螺旋溝槽單螺桿擠出機(jī)中固體段壓力分布研究
2011-11-30 00:35:06賈明印金志明唐廣利
中國塑料 2011年4期
關(guān)鍵詞:溝槽
潘 龍,賈明印,薛 平,金志明,唐廣利
(北京化工大學(xué)機(jī)電工程學(xué)院,北京100029)
螺旋溝槽單螺桿擠出機(jī)中固體段壓力分布研究
潘 龍,賈明印,薛 平*,金志明,唐廣利
(北京化工大學(xué)機(jī)電工程學(xué)院,北京100029)
通過在固體輸送段機(jī)筒內(nèi)壁開設(shè)螺旋溝槽,同時(shí)將嵌入機(jī)筒溝槽與螺桿螺槽中的物料視為固體塞,建立了一個(gè)機(jī)筒與螺桿對物料協(xié)同作用的整體系統(tǒng)。充分考慮固體塞運(yùn)動過程中的可壓縮性及其受到的加速度的影響,建立數(shù)學(xué)模型,進(jìn)而求解固體塞的壓力及速度方程式。結(jié)果表明,固體塞在溝槽螺棱與螺桿螺棱的共同推力作用下正位移輸送時(shí),系統(tǒng)建壓能力被顯著提高,在固體輸送段末端產(chǎn)生的沿螺桿軸向上的壓力峰值有效保證了物料的穩(wěn)定擠出。
單螺桿擠出機(jī);固體輸送;螺旋溝槽;壓力分布;雙螺棱推動
0 前言
單螺桿擠出機(jī)固體輸送段的性能無論是在提高擠出過程的穩(wěn)定性及擠出產(chǎn)量,還是在降低擠出機(jī)的比能耗方面都起著至關(guān)重要的作用,因此一直以來對于固體輸送理論的研究都受到了足夠的重視。目前,有關(guān)單螺桿擠出機(jī)固體輸送的經(jīng)典理論多以光滑機(jī)筒為研究對象,其典型代表有:Darnell和Mol提出的固體摩擦拖曳流動理論;Chung提出的黏性牽附理論;Tedder提出的能量平衡理論;朱復(fù)華等[1]提出的非塞流理論。20世紀(jì)70年代德國亞琛工業(yè)大學(xué)塑料加工研究所首先提出了具有強(qiáng)制輸送能力的IKV擠出機(jī),這一理念的提出為單螺桿擠出機(jī)帶來了很大的發(fā)展,隨后許多研究人員[2-5]相繼研究了IKV擠出機(jī)的壓力分布、產(chǎn)量、能耗等。但不論是Darnell-Mol理論還是 IKV強(qiáng)制輸送理論,都仍舊以摩擦拖曳理論為依托來研究固體輸送段的建壓機(jī)理。
本文通過在固體輸送段機(jī)筒內(nèi)壁開設(shè)螺旋溝槽,同時(shí)將嵌入機(jī)筒溝槽與螺桿螺槽中的物料視為固體塞,建立了與Darnell-Mol不同的新型物理模型——弧板模型[6],并求解相應(yīng)數(shù)學(xué)模型,彌補(bǔ)了Darnell-Mol理論及其他傳統(tǒng)理論的缺陷:(1)固體塞運(yùn)動過程中,忽略加速度的影響;(2)假定固體塞運(yùn)動過程中密度恒定;(3)假定固體塞運(yùn)動過程中輸送角恒定;(4)假定固體塞速度大小恒定;(5)固體輸送段初始壓力不能為0。
前面研究[6]中筆者建立了以嵌入機(jī)筒溝槽與螺桿螺槽中的整體物料為固體塞、基于正位移輸送機(jī)理下的弧板模型,本文將對其固體輸送段建壓機(jī)理進(jìn)行深入研究。
1 固體輸送段建壓方程式
在基本假設(shè)中,我們假設(shè)壓力只是沿螺槽 Z向的函數(shù)。因此取螺槽中固體塞部分進(jìn)行受力分析,求解固體輸送段建壓方程式。
1.1 連續(xù)性方程
根據(jù)前面研究中的假設(shè)[6]可知,物料顆粒之間相互接觸,在輸送過程中,顆粒之間擠壓導(dǎo)致顆粒間隙不斷減小,因此可認(rèn)為物料密度是不斷增大的。從圖1可以看出,在螺槽中沿物料的擠出方向取一個(gè)微元體,則單位時(shí)間內(nèi)在沿著物料擠出方向上,流入質(zhì)量、流出質(zhì)量及單位時(shí)間內(nèi)微元在z向上的累積量分別為:
根據(jù)質(zhì)量守恒定律可得到化簡后的連續(xù)性方程,如式(1)所示。根據(jù)前人研究得到固體塞壓力與密度的關(guān)系如式(2)所示。將式(2)代入式(1)化簡后得到式(3)。
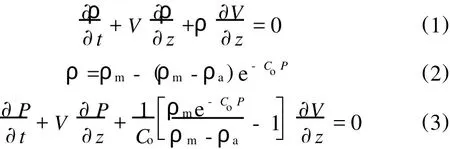
式中 ρm——極限壓力下密度,kg/m3
ρa(bǔ)——松密度 ,kg/m3
Co——原料物性參數(shù)
P——固體塞壓力,M Pa
V——固體塞速度,m/s
1.2 運(yùn)動方程
圖2為圖1中微元的受力分析圖。由微元在逆螺棱和順螺棱方向上受力平衡求解得到化簡后的運(yùn)動方程 ,如式(4)所示。
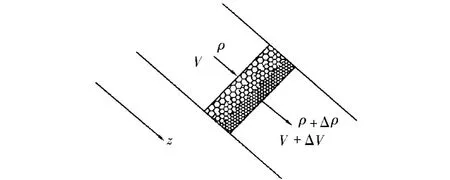
圖1 微元的運(yùn)動分析Fig.1 Diagram of motion analysisof element
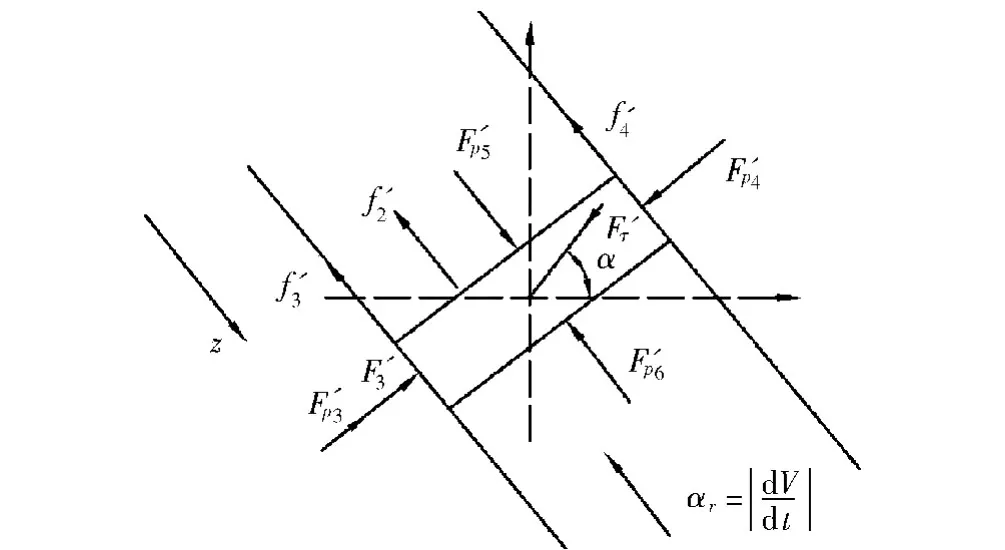
圖2 微元的受力分析Fig.2 Diagram of force analysis of the element

1.3 模型求解
無量 綱式:

無量綱邊界條件為:

無量綱初始條件為:

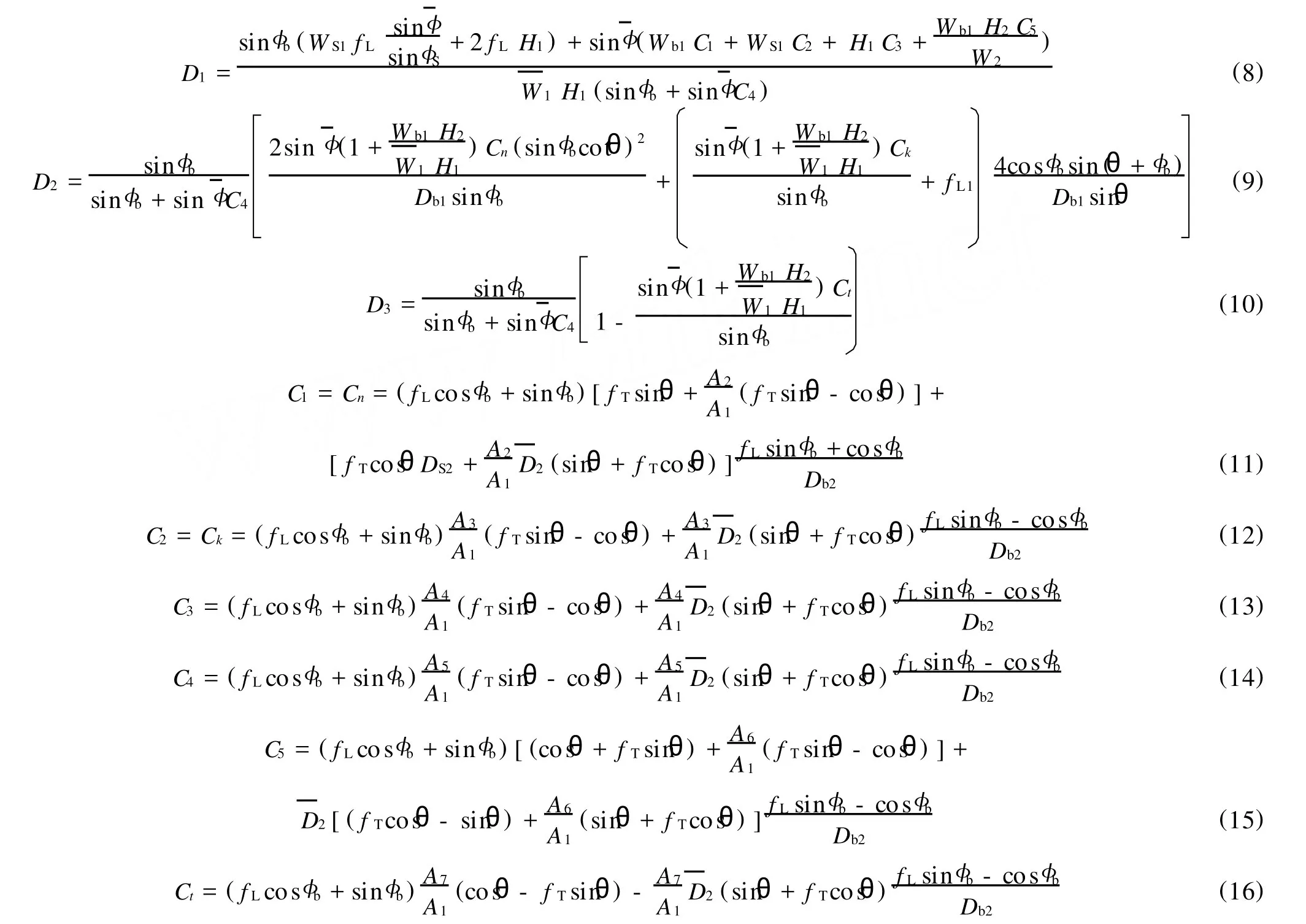
對連續(xù)性方程和運(yùn)動方程進(jìn)行無量綱化及線性處理、Lap lace變換、Lap lace終值定理和有量綱化求解后得到固體塞壓力 P和速度V的表達(dá)式,如式(5)所示。其中 Di的表達(dá)式如式(8)~(16)所示,未注明參數(shù)均同于文獻(xiàn)[6]中參數(shù)注釋。
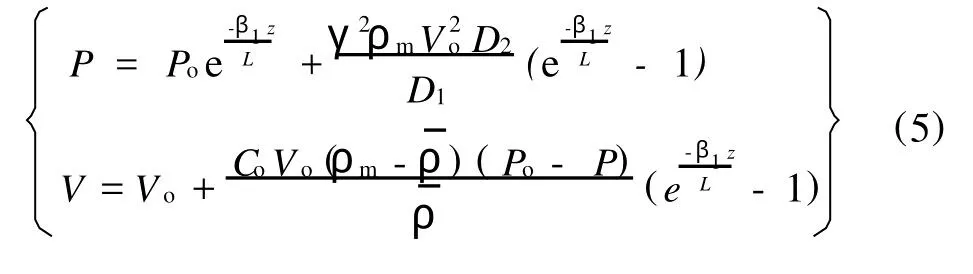

式中 z——沿螺桿螺槽方向距離,mm
γ——修正因子
WS1——螺桿根徑處槽寬,mm
Wb1——螺桿頂徑處槽寬,mm
Di——與機(jī)筒、螺桿結(jié)構(gòu)參數(shù)及摩擦因數(shù)有關(guān)
2 結(jié)果與討論
本文以燕山石化生產(chǎn)的牌號為LD607的低密度聚乙烯(PE-LD)為原料,其物性參數(shù)如表1所示。螺桿加料段幾何結(jié)構(gòu)參數(shù)如表2所示。
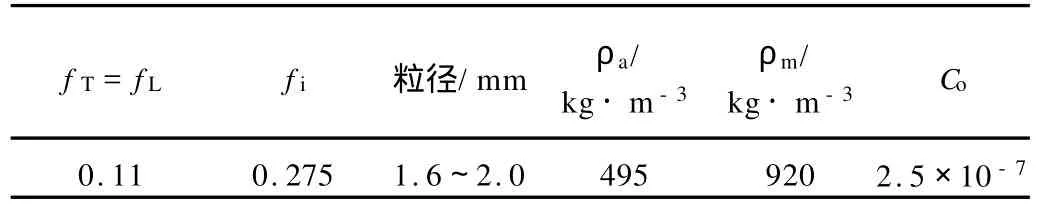
表1 LD607的物性參數(shù)Tab.1 Physical properties parameters of LD607
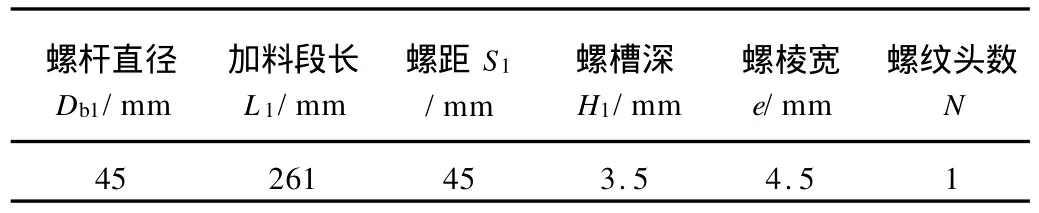
表2 螺桿加料段的幾何結(jié)構(gòu)參數(shù)Tab.2 Geometric parametersof screw feeding section
開槽擠出機(jī)加料段溝槽數(shù)N的取值與螺桿直徑D是密切相關(guān)的[7]。對于大螺桿直徑擠出機(jī)通常取 N≈D/10;而當(dāng)螺桿直徑減小時(shí)溝槽數(shù)應(yīng)增多,尤其對于小螺桿直徑的擠出機(jī)更是如此,通常取 N≈D/5。Potente[8]研究發(fā)現(xiàn),實(shí)際應(yīng)用中溝槽總寬(B)應(yīng)滿足:D≤B≤0.5πD。而為了使機(jī)筒平均摩擦因數(shù)達(dá)到最大值的95%,則應(yīng)滿足:

式中 W ——溝槽寬,mm
B——溝槽總寬,mm
N ——溝槽數(shù)
Hmax——最大溝槽深,mm
本文中,螺桿頂徑 Db1=45 mm,溝槽數(shù) N=8,溝槽寬 W2=8.0 mm,則 B=64 mm,Hmax=4.52 mm,取溝槽深 H2=2.5 mm。研究表明[9],在相同的溝槽幾何結(jié)構(gòu)參數(shù)下,溝槽螺旋角θ在40°~60°之間時(shí)產(chǎn)量達(dá)到最大,如圖3所示。參照文獻(xiàn)[9]中實(shí)驗(yàn)研究模型及文獻(xiàn)[6]中基于正位移輸送邊界條件的物理模型和數(shù)學(xué)模型的分析,設(shè)計(jì)并完成了如圖4所示的加料襯套的加工制造,其結(jié)構(gòu)參數(shù)如表3所示。
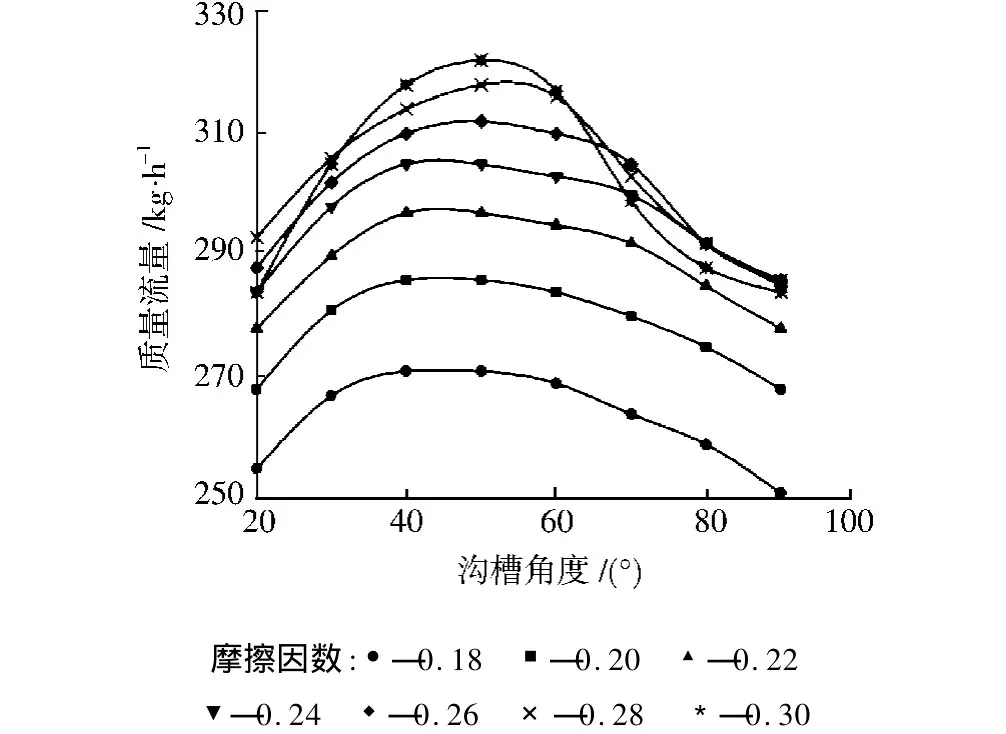
圖3 質(zhì)量流量與溝槽螺旋角的關(guān)系Fig.3 Effect of helical angle on the mass flow rate
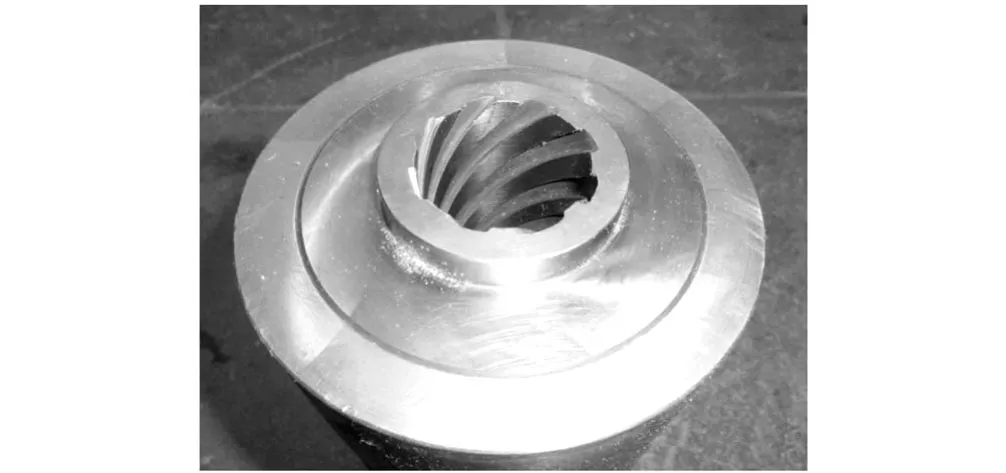
圖4 加料襯套示意圖Fig.4 Diagram of feeding sleeve

表3 加料襯套的幾何結(jié)構(gòu)參數(shù)Tab.3 Geometric parameters of feeding_sleeve
2.1 固體輸送段壓力分布曲線
初始壓力 Po=0,螺桿轉(zhuǎn)速n=40 r/m in,修正系數(shù)r=3000。將溝槽、螺桿幾何參數(shù)及加工工藝參數(shù)代入式(5),得到沿螺桿螺槽方向固體輸送段壓力分布曲線,如圖5所示。圖5為充分考慮了固體塞的可壓縮性及其加速度的情形下沿螺桿螺槽方向固體輸送段壓力分布曲線圖。曲線變化趨勢表明:在固體輸送段沿螺桿螺槽方向壓力值迅速增加,正位移輸送機(jī)理下不同的機(jī)筒和螺桿表面摩擦因數(shù)對固體輸送段的建壓能力有很大的影響,較小的摩擦因數(shù)下固體輸送段末端處壓力峰值可達(dá)到22 M Pa左右,這一數(shù)值遠(yuǎn)遠(yuǎn)高于同級別幾何結(jié)構(gòu)參數(shù)的光滑機(jī)筒擠出機(jī),因此在壓縮段、計(jì)量段形成的正壓力流在提高產(chǎn)量的同時(shí)也確保了擠出制品時(shí)的良好穩(wěn)定性。曲線起點(diǎn)處壓力值為0,說明擠出機(jī)在饑餓喂料狀態(tài)下仍可穩(wěn)定建壓,這與實(shí)際中情形是相符的,從而彌補(bǔ)了Darnell-Mol理論初始壓力必須不為0的缺陷。

圖5 不同摩擦因數(shù)下固體輸送段壓力分布曲線Fig.5 Curve fo r pressure distribution in solid conveying zone under different coefficient of f riction
Franzkoch[10]得到的基于摩擦拖曳輸送機(jī)理下直槽IKV擠出機(jī)和光滑機(jī)筒擠出機(jī)壓力分布曲線如圖6所示,其中螺桿直徑為45 mm,轉(zhuǎn)速為66 r/min。對比圖5和圖6可以發(fā)現(xiàn),在相同的螺桿直徑、相近的螺桿轉(zhuǎn)速下,螺旋溝槽擠出機(jī)與直槽 IKV擠出機(jī)在固體輸送段末端產(chǎn)生的壓力值相近,均遠(yuǎn)高于光滑機(jī)筒擠出機(jī)在固體輸送段末端產(chǎn)生的壓力值。它們具有相似的壓力分布曲線,都為類似于直線式的建壓機(jī)理,可以迅速在固體輸送段末端產(chǎn)生沿螺桿軸向上的壓力峰值,從而實(shí)現(xiàn)產(chǎn)量獨(dú)立于背壓的穩(wěn)定擠出。但在本文中使用的螺旋溝槽擠出機(jī)是基于文獻(xiàn)[6]中正位移輸送理論指導(dǎo)下設(shè)計(jì)的,是基于正移位輸送機(jī)理完成固體輸送的,因此,固體塞在輸送過程中受到的一切摩擦力均為阻力,這在本質(zhì)上不同于基于摩擦拖曳輸送機(jī)理下設(shè)計(jì)的直槽IKV擠出機(jī),由此可在保證固體輸送段建壓能力的前提下,適當(dāng)減小固體輸送段機(jī)筒及螺桿表面摩擦因數(shù)以實(shí)現(xiàn)低比能耗下的穩(wěn)定擠出,這也是在根本上優(yōu)于傳統(tǒng)直槽IKV擠出機(jī)的原因。
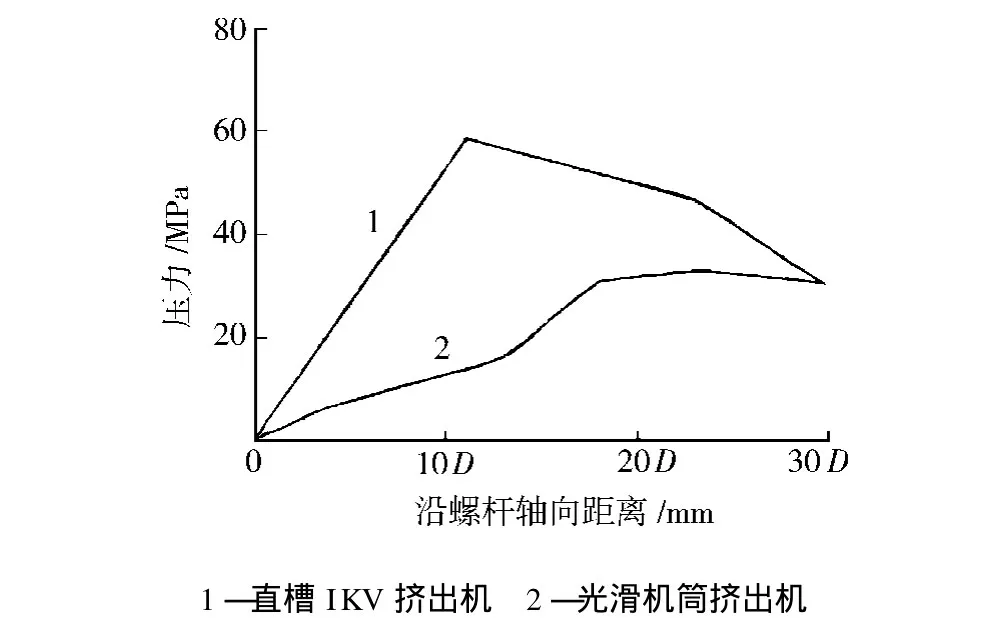
圖6 直槽IKV擠出機(jī)和光滑機(jī)筒擠出機(jī)的壓力分布曲線Fig.6 Curves for pressure distribution of IKV extruder and conventional extruder with a smoo th feed section
2.2 螺桿轉(zhuǎn)速對固體輸送段末端壓力影響
圖7反映了正位移輸送機(jī)理下螺桿轉(zhuǎn)速與固體輸送段末端壓力峰值之間的關(guān)系。從圖7可以看出,隨著螺桿轉(zhuǎn)速的增加,理論計(jì)算與實(shí)驗(yàn)測量得到的固體輸送段末端壓力峰值變化趨勢相同,均略有增大。這是由于螺桿轉(zhuǎn)速增加時(shí)固體輸送率增大造成的。同時(shí)由于固體塞始終在螺桿螺棱推進(jìn)面和加料套螺棱推進(jìn)面的共同推力作用下整體向前穩(wěn)定輸送,避免了物料漏流、固體塞打滑及物料間內(nèi)摩擦的出現(xiàn),因此固體輸送段末端壓力峰值只有小幅的波動,從而有效保證了物料的穩(wěn)定擠出。
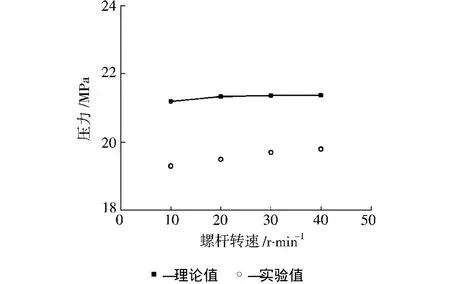
圖7 螺桿轉(zhuǎn)速對固體輸送段末端壓力的影響Fig.7 Effect of screw rotating speed on limit pressure at the end of solid conveying section
3 結(jié)論
(1)螺旋溝槽單螺桿擠出機(jī)在初始壓力為0時(shí),亦可沿螺桿螺槽方向建立壓力;
(2)螺旋溝槽單螺桿擠出機(jī)與直槽IKV擠出機(jī)具有相近的類直線式壓力分布曲線,均在固體輸送段末端達(dá)到沿螺桿軸向的壓力峰值,實(shí)現(xiàn)產(chǎn)量獨(dú)立于背壓的穩(wěn)定擠出;
(3)機(jī)筒及螺桿表面摩擦因數(shù)對螺旋溝槽單螺桿擠出機(jī)固體輸送段末端壓力峰值影響顯著,摩擦因數(shù)略有增大,建壓能力顯著增強(qiáng);
(4)螺桿轉(zhuǎn)速對螺旋溝槽單螺桿擠出機(jī)固體輸送段末端壓力峰值影響較小;
(5)固體輸送段建壓方程式及固體塞速度方程式的求解及建壓機(jī)理分析為螺旋溝槽單螺桿擠出機(jī)固體輸送理論的進(jìn)一步研究奠定了理論基礎(chǔ)。
[1] 朱復(fù)華.擠出理論及應(yīng)用[M].北京:中國輕工業(yè)出版社,2001:52-56.
[2] 伊藤公正,羅世華.用開槽進(jìn)料段提高單螺桿擠出機(jī)的性能(連載之一)[J].塑料加工應(yīng)用,1990,(4):42-56.
[3] 伊藤公正,羅世華.用開槽進(jìn)料段提高單螺桿擠出機(jī)的性能(連載之二)[J].塑料加工應(yīng)用,1990,(4):65-80.
[4] Potente H,Stenzel H,Bergedieck J.Output Computation in the Grooved-barrel Extruder with Regard to Various Conveyance Techniques[J].Advances in Polymer Technology,1990,10(4):285-295.
[5] Davis B A.Grooved Feed Single Screw Extruders-Improving Productivity and Reducing Viscous Heating Effects[J].Polymer Engineering and Science,1998,38(7):1199-1204.
[6] 潘 龍,賈明印,薛 平,等.螺旋溝槽單螺桿擠出機(jī)雙螺棱推動理論模型的研究[J].中國塑料,2010,24(11):94-99.
[7] Kramer A.Experimence in Using Extruderswith Grooved Feed Zones[J].Kunststoffe,1988,78(1):21-26.
[8] Potente H.Methods of Calculating Grooved Extruder Feed Sections[J].Kunststoffe,1985,75(7):439-441.
[9] M iethlinger J.Modelling the Solids Feed Section in Grooved-feed Extruders[J].Kunststoffe,2003,93(4):49-53.
[10] Franzkoch B,Menges G.Grooved Forced-feeding Zones Can Improve Extruder Performance[J].Plastics Engineering,1978,(7):51-54.
Pressure Distribution in Solid Section of Helically Grooved Feed Single-screw Extruders
PAN Long,JIA Mingyin,XUE Ping*,JIN Zhiming,TANG Guangli
(College of Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China)
In the feeding sleeve several helical grooves were opened up.Regarding the materials between groove and channel as a so lid-p lug,the barrel and screw could be considered as an indivisible system to cooperatively push forward the materials in solid conveying zone.A mathematical model was formulated to consider the influences of the compressibility and the acceleration of the materials,the pressure and the velocity of the solid-p lug in the down-channel were calculated.Finally,it was found that when the solid-plug was being carried by way of positive conveying,the peak pressure at the end of solid conveying zone was strikingly promoted and the materials could be stably extruded.
single-screw extruder;solid conveying;helical groove;pressure distribution;double flight driving
TQ320.66+3
B
1001-9278(2011)04-0102-05
2010-07-10
國家自然科學(xué)基金資助項(xiàng)目(50873014)
*聯(lián)系人,xuepmail@263.net
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:28
西北工業(yè)大學(xué)學(xué)報(bào)(2022年2期)2022-05-11 07:50:12
建材發(fā)展導(dǎo)向(2022年1期)2022-03-08 01:52:36
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
機(jī)械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(shù)(2020年3期)2020-12-25 05:22:30
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
中國機(jī)械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學(xué)學(xué)報(bào)(2015年3期)2015-12-22 05:26:21