燃氣輪機低壓壓氣機轉子葉片斷裂分析
2012-07-17 08:37:32宋國明
失效分析與預防 2012年1期
關鍵詞:裂紋
宋國明
(海軍裝備部,西安710021)
0 引言
鈦合金是重要的航空、航天結構材料。由于鈦合金導熱性差、摩擦系數大、抗摩擦性較差,對微動損傷極為敏感[1-6],據估計航空結構破壞中涉及微動損傷的比例高達90%[3,6]。微動損傷機理較為復雜,涉及黏著、腐蝕、疲勞及磨粒磨損多種機制,雖然進行了較為廣泛的研究,然而微動損傷機理及評價標準尚未統一,也沒有一個統一的能在設計階段預防的有效辦法,使得微動損傷問題受到工程界普遍關注。普遍認為對微動損傷起主要作用的參數有:1)接觸面相對滑動幅值和頻率;2)接觸面應力大小、方向和變化;3)匹配材料和接觸面狀態;4)接觸面溫度及環境[3,6-7]。
某型燃氣輪機運行近1000 h之后,發生2片低壓壓氣機轉子葉片脫榫斷裂和同級9片葉片榫頭裂紋故障,多級葉片被打傷。斷裂和裂紋轉子葉片材料為(α+β)型鈦合金,系模鍛、機械加工成型葉片,與其配合壓氣盤也為同類鈦合金,采用燕尾形安裝結構。
通過對斷裂和裂紋葉片外觀觀察、斷口分析、化學成分分析、硬度檢測和金相檢驗等手段,確認葉片斷裂和裂紋的性質,分析葉片早期斷裂原因,以期探尋改進預防措施。
1 試驗過程與結果
1.1 宏觀觀察
對斷裂、裂紋葉片及與葉片配合的壓氣機盤榫頭進行宏觀觀察,2片葉片由榫槽部位橫向斷裂,斷裂位置相同,榫齒工作面有氧化色及較重的摩擦痕跡(圖1、圖2)。同級9片葉片在相同位置出現裂紋,裂紋均位于葉背一側,部分葉片裂紋已延伸至進氣邊,裂紋長度約15~45 mm不等;這些葉片的榫齒工作面及榫頭頂面均存在較重的摩擦痕跡,摩擦損傷區域各異,程度不同,部分葉片葉背一側榫齒工作面幾乎完全擦傷,在裂紋開口較大部位摩擦溝痕尤深;榫頭頂面摩擦損傷痕跡分布于葉盆和葉背兩側1~2 mm范圍,葉背側擦痕較重(圖3、圖4)。與葉片相配合的壓氣機盤榫齒工作面也有明顯的摩擦損傷痕跡。擦傷部位呈現基體金屬光澤,表現為不均勻的摩擦溝痕、金屬磨屑、基體金屬剝落和材料的相互轉移、金屬涂抹及微小粗糙的撕脫痕跡。
1.2 葉片斷口分析
1.2.1 斷裂葉片分析
2片葉片由榫槽部位橫向斷裂,斷裂位置和宏觀形貌相似,斷口平齊,無明顯塑性變形,斷口顏色為暗灰色,源區略深,未見腐蝕或異物覆蓋,斷口可見清晰疲勞弧線收斂于葉背一側表面(圖5、圖6),表面有較重摩擦痕跡,應屬疲勞斷裂。

圖1 葉片斷裂位置Fig.1 Fracture position of the blade
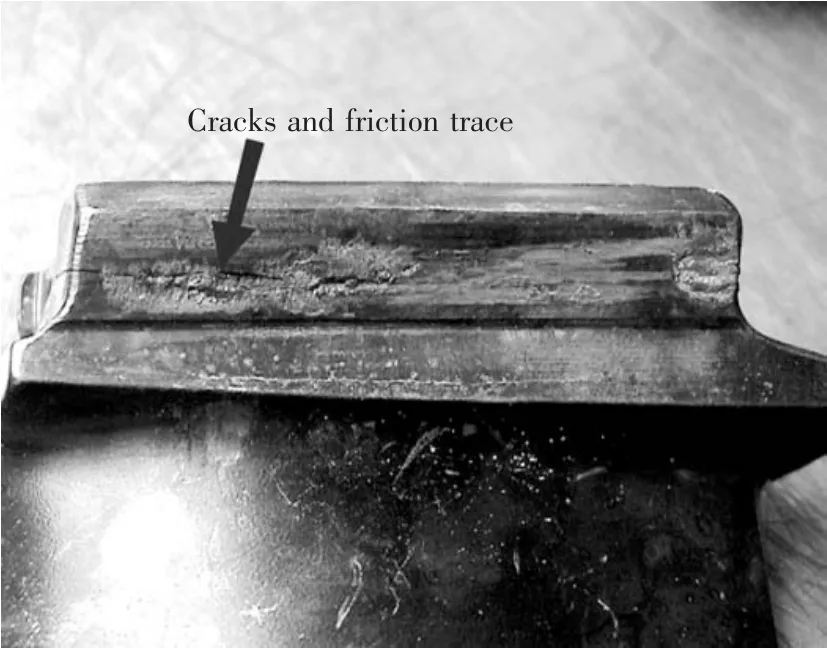
圖2 葉片斷裂位置Fig.2 Fracture position of the blade
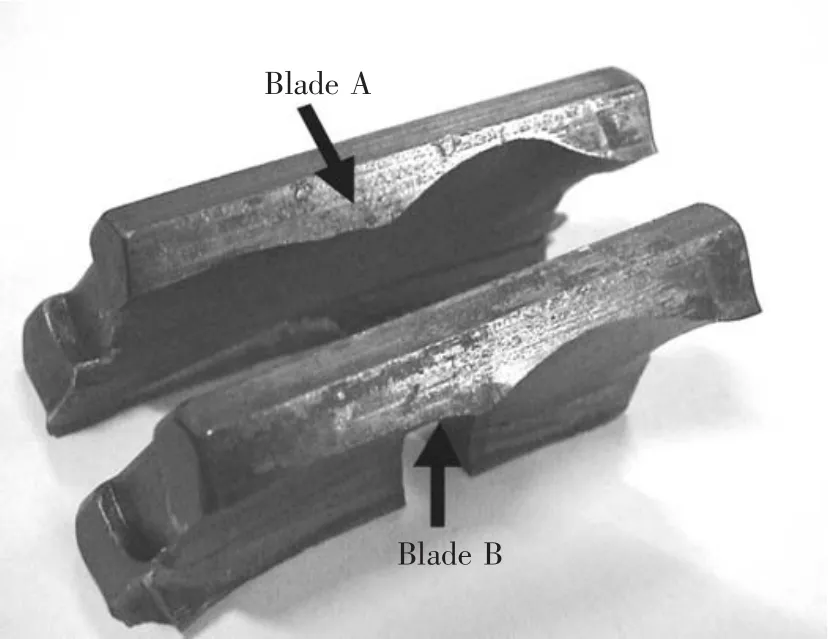
圖3 葉背側榫齒工作面形貌Fig.3 The working face micrograph of tenon tooth at the blade back
用FEI公司生產Quanta400掃描電子顯微鏡對2片葉片斷口進行了微觀觀察。葉片A斷口表現為多源起始特征,主源位于葉背一側,短線源(圖7),源區未見材料冶金缺陷,源區附近榫齒工作面有摩擦損傷痕跡,并可見平行于斷口的小裂紋,在葉盆一側有多個次源。裂紋由葉背一側主源向兩側及葉盆方向擴展,可見細密的疲勞條帶,裂紋擴展到一定程度后,葉盆一側次源處起裂擴展,2個裂紋交匯后,葉片發生斷裂,瞬斷區位于葉盆側,面積約占斷口總面積的1/8,瞬斷區為韌窩特征。葉片B斷口與葉片A相似,起源于葉背一側,短線源,源區氧化較重,附近榫齒工作面有摩擦損傷,向葉盆方向擴展,葉盆一側瞬斷區約占斷口總面積的1/4。
1.2.2 裂紋葉片分析
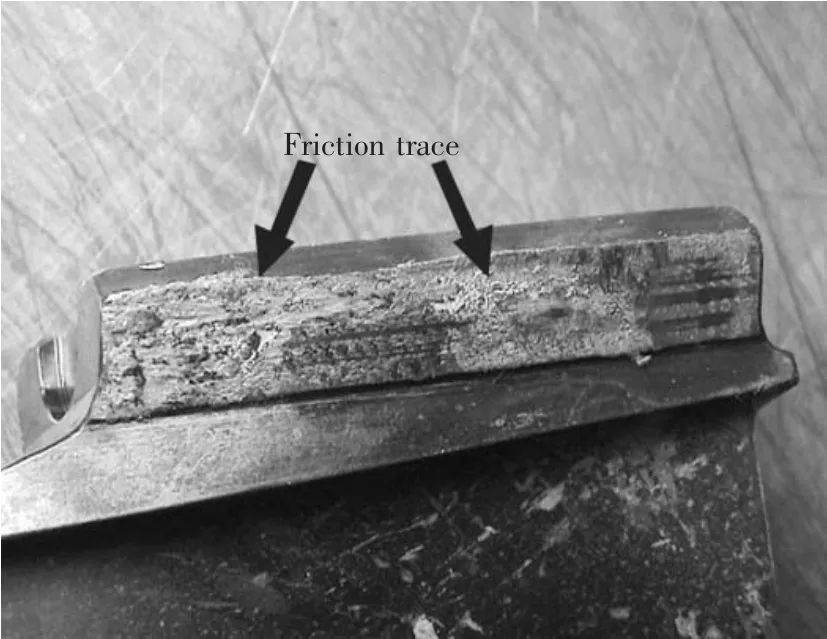
圖4 葉盆側榫齒工作面形貌Fig.4 The working face micrograph of tenon tooth at the blade basin
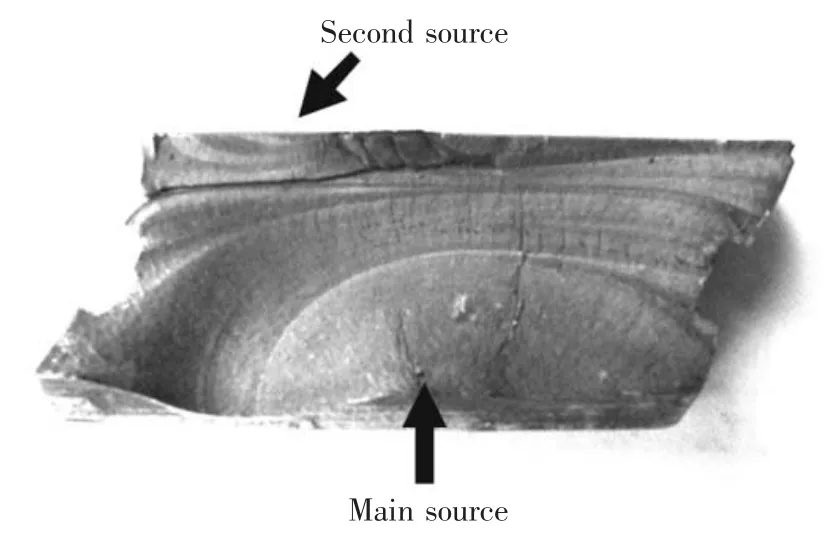
圖5 葉片A斷口全貌Fig.5 Macrograph of fracture A
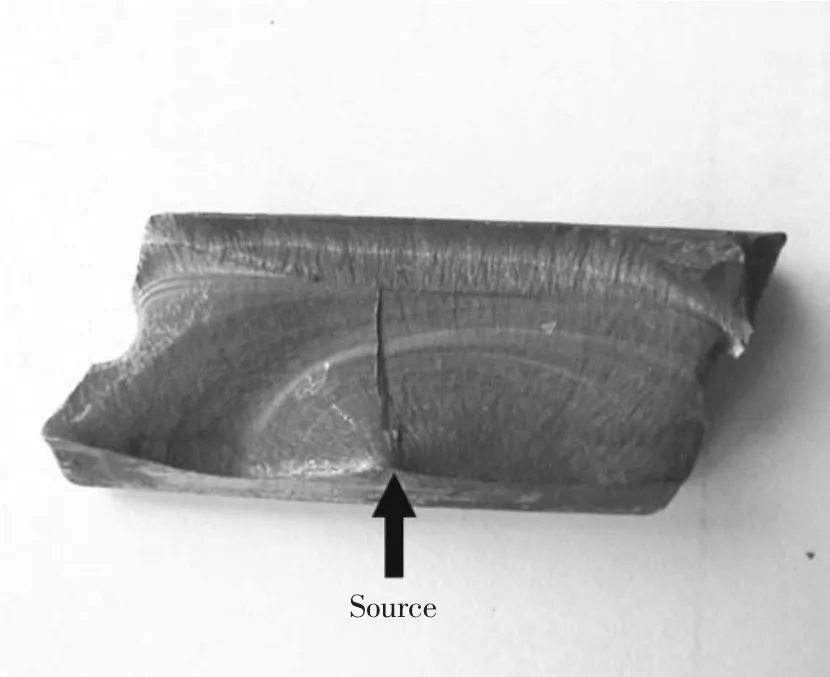
圖6 葉片B斷口全貌Fig.6 Macrograph of fracture B
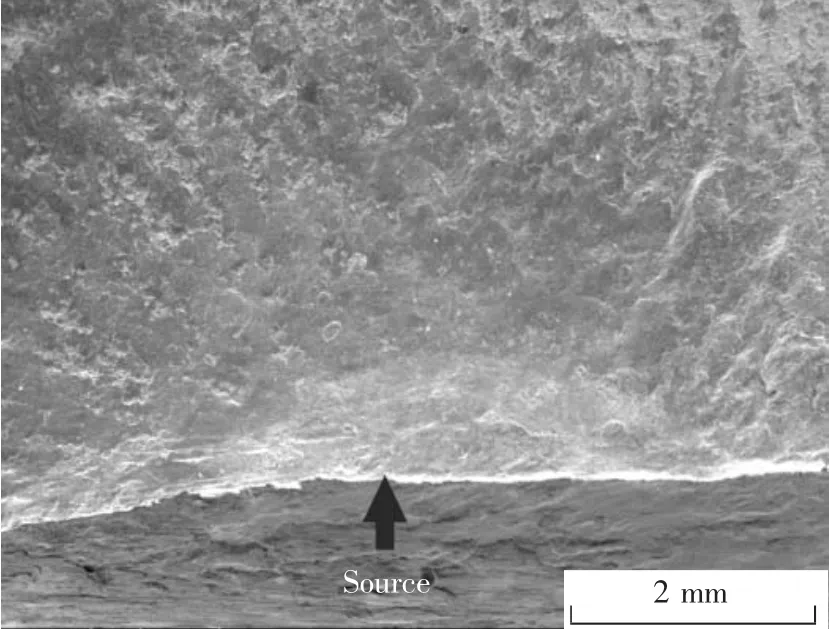
圖7 葉片斷口主源區形貌Fig.7 Macrograph of main fatigue source region
選取裂紋較長的2片葉片進行裂紋斷口分析,其斷口均起源于葉背一側,線源,源區未見材料和冶金缺陷,源區顏色較深,斷口形貌及擴展方式與葉片A、B斷口相似。裂紋起源的榫齒工作面有明顯摩擦痕跡,摩擦微裂紋及磨屑和金屬剝落特征,并可見到多條平行于裂紋斷口面的微小裂紋(圖 8、圖9)。
由此看來2片斷裂葉片和9片裂紋葉片其斷裂性質相同,均屬于疲勞開裂。其斷裂模式相同,起源位置相似,源區附近的榫齒工作面均存在較重的摩擦痕跡和微小裂紋,而且裂紋均由榫齒工作面磨損部位萌生。
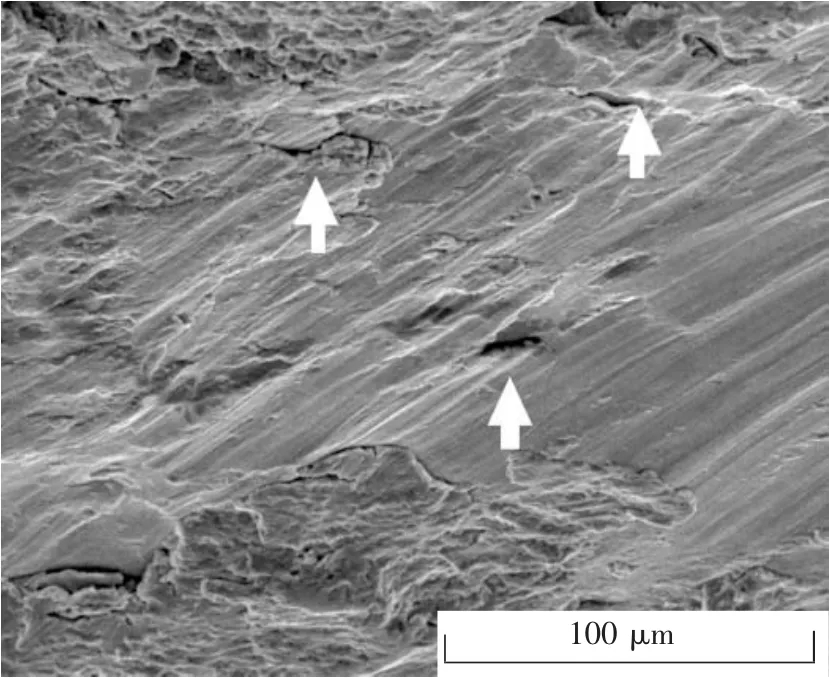
圖8 平行于斷口面的摩擦痕跡Fig.8 Friction trace parallel to the fracture
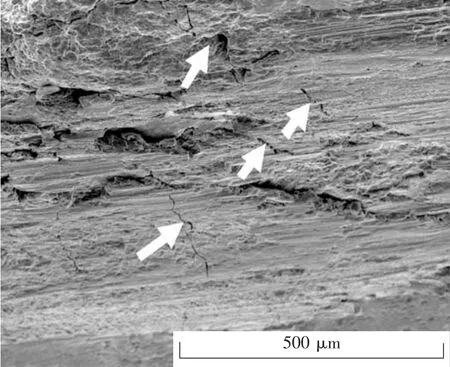
圖9 榫齒工作面摩擦微裂紋Fig.9 Friction cracks on the working face of tenon tooth
1.3 材質分析
在榫頭部位取樣進行化學成分、組織和硬度檢測。結果表明:化學成分符合技術要求;顯微組織均勻,為(α+β)兩相組織,初生α相為等軸狀,尺寸細小,屬正常組織(圖10);布氏硬度為3.24 HB,符合硬度要求3.2 ~3.7 HB。
2 分析與討論
斷裂、裂紋葉片斷口分析表明,所有斷裂、裂紋葉片失效模式相同,均屬于疲勞開裂,裂紋起源于榫齒工作面摩擦損傷部位。
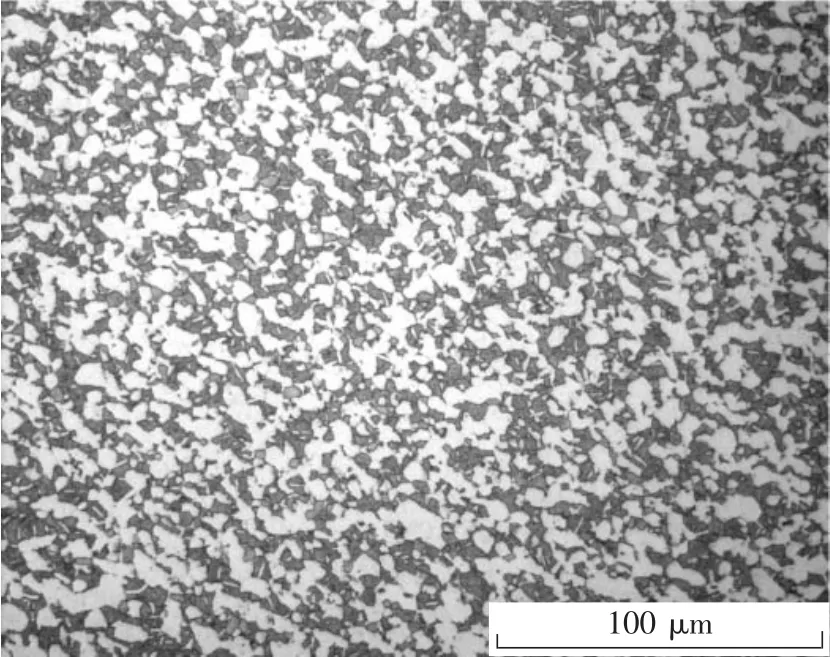
圖10 榫頭顯微組織Fig.10 Microstructure of tenon
轉子葉片工作時主要受到離心應力、彎曲應力和振動應力,從斷裂葉片斷口疲勞擴展充分,瞬斷區較小等特征判斷,葉片在疲勞擴展至斷裂階段應力水平較小;因此,葉片疲勞開裂主要是離心應力疊加了振動應力作用的結果,葉片的斷裂模式應屬振動疲勞斷裂,為高周疲勞擴展特征。
葉片材質分析結果表明,其化學成分、顯微組織和硬度均符合技術要求,斷口源區也未見材料冶金缺陷,據此可排除材質因素導致葉片早期疲勞斷裂的可能。從斷裂源區氧化色較重,源區附近榫齒工作面摩擦損傷痕跡和微小裂紋來看,葉片早期疲勞斷裂與榫齒工作面的摩擦損傷有密切關系。
榫齒工作面的這種摩擦損傷表現為不均勻的摩擦痕跡、微裂紋、金屬磨屑、基體金屬剝落和材料的相互轉移,并在裂紋源區附近的摩擦損傷區見到多條平行于主裂紋的微裂紋及垂直于摩擦痕跡的微裂紋。這些微裂紋和摩擦痕跡表明:葉片和盤榫齒配合面存在微小幅度的相對滑動,涉及黏著、腐蝕、疲勞及磨粒磨損多種機制,屬于榫齒工作面微動磨損[6,8-9]。
由于鈦合金摩擦系數大,對微動損傷極為敏感,極易引起葉片和榫齒配合表面微動損傷[1-6,8]。無論盤和葉片何種配合形式,配合面之間總留有少量間隙,以補償高溫產生的膨脹,工作中由于氣流擾動或振動使得二者之間出現小幅度相對滑動,形成微動磨損。接觸面的應力狀態大小和分布、微動頻率、位移幅值、表面粗糙度及材料表面摩擦系數是影響微動摩擦行為的主要因素[8-10]。榫齒工作面不均勻的摩擦損傷痕跡表明:盤和葉片榫齒接觸狀態不佳和配合不良是其微動磨損的主要原因。
從盤和葉片榫齒接觸狀態以及尺寸復查等調查結果看,尺寸均在加工公差范圍內,因此,配合不良重要是由于盤和葉片均采用同類型鈦合金,配合面間無防磨損涂層,由于微小間隙的必然存在,使其高溫下表面氧化,微動接觸區由于摩擦產生高應變和大變形,形成微動磨損斑,表面形成磨屑,在高溫下,進一步形成TiO2磨粒,加速磨粒磨損,進而促進微動磨損裂紋的萌生,磨粒楔入微裂紋,加速裂紋擴展[5]。
綜上可見,盤、片接觸不均,配合不良造成榫齒受力不均,并引起微動磨損,是該級葉片早期振動疲勞斷裂的主要原因。
采用配合面涂覆干膜潤滑劑,有效降低了磨損量和摩擦系數,使得微動磨損引起葉片振動疲勞斷裂問題得到有效預防。另外,在配合面鍍銀、沉積Ag/Ni金屬膜、等離子噴涂Co/WC涂層和噴丸等表面改性技術能有效提高微動磨損抗力。
3 結論
1)低壓壓氣機轉子葉片斷裂和裂紋失效模式均屬振動疲勞斷裂,盤片配合不良引起微動磨損是該級葉片早期振動疲勞斷裂的主要原因;
2)在盤和葉片榫齒配合面鍍銀、涂干膜潤滑、沉積Ag/Ni金屬膜、等離子噴涂Co/WC涂層和噴丸能夠有效預防榫齒配合面微動磨損。
[1]劉慶瑔.某發動機四級壓氣機工作葉片榫頭斷裂分析[J].材料工程,1997(6):9-11.
[2]劉道新,王振亞,張曉化,等.Ag/Ni多層膜對鈦合金微動磨損和微動疲勞抗力的影響[J].摩擦學學報,2010,30(5):498-504.
[3]劉道新,何家文.微動疲勞影響因素和鈦合金微動疲勞行為[J].航空學報,2001,22(5):454-457.
[4]衛中山,王珉,李亮,等.TC4合金微動疲勞損傷研究[J].機械工程材料,2006,30(1):30-32.
[5]高廣睿,劉道新,張曉化.Ti811合金高溫微動疲勞行為[J].中國有色金屬學報,2005,15(1):38-43.
[6]王磊,梅雪珍,馬江宏.熱噴涂技術在抗微動損傷中的應用[J].有色金屬(冶煉部分),2006(增刊):93-95.
[7]吳清可.防斷裂設計[M].北京:機械工業出版社,1991.
[8]陶春虎,鐘培道,王仁智,等.航空發動機轉動部件的失效與預防[M].北京:國防工業出版社,2000.
[9]張棟,鐘培道,陶春虎,等.失效分析[M].北京:國防工業出版社,2008.
[10]K.H.哈比希.材料的磨損與硬度[M].北京:機械工業出版社,1987.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
Asian Journal of Urology(2018年2期)2018-04-19 05:38:26
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38