達通過一組齒輪驅動2個刀塔旋轉,當閥的活塞從凸輪位置進一步回退時旋轉速度加快。
(5)在相鄰分度位置之間,限位開關13-LS斷開,每一次到達一個分度位置時13-LS閉合,LED10-4點亮;13-LS的閉合和斷開,系統計一個刀位位置的數,刀塔繼續旋轉直到目標刀位,電磁閥SOL21掉電,閥芯從36號位置移動到失電位置,LED14-4熄滅。
(6)加-減速電磁閥開始朝凸輪方向前移,因為活塞前移,排油線路變得更加受限制,液壓馬達減速,刀塔旋轉速度降低。當活塞到達凸輪位置最低點,液壓電動機繼續驅動分度齒輪組向最終位置運動,并停止。
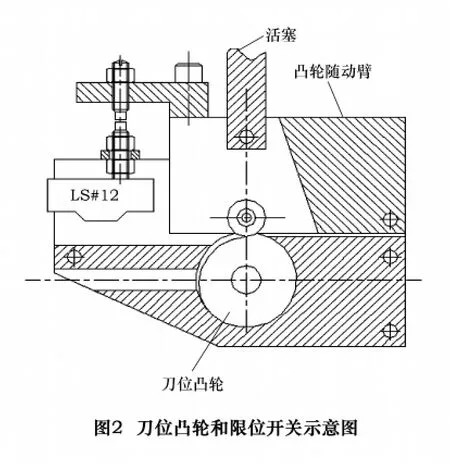
(7)限位開關12-LS是用來檢測刀位凸輪旋轉到最終位置,即凸輪最低點的接近開關。到達最終位置,12-LS接通,LED10-3點亮。參見圖2。
(8)到達目標刀位,3個刀塔接近開關顯示的二進制碼符合指令要求,則刀盤停止旋轉。
(9)電磁閥SOL19掉電,閥芯從42號位置移動到掉電位置,LED14-3熄滅,2個刀塔開始夾緊。
(10)當2個刀盤夾緊后,限位開關8-LS和9-LS接通,LED10-1點亮。
(11)再延遲1 s后,“CYCLE HOLD”被釋放,結束上述換刀順序的操作,并完成換刀任務。
3 故障分析
3.1 報警號含義及分析
報警號10976的含義是:TURRER ERROR LIMIT SW刀塔錯誤——限位開關。刀塔限位開關故障或操作故障。
原因1:限位開關反饋信號不正確時,按下了“GRID ALIGN”(柵格校準)鍵。
正確的設備狀態:
輸出 SL-TURR-UNCL (19-SOL)OFF
輸入 LS-TURR-CLMP (9-LS) ON
輸入 LS-TURR-STR (13-LS) ON
輸入 LS-TURR-STR (12-LS) ON
原因2:在接收到刀塔松開反饋信號時,試圖進行程序換刀。
正確的設備狀態:
輸出 SL-TURR-UNCL (19-SOL)OFF
輸入 LS-TURR-NUCL (11-LS) OFF
輸入 LS-TURR-CLMP (9-LS) ON
原因3:試圖使刀塔松開,而在8 s內未能收到正確的反饋信號。
正確的設備狀態:
輸出SL-TURR-UNCL (19-SOL)ON
輸入LS-TURR-NUCL (11-LS) ON
輸入LS-TURR-STR (13-LS) ON
輸入LS-TURR-STR (12-LS) ON
原因4:在刀塔分度旋轉完成之前,已收到最終的刀塔位置信號。
正確的設備狀態:
輸出SL-TURR-IND (21-SOL)ON
輸入LS-TURR-FNL (12-LS) OFF
原因5:試圖夾緊刀塔,而在10 s內未能接收到正確的反饋信號。
正確的設備狀態:
輸出SL-TURR-IND (21-SOL)OFF
輸入LS-TURR-FNL (12-LS) ON
輸入LS-TURR-NUCL (11-LS) ON
輸出SL-TURR-UNCL (19-SOL)OFF
輸入LS-TURR-CLMP (9-LS) ON
報警號10955的含義是:TURRET ERROR LS TUR STR刀塔分度失效。
原因:試圖進行刀塔分度,而刀塔13-LS定時選通信號不正確。
正確的設備狀態:
輸入LS-TURR-TR (13-LS) 通150 ms,斷250 ms。
3.2 故障分析
從上述刀塔控制原理和報警號含義分析,可知刀塔的控制涉及十分復雜的邏輯關系。按照刀塔換刀原理的順序對涉及到的所有輸入、輸出信號進行了檢查,正常換刀過程中這些信號和接近開關都是正常的,但通過進一步的觀察發現刀塔轉速一旦變慢就會出現上述故障,看來刀塔的轉速問題是引發故障的根源。
通過對刀塔控制原理的進一步分析,我們這樣解釋故障產生的原因:由于CINCINNATI 850TC數控系統生產年代較早,沒有使用現在數控設備上通常使用的PLC,而是采用硬件電路來實現對輸入、輸出的時序邏輯控制。在刀塔的控制上沒有采用伺服電動機+脈沖編碼器的方式,而是采用了液壓馬達。液壓馬達的轉速由液壓壓力控制,方向固定,不能反轉,加減速由凸輪旋轉推動液壓缸桿控制流入液壓馬達的進油量來實現。這就決定了換刀時必須按照設計規定的時序進行,一旦刀塔旋轉的速度過慢或過快都會破壞正常的邏輯控制順序,在規定的時間內沒有到達相應的刀位,會造成超時錯誤邏輯,從而引發上述報警。
4 故障處理
明確了故障原因,我們的維修就可以做到有的放矢了。造成液壓馬達轉速變慢的原因主要有以下幾個方面:液壓回路總壓力降低;刀塔液壓回路壓力由于泄漏或堵塞降低;SOL21電磁閥故障或閥芯活動失靈或堵塞;油缸泄漏;液壓馬達漏油或存在故障;液壓馬達連接松動;SOL19故障造成刀盤放松沒有完全到位;凸輪機構連接松動等。
故障處理案例1:現象——刀塔速度慢。檢查液壓系統壓力為3.45 MPa,而正常時液壓系統壓力為4.14 MPa,調節壓力調整螺桿,最高壓力也僅能調節調節到3.59 MPa。經查液壓油使用期限過長。清洗油路,更換液壓油和濾芯后,液壓回路壓力恢復到4.14 MPa的正常值,刀塔速度恢復正常。
故障處理案例2:現象——刀塔速度時快時慢。檢查液壓系統壓力為4.14 MPa,調節為4.48 MPa后,刀塔速度未見有明顯變化。拆下SOL21電磁閥進行檢查,發現其閥芯活動不甚靈活,用煤油清洗后,裝回,刀塔恢復正常。
故障處理案例3:現象——刀塔速度時快時慢。檢查液壓系統壓力為4.14 MPa,SOL21電磁閥亦正常,刀塔液壓回路各節點沒有漏油現象。進一步的檢查發現液壓馬達的連接有松動,存在間隙,調整后,刀塔恢復正常。
故障處理案例4:現象——刀塔無法旋轉。檢查刀盤夾緊/放松電磁閥SOL19無放松信號,機床I/O模塊上相應的輸出信號SL-TURR-UNCL沒有輸出,LED15-3不亮。取出I/O模塊上的15號板卡,發現其中15-3的FU3保險燒斷,更換后還是燒斷。進一步檢查發現19-SOL線圈損壞,更換19-SOL電磁閥和FU3保險后,LED15-3點亮,故障消失。
5 結語
在該設備的維修過程中,我們有些維修人員一開始往往依據報警信息的內容去檢修,結果費了半天力氣也沒有查出個所以然來,既耽誤了維修時間又耽誤了產品加工。所以說要搞好數控維修工作一定要多看資料多積累,在搞明白控制原理的基礎上再去修理就會目的性明確,從而達到事半功倍的效果。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
