Kostyrka運(yùn)動件鎖緊裝置在機(jī)床旋轉(zhuǎn)類功能部件中的應(yīng)用*
2012-10-23 10:03:02高秀峰
制造技術(shù)與機(jī)床 2012年2期
高秀峰 孫 璐
(①沈陽機(jī)床(集團(tuán))設(shè)計(jì)研究院有限公司,遼寧沈陽110142;(②沈陽鐵路局沈陽通信段,遼寧沈陽 110020)
旋轉(zhuǎn)類功能部件是機(jī)床功能部件的核心部件,如銑頭、轉(zhuǎn)臺、刀架等部件一直是多軸聯(lián)動加工中心的核心部件,常用于加工具有復(fù)雜型面的精密零部件。由于許多零部件具有多角度平面,需要切削刀具除了能夠擺動進(jìn)行多角度加工之外,還能夠?qū)崿F(xiàn)定向定角度加工,因此,這樣的加工需求就要求旋轉(zhuǎn)類功能部件應(yīng)當(dāng)具有角度分度及定位夾緊的功能。為了實(shí)現(xiàn)角度分度及定位夾緊的功能,國內(nèi)外各生產(chǎn)企業(yè)通常采用的方法有[1-3]:雙齒盤定位夾緊、三齒盤定位夾緊、剎車片定位夾緊、U形叉體定位夾緊、碟形彈簧定位夾緊和液壓夾緊套定位夾緊等方法。由于液壓夾緊套具有夾緊面積大、夾緊扭矩大、夾緊狀態(tài)穩(wěn)定可靠等諸多優(yōu)點(diǎn),在機(jī)床旋轉(zhuǎn)類功能部件中得到了日益廣泛的應(yīng)用。而在液壓夾緊套的生產(chǎn)企業(yè)中,只有德國Kostyrka的各項(xiàng)技術(shù)最為成熟,在國內(nèi)外各機(jī)床企業(yè)中得到了廣泛的應(yīng)用。
1 Kostyrka運(yùn)動件鎖緊裝置
德國Kostyrka是一家專業(yè)生產(chǎn)運(yùn)動件鎖緊裝置的世界頂級供應(yīng)商。在車床刀架、加工中心的銑頭與轉(zhuǎn)臺、壓力機(jī)的運(yùn)動橫梁、沖剪機(jī)床的壓緊板材機(jī)構(gòu)、夾具系統(tǒng)的運(yùn)動導(dǎo)桿等場合有著非常廣泛的應(yīng)用。
Kostyrka運(yùn)動件鎖緊裝置可以用于直線運(yùn)動與旋轉(zhuǎn)運(yùn)動的夾緊。在機(jī)床功能部件的應(yīng)用當(dāng)中,大部分則被用于旋轉(zhuǎn)運(yùn)動的定位夾緊。
Kostyrka用于旋轉(zhuǎn)運(yùn)動定位夾緊的運(yùn)動件鎖緊裝置一共分為3類(圖1),分別是單法蘭型液壓夾緊套、雙法蘭型液壓夾緊套與液壓夾緊環(huán)。
1.1 Kostyrka運(yùn)動件鎖緊裝置的工作原理
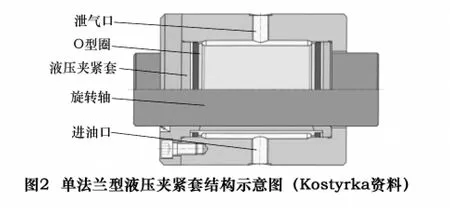
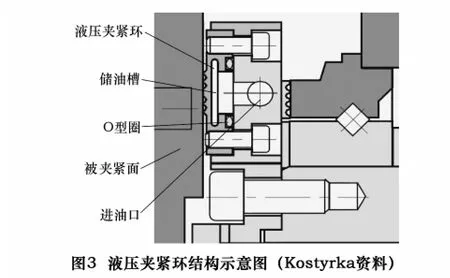
Kostyrka運(yùn)動件鎖緊裝置由彈性較強(qiáng)的銅合金構(gòu)成,如圖2及圖3所示,在銅合金的內(nèi)側(cè)或外側(cè)置有可以通入壓力油的儲油槽,儲油槽的四周置有密封裝置,當(dāng)儲油槽中通入壓力油時(shí),銅合金通過彈性變形實(shí)現(xiàn)對運(yùn)動件的定位夾緊;當(dāng)去除壓力油時(shí),銅合金通過彈性變形進(jìn)行復(fù)位,從而解除對運(yùn)動件的鎖緊。
1.2 Kostyrka運(yùn)動件鎖緊裝置鎖緊扭矩經(jīng)驗(yàn)公式
單法蘭型液壓夾緊套夾緊扭矩經(jīng)驗(yàn)公式為

式中:Md為夾緊扭矩;d為被夾緊軸直徑;L為夾緊套軸向長度;a為法蘭軸向長度;P為壓力油壓力;u為摩擦系數(shù)。式(1)用于單法蘭型夾緊套,式(2)用于雙法蘭型夾緊套。
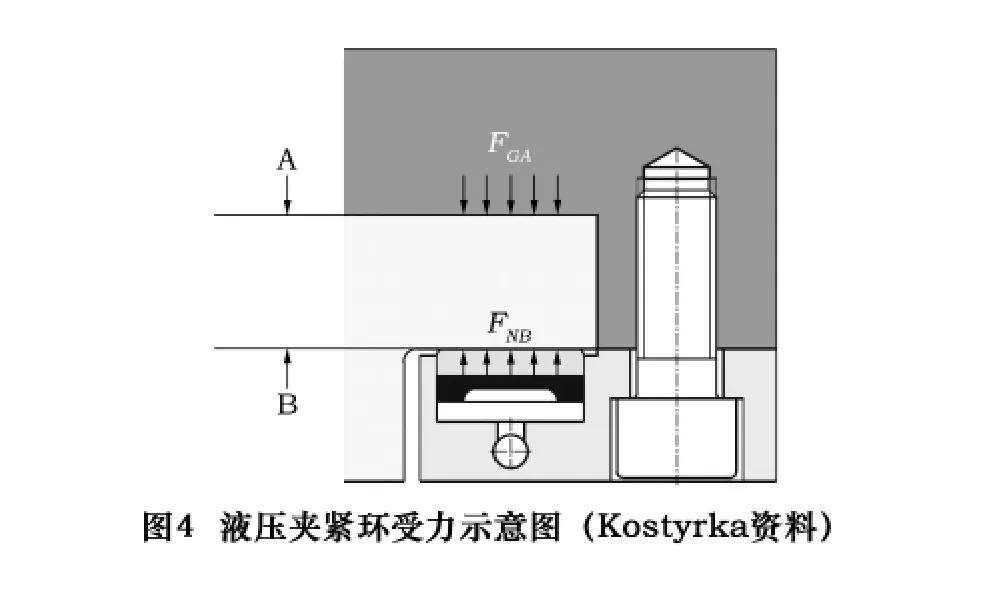
如圖4所示,液壓夾緊環(huán)夾緊扭矩經(jīng)驗(yàn)公式如為

式中:FK為摩擦力;FGA為反作用壓力;μA為A面的摩擦系數(shù);d為液壓夾緊環(huán)內(nèi)外徑的平均直徑。
1.3 Kostyrka運(yùn)動件鎖緊裝置使用原則
Kostyrka運(yùn)動件鎖緊裝置在使用過程中,應(yīng)當(dāng)遵循以下原則。
1.3.1 安裝配合原則
(1)單/雙法蘭型液壓夾緊套在安裝之后,應(yīng)當(dāng)保證其與殼體及被夾緊軸的配合公差均為H7/g6。若配合間隙過小,則不僅增加了工件的加工難度,還增加了裝配體的裝配和調(diào)試難度;若配合間隙過大,則極有可能發(fā)生夾緊扭矩不足或定位夾緊時(shí)被夾緊軸出現(xiàn)打滑的現(xiàn)象。
(2)液壓夾緊環(huán)可以安裝到被夾緊軸上或靜止的殼體上,在安裝之后,應(yīng)當(dāng)保證夾緊面與被夾緊面之間的間隙為0.1 mm。若間隙過小,則有可能發(fā)生夾緊面與被夾緊面之間的摩擦現(xiàn)象;若間隙過大,為了保證夾緊扭矩而增大壓力油的壓力,則有可能發(fā)生銅合金由于變形過大而產(chǎn)生塑性變形,最終不能復(fù)位的現(xiàn)象。
1.3.2 被夾緊軸/面的技術(shù)要求
(1)被夾緊軸/面的硬度應(yīng)當(dāng)>25 HRC,否則,被夾緊面容易產(chǎn)生壓饋失效;同時(shí),還應(yīng)具有足夠的被夾緊剛度,避免夾緊變形。
(2)被夾緊軸/面的表面粗糙度應(yīng)當(dāng)滿足Ra≤1.6 μm的要求。表面若太光滑,則增加了單件的加工成本;若太粗糙,則減少了夾緊面與被夾緊面之間的接觸面積,減小了夾緊扭矩,并加劇了液壓夾緊套的磨損,降低了使用壽命。
(3)單/雙法蘭型液壓夾緊套夾緊的旋轉(zhuǎn)軸在精度設(shè)計(jì)時(shí),應(yīng)當(dāng)保證該尺寸鏈的封閉環(huán)同軸度≤0.03 mm。
1.3.3 單/雙法蘭型液壓夾緊套安裝時(shí)的預(yù)緊原則
單/雙法蘭型液壓夾緊套兩端的密封區(qū)域并不能用于傳遞夾緊扭矩,在軸向力的作用下,有可能會發(fā)生軸向移動而加速密封圈的磨損。因此,在安裝單/雙法蘭型液壓夾緊套時(shí)應(yīng)當(dāng)對其進(jìn)行預(yù)緊。
(1)單法蘭型液壓夾緊套由于只有一個(gè)法蘭,因此,不能對其進(jìn)行軸向拉長預(yù)緊。當(dāng)壓力油壓力較小時(shí),由于軸向力較小,因此可以不進(jìn)行預(yù)緊。但當(dāng)壓力油壓力>100 MPa時(shí),在殼體靠近單法蘭型液壓夾緊套無法蘭的一側(cè)應(yīng)當(dāng)設(shè)計(jì)一個(gè)凸臺,凸臺與單法蘭型液壓夾緊套的軸向間隙<0.5 mm,當(dāng)單法蘭型液壓夾緊套發(fā)生軸向移動時(shí),可以依靠凸臺阻止其移動。
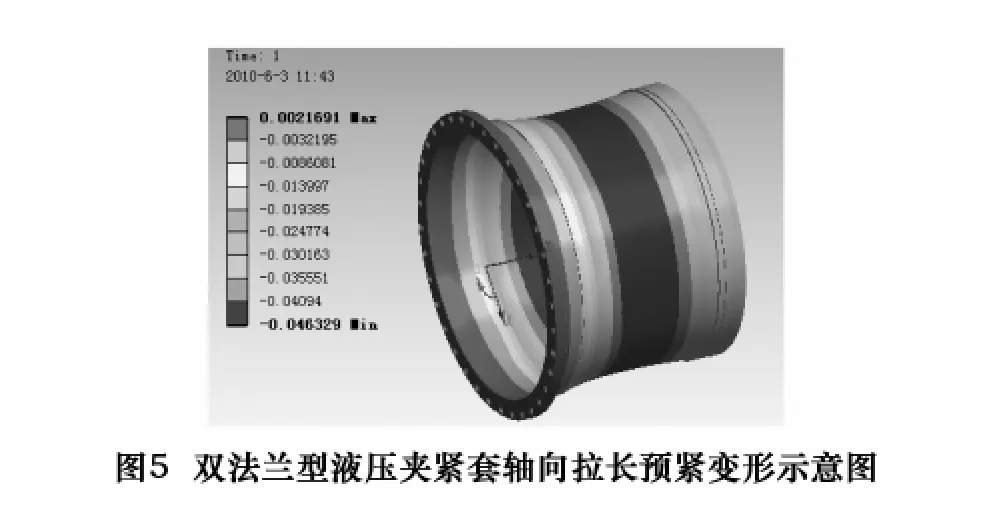
(2)雙法蘭型液壓夾緊套的預(yù)緊遵循著軸向長度0.03%的軸向拉長預(yù)緊原則。為實(shí)現(xiàn)精確預(yù)緊,可以采取殼體軸向長度與單法蘭型液壓夾緊套配置配合的方式。若產(chǎn)品的批量較大,為提高生產(chǎn)效率,也可以采取殼體軸向長度公差為(0,-0.05)mm,單法蘭型液壓夾緊套軸向長度公差為(0,-0.1)mm的方法實(shí)現(xiàn)近似軸向拉長預(yù)緊。但非常值得注意的是,雙法蘭型液壓夾緊套在軸向預(yù)緊后,內(nèi)徑會有少量的減小,如圖5所示。為了保證夾緊面與被夾緊面之間的H7/g6配合間隙,應(yīng)當(dāng)對被夾緊軸的尺寸鏈誤差進(jìn)行嚴(yán)格的精度誤差設(shè)計(jì)。
1.3.4 單/雙法蘭型液壓夾緊套調(diào)試原則
(1)在正式通入壓力油之前,應(yīng)當(dāng)先排除單/雙法蘭型液壓夾緊套儲油槽中的殘留空氣。若不排除殘留空氣,則儲油槽在通入壓力油的過程中,殘留空氣由于液化散熱會嚴(yán)重?zé)齻麅τ筒蹆蓚?cè)的密封圈。在排除殘留空氣時(shí),無論單/雙法蘭型液壓夾緊套是立式放置還是臥式放置,均應(yīng)當(dāng)遵循下入上出的原則,如圖2。
(2)在排除儲油槽內(nèi)部的殘留空氣之后,為了保證夾緊面與被夾緊面在全部夾緊區(qū)域配合間隙均勻,應(yīng)當(dāng)首先將液壓夾緊套的安裝螺釘不完全緊固,在通入壓力油使被夾緊軸定位夾緊之后,再將液壓夾緊套的安裝螺釘全部緊固,從而通過通油夾緊方式實(shí)現(xiàn)夾緊面與被夾緊面在全部夾緊區(qū)域配合間隙的均勻性。
2 Kostyrka運(yùn)動件鎖緊裝置在機(jī)床旋轉(zhuǎn)類功能部件中的應(yīng)用
在機(jī)床旋轉(zhuǎn)類功能部件中,轉(zhuǎn)臺與銑頭占有極其重要的地位,此類關(guān)鍵功能部件我國一直主要依賴進(jìn)口。下文以我公司自主研發(fā)的直驅(qū)式雙軸轉(zhuǎn)臺以及某公司生產(chǎn)的銑頭為例,詳細(xì)說明Kostyrka運(yùn)動件鎖緊裝置在機(jī)床旋轉(zhuǎn)類功能部件中的應(yīng)用特點(diǎn)。
2.1 雙法蘭型液壓夾緊套在雙軸轉(zhuǎn)臺中的應(yīng)用
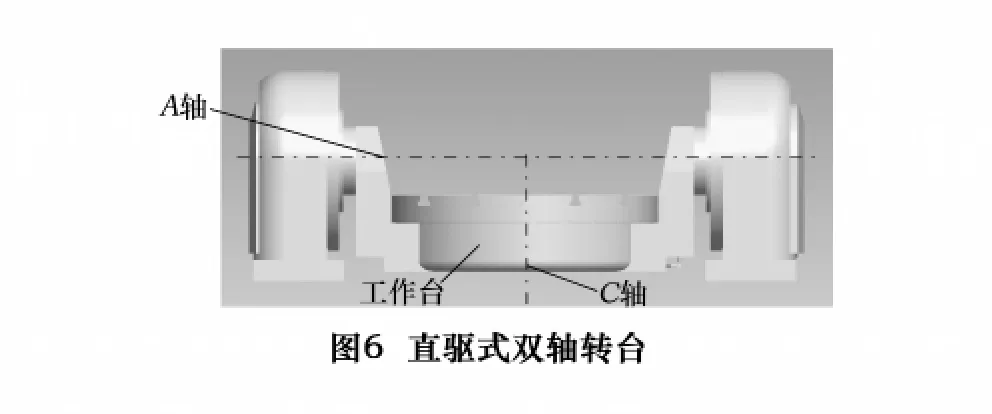
圖6所示為我公司自主研發(fā)的直驅(qū)式雙軸轉(zhuǎn)臺,A/C軸均由外轉(zhuǎn)子力矩電動機(jī)直接驅(qū)動,具有優(yōu)異的動態(tài)特性及運(yùn)轉(zhuǎn)精度,被廣泛的應(yīng)用于中、小規(guī)格立式及臥式五軸聯(lián)動加工中心上。
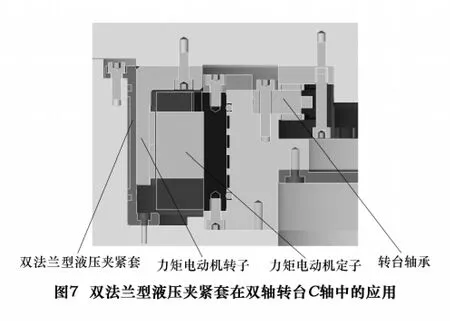
以C軸為例說明雙法蘭型液壓夾緊套在雙軸轉(zhuǎn)臺中的應(yīng)用特點(diǎn)。如圖7所示,雙法蘭型液壓夾緊套安裝在C軸殼體上,依靠內(nèi)壁對連接在工作臺上的力矩電動機(jī)轉(zhuǎn)子進(jìn)行夾緊。由于液壓夾緊套與力矩電動機(jī)轉(zhuǎn)子之間接觸面積大,因此,此類定位夾緊方式具有夾緊扭矩大、夾緊狀態(tài)穩(wěn)定與可靠、夾緊剛度高等諸多優(yōu)點(diǎn)。該種結(jié)構(gòu)為多個(gè)廠家所采用。
2.2 液壓夾緊環(huán)在銑頭中的應(yīng)用
銑頭是中、大規(guī)格多軸聯(lián)動加工中心的關(guān)鍵功能部件,被廣泛地應(yīng)用于立式、臥式、龍門式及車銑復(fù)合多軸聯(lián)動加工中心上。銑頭從結(jié)構(gòu)上而言,可以分為單軸銑頭與雙軸銑頭;從驅(qū)動方式而言,可以分為機(jī)械式銑頭與直驅(qū)式銑頭。
如圖8所示,以某公司生產(chǎn)的機(jī)械式單軸銑頭為例,說明液壓夾緊環(huán)在銑頭中的應(yīng)用特點(diǎn)。銑頭擺動軸由滑枕內(nèi)的動力通過齒輪系進(jìn)行驅(qū)動,銑頭驅(qū)動齒輪配置在銑頭的右側(cè);銑頭配置的主軸為機(jī)械主軸,主軸同樣是由滑枕內(nèi)的動力通過齒輪系進(jìn)行驅(qū)動,機(jī)械主軸驅(qū)動齒輪配置在銑頭的左側(cè);為了實(shí)現(xiàn)對擺動軸的穩(wěn)定與可靠的定位夾緊,銑頭采取雙側(cè)夾緊的方案,液壓夾緊環(huán)被同時(shí)布置在銑頭的兩側(cè),并呈對稱布置。與常規(guī)方案不同,圖8中的液壓夾緊環(huán)是安裝在與機(jī)械主軸同步擺動的擺動部件上,通入壓力油后對銑頭殼體進(jìn)行夾緊,從而實(shí)現(xiàn)擺動軸的定位夾緊。

3 結(jié)語
Kostyrka運(yùn)動件鎖緊裝置由于具有夾緊面積大、夾緊扭矩大、夾緊狀態(tài)穩(wěn)定與可靠等諸多優(yōu)點(diǎn),因此,在機(jī)床旋轉(zhuǎn)類功能部件中得到了日益廣泛的應(yīng)用。通過分析Kostyrka旋轉(zhuǎn)運(yùn)動件鎖緊裝置的分類形式、定位夾緊的工作原理、鎖緊扭矩的經(jīng)驗(yàn)公式、鎖緊裝置的使用原則,并詳細(xì)介紹了其在機(jī)床旋轉(zhuǎn)類功能部件中的應(yīng)用特點(diǎn),為國內(nèi)機(jī)床旋轉(zhuǎn)類功能部件制造企業(yè)的產(chǎn)品研發(fā)提供了非常有價(jià)值的借鑒意義。
[1]林劍峰,閆明,鄭鵬,等.直驅(qū)式A/C軸雙擺角銑頭模態(tài)分析[J].機(jī)械傳動,2010,34(4):61-63.
[2]林劍峰,閆明,鄭鵬,等.直驅(qū)式雙擺角銑頭C軸傳動部分有限元分析[J].機(jī)械傳動,2010,34(5):59-61.
[3]尤國強(qiáng),張立瑩,夏曉平.一種經(jīng)濟(jì)型端齒盤數(shù)控回轉(zhuǎn)臺[J].機(jī)械工程師,2001(6):12-13.
