密封圈模具的電火花成形銑削*
2012-10-23 10:03:04常云朋
制造技術與機床 2012年2期
段 雷 常云朋
(洛陽理工學院機械工程系,河南洛陽 471023)
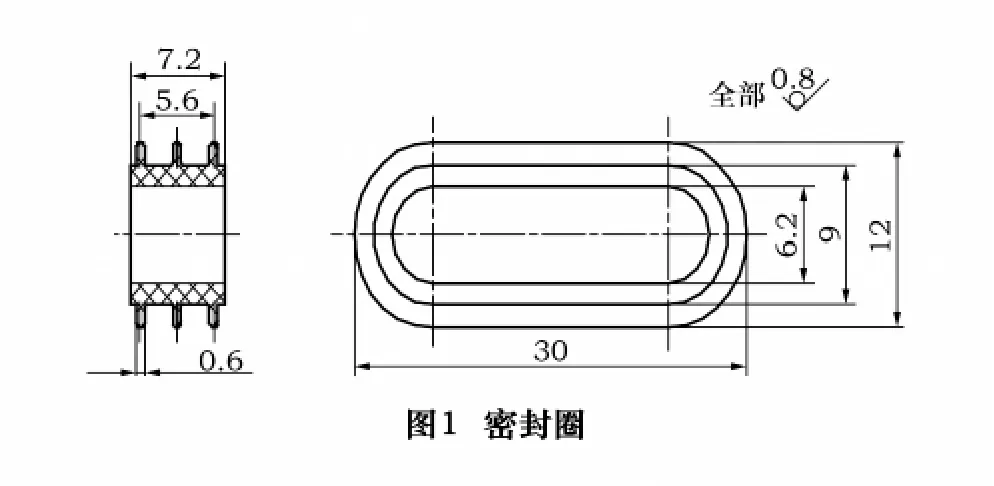
圖1所示的汽車插接器密封圈,材料為硅橡膠 6144,流動性好、硬度低、硫化速度快,采用開放式壓制成型模具成型。
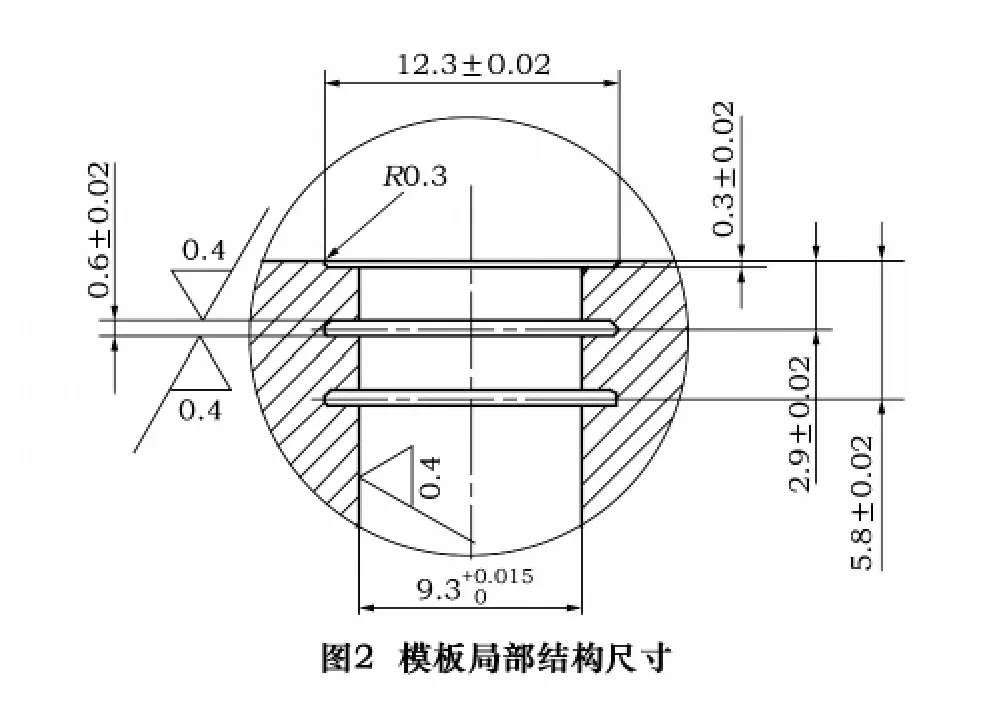
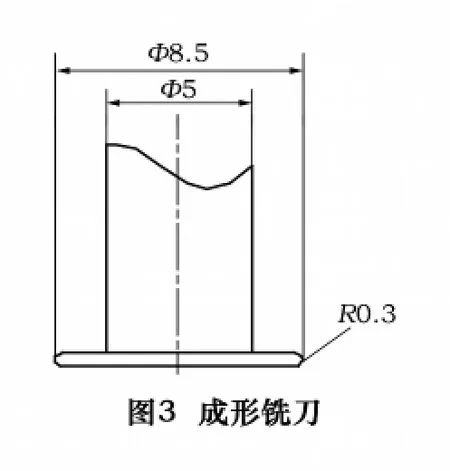
壓制模具雖然結構簡單,但加工難度較大,難點在于環形凸筋所對應的0.6 mm環形槽的加工。圖2所示為模板局部結構尺寸,0.6 mm環形槽屬于成型面,對尺寸精度及表面粗糙度有較高要求,如果采用機械切削加工,須使用如圖3所示成形銑刀。
由于刀具切削刃薄,剛性較差,加工時振動大,難以保證加工質量,且加工后側凹槽無法拋光,因此嘗試采用電火花加工。工序為線切割加工型孔→電火花半精加工型腔→電火花精加工型腔,半精加工后留0.05 mm精加工量。對于無法拋光的側凹槽,要求電火花精加工后的表面為最終表面。為保證尺寸精度及粗糙度要求,在工藝上采取了以下幾項措施。
(1)材料選擇 選擇SKD61作為模板材料,這是精密注塑模具常用的材料,電火花加工性能好,容易實現鏡面加工。電火花加工時電極材料采用紫銅,其導電性能優良、質地均勻、放電穩定、加工性能好。
(2)精加工采用混粉加工工藝 混粉加工是近年來出現的電火花加工工藝,與普通電火花加工最大的區別是在工作液中均勻加入導電微粉(如硅粉、鋁粉),使工作液絕緣性能下降,擊穿電壓下降;在同樣電規準情況下,放電間隙比普通工作液增大,可以采用更小的電規準進行精加工。同時,由于導電微粉對放電通道的分割效應,在同樣電規準條件下,使工件表面的脈沖能量減小,工件材料熔化、氣化的量減小,所形成的放電凹坑也減小。因此,在精加工時采用混粉加工,可以采用比普通電火花加工更大的電規準,在較高加工速度下,可以獲得表面粗糙度值更小的加工表面[1]。此外,由于電加工的濺射效應,工件表面層硬度較高,耐磨性好,可以作為最終表面使用。
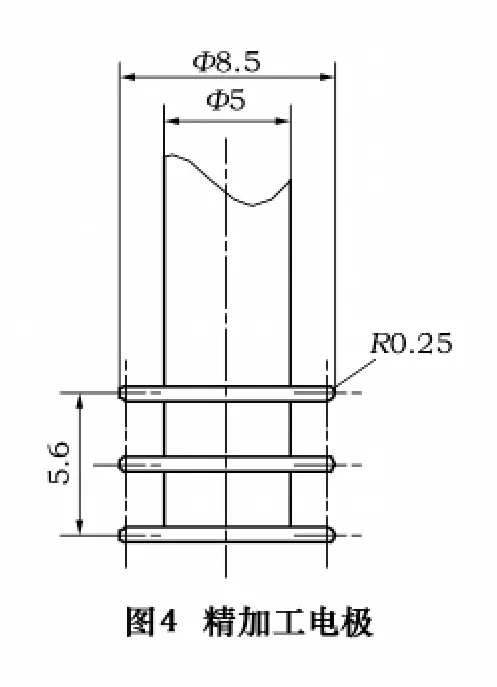
(3)應用電火花成形銑削工藝加工 精加工電極的設計方案如圖4所示,放電間隙取單側0.05 mm。電極設計成回轉體,類似于成形銑削時的成形銑刀。工作時電極自轉,工件在水平面內x和y兩個坐標方向作軌跡合成運動。回轉電極母線根據要加工的工件側壁輪廓設計,尺寸為工件輪廓縮放放電間隙;回轉半徑即軸線確定要根據工件水平投影的最小圓角半徑設計,應保證不會過切。x和y兩個坐標方向作軌跡合成運動,根據工件水平面輪廓確定并編寫相應程序。這種將電火花加工仿形法與展成法相結合的方法,稱之為電火花成形銑削,這樣的工藝方法具有以下優點:
①電極加工簡便,可直接車削而成,精度及粗糙度容易保證。鏡面加工需要多電極更換成形工藝加工,電極設計為回轉體則多個電極的一致性好、制造精度高,更換電極時的重復裝夾、定位精度高。如果采用整體仿形電極,電極形狀復雜,制造困難,多個電極制造時電極尺寸的一致性較難保證。而且,對于側凹結構須采用分段加工,加工面相接處會出現接刀痕。
②與混粉工藝相結合可以取得更好的加工效果。旋轉的電極可以解決加工過程中工作液的均勻性問題。與普通電火花加工相比,由于在工作液中加入了微粉,微粉分布的均勻程度對加工質量及加工的穩定性有較大影響。在微粉濃度高的區域,由于絕緣性能下降得多,工作液更容易被擊穿,發生火花放電的次數增多;與之相反,在微粉濃度低的區域由于絕緣性能下降得少,在同樣電規準條件下,發生火花放電的次數少。因此,要減小工件的表面粗糙度值,應盡量使加工區域微粉分布均勻,通常的做法是增大工具電極抬刀頻率及幅度,增大脈間寬度。但這些措施直接降低了加工速度,使加工效率降低。采用成形銑削,工具電極的旋轉可以加快工作液在加工區域的循環,使微粒在加工區域分布均勻。在確定加工參數時可以減小脈間寬度、抬刀頻率及幅度,或采取不抬刀加工,有效地提高加工速度,減小表面粗糙度值[2]。
旋轉電極也有利于加工區附近的工作液的更新,使電蝕產物及放電產生的熱量及時地排散出去,有效地防止拉弧現象的產生,提高放電穩定性,減小加工表面粗糙度值。因此在混粉加工中,電極的旋轉速度是一個重要的加工參數,轉速過低則均勻工作液、排散電蝕產物與加工熱量的作用不明顯;過高則由于離心力增大,導致工作液難以順利進入加工間隙而形成局部真空,這在微精加工時就直接使加工表面粗糙度值增大[3]。電極轉速與混粉濃度、電極半徑有關,一般的規律是濃度越高,轉速越高;半徑越大,轉速越低。通過實驗,確定該電極的轉速為60 r/min。
③與簡單桿狀電極進行展成加工相比,數控程序的編寫較為簡單。電火花成形銑削還解決了相鄰運動軌跡之間的材料殘留問題,提高了表面質量,減小了加工誤差,同時可以避免由于電極損耗而造成的在加工深度方向產生的斜度。
以電火花成形銑削的方式加工,不必制造復雜的電極,多電極加工時電極的一致性好,制造精度高,定位精度、裝夾精度高,加工時可以避免工作液濃度不均勻而導致的電極損耗不均、放電間隙不一致或二次放電等因素而出現的加工斜度,加工精度高。由于加工區域工作液可以迅速得到更新,因此可以選用較大的電規準進行加工,蝕除速度快,加工效率較高。電火花成形銑削適用于截面沿軌跡線掃描而得出的實體的模具加工。比如多數橡膠密封制品,其模具型腔側壁輪廓形狀復雜且一致,或側壁有較大斜度的穿孔加工等。
(4)加工參數 電火花加工遵循由粗到中再到精加工逐步進行的過程。粗加工電規準較大,采用負極性加工;精加工電規準較小,采用正極性加工。精加工單個脈沖能量越小,加工表面粗糙度值就越小;但脈沖能量過小,加工時間會很長。采用混粉加工后,因為工作液絕緣性能降低,在小脈寬條件下更容易擊穿工作液,形成放電通道;減小脈沖寬度,使脈沖頻率增加,加工效率可以提高。同時,由于導電微粒對放電通道的分散效應,可以選用較大的峰值電流加工,也可以提高效率[4]。工作液的混粉濃度也是一個重要參數,加工中選用的工作液是硅粉濃度為20 g/L的煤油,硅粉微粒直徑為10 μm。電加工的工藝參數及加工后表面粗糙度如表1所示。
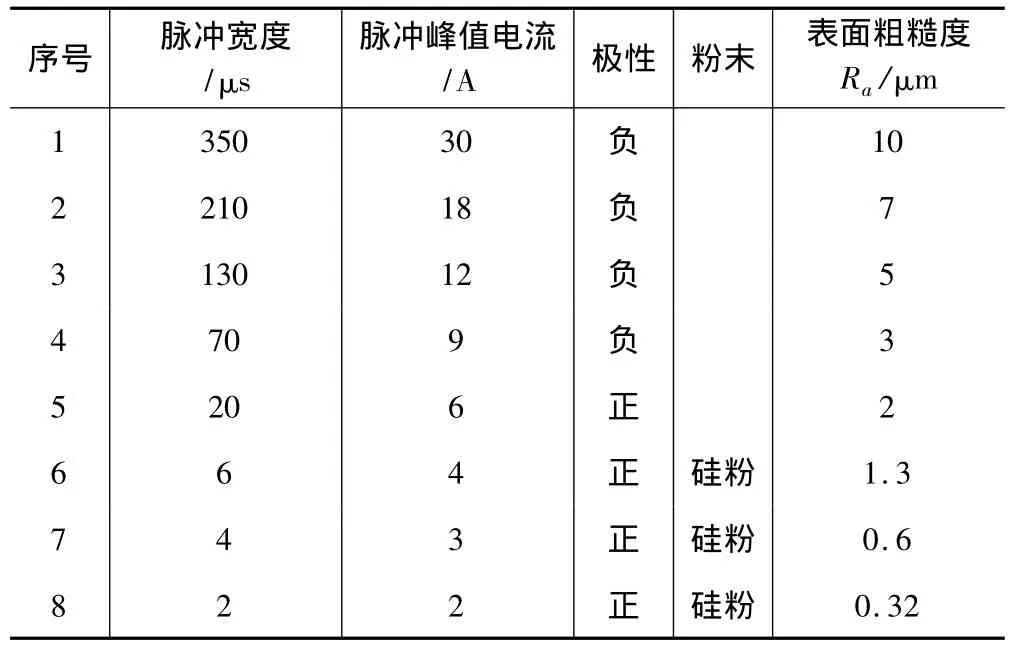
表1 電加工的工藝參數及加工后表面粗糙度
加工后進行測量,尺寸精度及表面粗糙度符合設計要求。型腔表面變質層厚度5~6 μm,表面顯微硬度875 HV,耐腐蝕性良好,耐疲勞性能與機械加工的表面相近,滿足模具使用要求。
混粉加工與電火花成形銑削相結合,運用在型腔精加工階段,多項工藝指標如:型腔表面粗糙度、加工速度、表面質量以及工具損耗等,比普通電火花加工有很大提高。在較高的加工速度下提高了模具加工精度及表面質量,達到鏡面的加工效果,使電火花加工可以作為模具型腔的最終精加工工序。
[1]尹占民.混粉鏡面電火花加工在模具制造中的應用研究[J].模具制造,2002(12):50-51.
[2]趙福令.混粉電火花加工工藝特性的研究[J].科學技術與工程,2003(6):573-576.
[3]閆換新,趙萬生,郭永豐.混粉電火花加工工藝實驗[J].制造技術與機床,2000(7):36-37.
[4]伍端陽.鏡面電火花加工的探討[J].模具工業,2007,33(11):70 -72.
