發(fā)動機氣門間隙異常原因分析及對策
2012-03-28 06:19:52
柴油機設計與制造 2012年1期
關鍵詞:發(fā)動機
(上海柴油機股份有限公司,上海200438)
發(fā)動機氣門間隙異常原因分析及對策
周志培
(上海柴油機股份有限公司,上海200438)
某系列發(fā)動機近幾年來在主機配套廠出廠試車過程中每月都會有幾起氣門間隙偏大或偏小的報修,成了一種常見的發(fā)動機故障模式。本文試圖對影響發(fā)動機氣門間隙的相關原因做一粗淺的分析,從而找出一些有效的對策,降低此類故障發(fā)生率,以供同行參考。
發(fā)動機 氣門 間隙 質(zhì)量
1 前言
當前人們對環(huán)保的關注日益提升,但同時對空氣污染源之一的車輛需求市場也越來越大。為緩解環(huán)境保護和車輛排放污染之間的矛盾,社會對發(fā)動機各項指標特別是動力性、經(jīng)濟性、排放性的要求也越來越高。而發(fā)動機氣門間隙則會對發(fā)動機的實際使用產(chǎn)生直接影響,對發(fā)動機的進排氣效果、運行的平穩(wěn)性、噪音、動力性、經(jīng)濟性、排放性、可靠性等都有著或多或少的關聯(lián)和影響。
發(fā)動機冷態(tài)時預留氣門間隙,目的是為了讓發(fā)動機在高負荷工況的熱膨脹情況下氣門桿頂部與搖臂之間仍有合適的間隙,以確保氣門能夠正常開啟、關閉,工作正常。如果氣門間隙預留太小,熱膨脹后間隙縮小到?jīng)]有,甚至負間隙,氣門在凸輪軸凸輪處于基圓位置處時關閉不嚴造成漏氣,發(fā)動機的動力性、經(jīng)濟性及排放性等指標都會變差。但氣門間隙的預留也不是越大越好,只要最大熱膨脹狀態(tài)時正好沒有間隙、發(fā)動機能正常工作那是最理想的狀態(tài)。如果氣門間隙過大,會造成氣門桿頂部與搖臂敲擊過重,引發(fā)撞擊異響、氣門開啟升程損失引發(fā)充氣效率降低,使得發(fā)動機動力性、經(jīng)濟性和排放性等指標變差。所以發(fā)動機冷態(tài)時預留足夠的氣門間隙是非常重要的。
在近幾年的實際生產(chǎn)過程中,我們在對氣門間隙正常與異常的判斷方法、以及對異常的多種模式的處理方面積累了一些經(jīng)驗,在此做出總結(jié)和分析,供設計、工藝、制造、質(zhì)保等相關人員參考。
2 某系列發(fā)動機氣門間隙歷史狀態(tài)
不同系列的發(fā)動機對氣門間隙有不同的需求。目前該系列發(fā)動機技術文件規(guī)定冷態(tài)時的氣門間隙是進氣門0.30±0.08 mm,排氣門0.50±0.08 mm,如圖1所示。而在更先進的發(fā)動機結(jié)構(gòu)上則采取液力挺柱等技術自動調(diào)整冷、熱態(tài)的氣門間隙及自動補償磨損間隙,做到了氣門的零間隙,發(fā)動機工作柔順、狀態(tài)穩(wěn)定。近幾年發(fā)動機在出廠試車時發(fā)現(xiàn)氣門間隙過大或過小的異常情況經(jīng)常會發(fā)生。
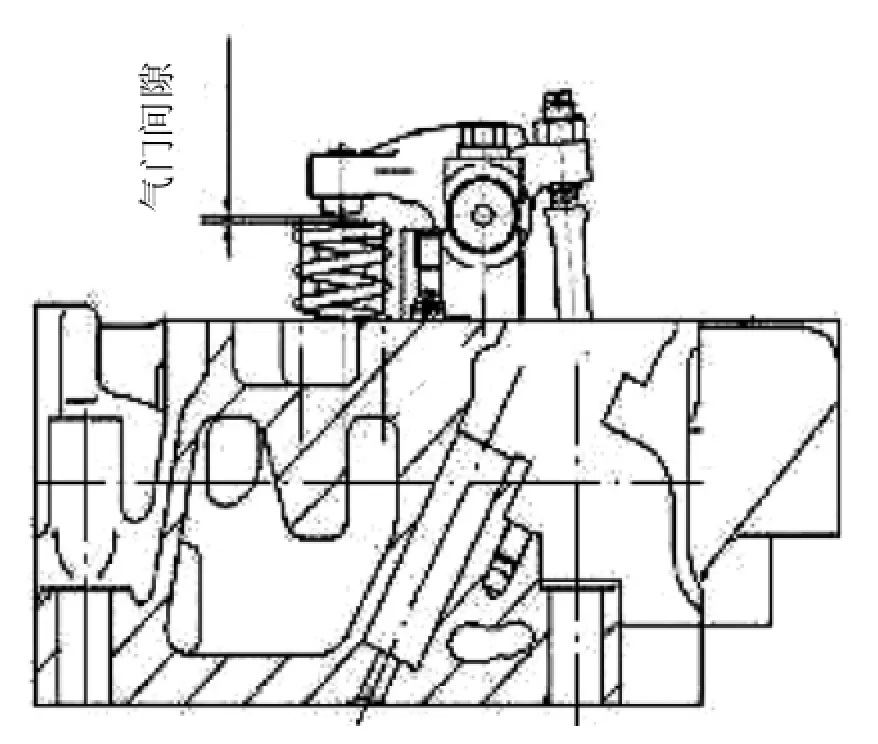
圖1 發(fā)動機氣門間隙
2.1 出廠試車結(jié)束后氣門間隙情況
出廠試車過程中,試車工憑聲音辨識,以及在氣門間隙復校過程中,能發(fā)現(xiàn)氣門間隙異常現(xiàn)象。絕大部分為氣門間隙變大,變小的偶而會有發(fā)生。以不打開缸蓋罩殼、僅以耳朵聽聲辨別氣門間隙異常的統(tǒng)計數(shù)據(jù),在2009年1至8月之間為0.26%。此類氣門間隙變大一般超出公差允許范圍0.60 mm以上,才能憑耳朵辨聲判斷識別。如果以試車工將電控發(fā)動機熱試到第4項75%功率磨合工況時,打開缸蓋罩殼復校氣門間隙時出現(xiàn)氣門間隙異常的情況,則異常比例為20%(只要12個氣門中有任一氣門間隙超差就統(tǒng)計為整臺超差)。
2.2 主機廠配套調(diào)試過程中氣門間隙情況
在2009年1至6月,從零公里反饋信息、市場短消息信息平臺、質(zhì)保部派駐主機廠蹲點人員所收集到的外部信息,反映該系列發(fā)動機氣門間隙大的零公里故障比例為1.79%,氣門間隙大都在1.1~1.7 mm附近,間隙變小的情況基本沒有。
2.3 市場用戶報修的氣門間隙情況
用戶報修中氣門間隙變大、變小的情況都存在,普遍為氣門間隙變大,氣門間隙變小則主要發(fā)生在天然氣發(fā)動機和電控柴油機上。
3 氣門間隙異常原因分析
一般將一臺發(fā)動機上的部分氣門間隙大大超出技術規(guī)范規(guī)定值的現(xiàn)象稱為氣門間隙異常。對于一臺發(fā)動機出廠后長期使用,而用戶沒有對氣門間隙進行調(diào)整,導致氣門間隙超出規(guī)定值的,不在本文中所討論的氣門間隙異常之內(nèi)。
從發(fā)動機結(jié)構(gòu)來看,氣門間隙變化涉及的摩擦副有:凸輪軸凸輪基圓與挺柱底面;挺柱內(nèi)球形凹坑與推桿下端球頭;推桿上端球窩與搖臂調(diào)節(jié)螺釘球頭;搖臂與搖臂軸;搖臂前端與氣門桿頭部;氣門密封環(huán)帶與氣門座圈;氣門座圈壓入氣缸蓋位置等。發(fā)動機配氣機構(gòu)示意圖如圖2所示。
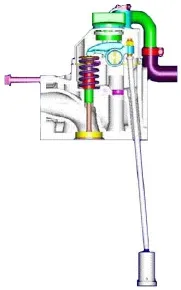
圖2 發(fā)動機配氣機構(gòu)結(jié)構(gòu)示意圖
3.1 出廠試車過程中氣門間隙異常分析
3.1.1 氣門間隙變小
出廠試車過程中氣門間隙變小的情況比較少見,涉及變化因素也少,產(chǎn)生的原因主要有以下2種情況:
(1)在將氣門座圈壓入缸蓋時,由于設備壓力、座圈液氮冷凍狀態(tài)、壓入時相關尺寸超差,或座圈孔內(nèi)有鐵屑殘留異物等因素,導致壓入不到位,而后在發(fā)動機熱試過程中座圈繼續(xù)被壓入,使得氣門間隙變小。這種變小多發(fā)生在發(fā)動機工作初期,參見圖3。

圖3 氣門座圈壓入不到位的故障件
從圖3可見,左側(cè)氣門座圈壓入深度正常,鉸刀加工出來的密封環(huán)帶如綠漆所涂,寬度為2 mm左右;而右側(cè)座圈因壓入時沒有到底,造成鉸刀切削量加大,密封環(huán)帶被鉸到了4.7 mm寬,試車后座圈被繼續(xù)壓入,造成氣門下沉超過工藝要求1.2 mm以上。當出現(xiàn)此類故障時,通常表現(xiàn)為已經(jīng)沒有氣門間隙,而實際可能已是負值的間隙。在將氣門間隙重新調(diào)整到位后,必須對比一下調(diào)整后的搖臂調(diào)節(jié)螺釘與正常氣門的搖臂調(diào)節(jié)螺釘?shù)穆冻龈叨龋邞疽恢隆H绻冻雒黠@過多,說明氣門下沉過量,需要拆檢缸蓋并重新壓裝新的氣門座圈。
(2)裝配調(diào)整氣門間隙擰緊調(diào)整螺母時,搖臂調(diào)節(jié)螺釘跟著轉(zhuǎn),操作者未予糾正。這種變小的量一般只有百分之幾毫米,跟轉(zhuǎn)太多會使調(diào)整用的塞尺被壓緊過度而拔不出來。百分之幾毫米的誤差在試車過程中幾乎不能被識別和發(fā)現(xiàn)。
3.1.2 氣門間隙變大
變大的情況最為常見,涉及的變化因素也很復雜,主要有以下3個因素造成的。
(1)清潔度問題
挺柱球形凹坑內(nèi)有鐵屑殘留異物,使推桿抬高,氣門間隙校準的基準出現(xiàn)偏差。發(fā)動機試車后異物被壓扁或沖洗掉,原來抬高的推桿回落,氣門間隙變大。
(2)零部件質(zhì)量問題
推桿上端球窩與搖臂位置調(diào)節(jié)螺釘下端球頭的配合。根據(jù)圖紙尺寸要求及推算,調(diào)節(jié)螺釘球頭與推桿球窩的接觸可能出現(xiàn)球頭底部與球窩面接觸、球頭中下部與球窩面接觸、球頭中部最大直徑處與球窩線接觸這樣的3種接觸情況。前2種接觸情況因接觸面較大,耐磨性好,所以在出廠試驗初期不會出現(xiàn)因磨損而導致的氣門間隙變大。而第3種的線接觸是一種比較危險的情況,因為最大外徑處接觸時,球頭底部與球窩不接觸,存在間隙。一旦最大外徑稍有磨損,將導致調(diào)節(jié)螺釘球頭下落,變?yōu)榈?種面接觸情況,這種變化會使氣門間隙突然變大,且因搖臂前段比后段長,使氣門間隙比原來的有一個8∶5左右的比例放大。所以最大外徑處的線接觸磨損后,將破壞原來調(diào)整好的氣門間隙,變大到1~2 mm左右,導致發(fā)動機出現(xiàn)氣門桿頭部敲擊異響,甚至因間隙過大造成氣門開啟不足,對性能有所影響。
搖臂調(diào)節(jié)螺母法蘭面與搖臂接觸平面因螺母本身缺陷、裝配操作不當?shù)纫蛩貙е陆佑|不良,在試車過程中螺母松脫,調(diào)節(jié)螺釘向上移動,使得搖臂前端上抬,氣門間隙變大。
(3)裝配質(zhì)量問題
挺柱未安裝到位:安裝時,因挺柱與機體挺柱孔配合、清潔度等問題,沒有正確地安裝到位,造成挺柱卡在挺柱孔某個中間位置,盤車校氣門間隙時挺柱沒有下落回位到與凸輪基圓接觸狀態(tài),氣門間隙校準的基準出現(xiàn)偏差,在發(fā)動機試車后潤滑改善,挺柱與挺柱孔卡滯現(xiàn)象消失,挺柱正常回位到與凸輪基圓接觸狀態(tài),原來的基準偏差立即暴露,氣門間隙出現(xiàn)夸張地偏大,甚至達到幾個毫米。
盤車位置不準確:氣門間隙調(diào)整時凸輪軸不在基圓位置,導致調(diào)整基準偏差,調(diào)整螺母擰緊后再將凸輪軸盤到基圓位置就會將基準偏差暴露,氣門間隙變大。或調(diào)整動作不當,調(diào)整出來的間隙本身不準。
3.2 零公里故障氣門間隙異常原因分析
主機廠配套零公里故障極少有氣門間隙變小的情況,一般是氣門間隙變大,原因主要為在裝配過程中挺柱孔內(nèi)的鐵屑異物沒有徹底清理干凈,在主機廠調(diào)試過程中繼續(xù)暴露出來;以及搖臂調(diào)節(jié)螺釘球頭接觸位置不合理的騰空導致主機廠繼續(xù)調(diào)試過程中球頭突然掉落進球窩。

圖4 主機廠傳回的氣門間隙異常變大
3.3 用戶使用過程中氣門間隙異常原因分析
3.3.1 氣門間隙變小
用戶使用過程中氣門間隙變小主要發(fā)生在天然氣和電控發(fā)動機上。天然氣發(fā)動機因氣門密封環(huán)帶與氣門座圈之間潤滑不良,普通材料的座圈耐磨性達不到使用要求,容易產(chǎn)生座圈磨損,使得氣門上抬,間隙變小。而電控發(fā)動機由于提速較快,各運動副響應較快,使氣門對座圈的沖擊加大,因此普通材料的氣門及座圈使用性能達不到要求,容易產(chǎn)生磨損。
3.3.2 氣門間隙變大
用戶對發(fā)動機使用一段時間后,氣門間隙變大的情況較為常見:
(1)發(fā)動機產(chǎn)品使用說明書規(guī)定:發(fā)動機在每使用1 000 h或38 000 km后,需要調(diào)整一次氣門間隙。但實際使用中,很多用戶不按說明書規(guī)定進行操作,從而造成氣門間隙超差。
(2)搖臂銅套與搖臂軸之間的配合磨損:在2008年,一臺發(fā)動機試驗95 h后拆機檢測中發(fā)現(xiàn),第2缸排氣搖臂和第6缸進氣搖臂內(nèi)孔直徑磨損近0.40 mm,磨出了一個0.40 mm的臺階。襯套磨損后使搖臂上抬會導致?lián)u臂前端放大比例大于2∶1以上的抬高,導致氣門間隙變大。
(3)挺柱內(nèi)球形凹坑與推桿下端球頭之間的接觸表面粗糙度達不到技術規(guī)定要求或技術規(guī)范要求過低,造成該部位接觸異常磨損,使得氣門間隙變大。在市場用戶使用一段時間后的發(fā)動機上,出現(xiàn)過推桿球頭異常磨損數(shù)毫米的現(xiàn)象。同樣的異常磨損還可能發(fā)生在推桿球窩和調(diào)節(jié)螺釘球頭之間。
(4)凸輪軸磨損:凸輪軸磨損發(fā)生在凸輪桃尖部分的現(xiàn)象較為常見,但桃尖磨損不會引起氣門間隙變大,只會導致氣門升程不足。只有凸輪基圓部分磨損后才會使氣門間隙變大。

圖5 收集到的推桿球頭過度磨損故障件
3.4 氣門間隙異常的主要原因
綜上所述,氣門間隙異常發(fā)生變小的情況較少,變大的情況較為常見。根據(jù)近期裝試現(xiàn)場統(tǒng)計數(shù)據(jù)分析,排在前3位的變大原因是挺柱球形凹坑內(nèi)有鐵屑異物、裝配調(diào)整操作不當、搖臂調(diào)節(jié)螺釘下端球頭最大外徑處的線接觸磨損后掉落導致氣門間隙變大。
4 對策及效果驗證
(1)針對清潔度問題,主要采用吸塵措施。2009年9月,在機體裝配翻身后采取對挺柱球形凹坑吸塵措施,有效減少了挺柱球形凹坑內(nèi)積存的異物。
從2010年12月試車時根據(jù)發(fā)動機聲響判斷氣門間隙異常的數(shù)據(jù)統(tǒng)計和現(xiàn)場分析來看,故障率從吸塵前的0.26%下降到0.22%。拆檢了2臺發(fā)動機的搖臂和推桿,發(fā)現(xiàn)挺柱孔內(nèi)都有鐵屑異物。裝配的吸塵位置在吊裝缸蓋之前,所以一旦缸蓋上的鐵屑掉入挺柱孔,還是會導致下道工序調(diào)整氣門間隙時基準出現(xiàn)偏差。而且這些鐵屑如果沒有徹底清除,試車工只是簡單地做重新調(diào)整間隙處理,那么這些鐵屑可能還是夾在挺柱球形凹坑與推桿球頭之間,只是被敲扁了一點,在發(fā)動機主機廠配套調(diào)試等繼續(xù)使用過程中氣門間隙將繼續(xù)發(fā)生變大的異常。所以目前要求試車工對氣門間隙異常變大的挺柱孔內(nèi)采取再次用磁性吸棒吸取鐵屑的做法。
挺柱球形凹坑內(nèi)的垃圾異物盡管采取了有效的吸塵措施,但因吸塵無法做到徹底清潔,而不能實現(xiàn)故障的根本消除,故障率也沒有顯著變化。目前還在采取電控、天然氣發(fā)動機熱試后復校氣門間隙的后期動作予以彌補。
(2)對于調(diào)節(jié)螺釘球頭下落,需要在調(diào)節(jié)螺釘球頭加工質(zhì)量及采購進貨檢驗把關等環(huán)節(jié)加強改進和控制。

圖6 裝配在機體翻身后對挺柱孔采取吸塵措施
(3)對于搖臂銅套磨損,2009年將搖臂銅套結(jié)構(gòu)逐步切換為氮化全鋼搖臂后,這一故障模式被有效解決。搖臂結(jié)構(gòu)更改后已生產(chǎn)銷售了10萬臺以上的發(fā)動機,目前市場上基本沒有此類故障反饋。
(4)對于挺柱球窩、推桿球頭磨損問題,2009年底已將球窩表面粗糙度要求由Ra3.2改進為Ra0.8,并改用冷擠壓加工。改進后用戶報修中也未再發(fā)現(xiàn)。
(5)針對操作不當,裝配已采取培訓、2次校準等手段,目前故障統(tǒng)計中基本沒有此類現(xiàn)象;挺柱卡滯現(xiàn)象在改進裝配操作要求后很少再現(xiàn);
(6)對于市場上用戶的日常保養(yǎng)問題,廠家采取了強保措施,在用戶使用250 h后主動派服務人員上門為用戶做保養(yǎng),包括調(diào)整氣門間隙。有效減少了因疏于保養(yǎng)而導致的發(fā)動機異常故障。
5 結(jié)束語
氣門間隙對于發(fā)動機來說是極為重要的,因此在設計、工藝制造、裝配過程等各個環(huán)節(jié)都要十分重視這個問題。同樣,用戶也要嚴格按照廠家的使用保養(yǎng)說明書中的要求,定時調(diào)整氣門間隙。實踐證明,采用吸塵、強保等臨時性的輔助措施,對減少氣門間隙的異常情況是很有效的,而采取主要零件結(jié)構(gòu)設計優(yōu)化、材料升級等是消除氣門間隙異常的根本措施。
Cause of Abnormal Engine Valve Clearance and Solution
Zhou Zhipei
(Shanghai Diesel Engine Co.,Ltd.,Shanghai 410208,China)
There was claim about abnormal valve clearance occurring during the ex-work test of some kind of engine every month in recent years,ether beyond the maximum clearance or below the minimum one, which becoming a failure model.Initial analysis of the root cause of this failure is made to find an effective solution in order to reduce the rate of such failure and provide as reference to our counterpart.
engine,valve,clearance,quality
10.3969/j.issn.1671-0614.2012.01.014
來稿日期:2011-11-11
周志培(1968-),男,主要研究方向為內(nèi)燃機裝試過程質(zhì)量控制。
猜你喜歡
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:30
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:18
汽車維修與保養(yǎng)(2020年11期)2020-06-09 05:42:06
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:41
汽車與新動力(2014年2期)2014-02-27 12:10:15
