刀架轉位機構誤差分析及改進設計
2011-11-11 01:32:32劉振
重型機械 2011年2期
劉 振
(武警工程學院,陜西 西安 710086)
1 前言
C1325型單軸六角自動車床刀架轉位機構存在較大的縱向加工誤差,達0.08~0.10 mm,對其構件進行檢修,并提高其裝配精度,但始終不能解決問題。根據機構誤差理論,一般來說機構誤差主要來自兩個方面:一是機構各構件原始誤差所引起的從動件位置誤差;二是由機構公式中某些參數存在的誤差所引起的從動件位置和位移誤差。計算機構精度的常用方法有微分法和轉換機構法。轉換機構法是一種幾何方法,用幾何圖形直觀地表示各誤差的大小和方向,通過直接解析幾何圖形來定量地計算誤差。本文采用轉換機構法,對回輪轉位機構進行計算分析,研究誤差產生的原因,以提高機床縱向加工精度。
2 刀架回輪轉位機構(圖1)
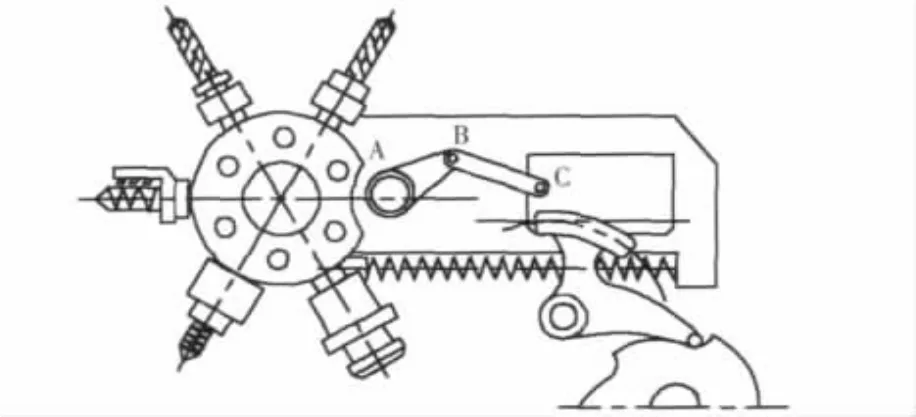
圖1 回輪刀架轉位機構
2.1 誤差理論分析
(1)原始誤差傳遞系數等于轉換機構從動件與主動件速度之比。
設實際刀架回轉機構從動件廣義坐標方程為

式中,x為機構傳遞位移;qs為構件參數。
設系統中構件均為理想構件,原方程改寫為

按誤差獨立作用原理,僅把式中一個構件參數qs視為變量,其余看作定值后對時間微分得:
(2)轉換機構速度圖可以直接轉換成小位移圖。
通過假想方法將其他構件固定在理想位置,而僅將產生該原始誤差的桿件以一組活動元件代替后作為主動件,然后求出從動件速度與轉換機構主動件速度之比,即求得該構件原始誤差傳遞系數。
對式(4)再作以變化
(3)所有構件傳遞誤差總和等于各構件單獨作用傳遞誤差的代數和。
由于實際機構各參數qs有誤差,用(qs+Δqs)表示實際機構各參數,其中Δqs表示各實際構件的原始誤差,因此實際構件從動件廣義坐標方程可寫成
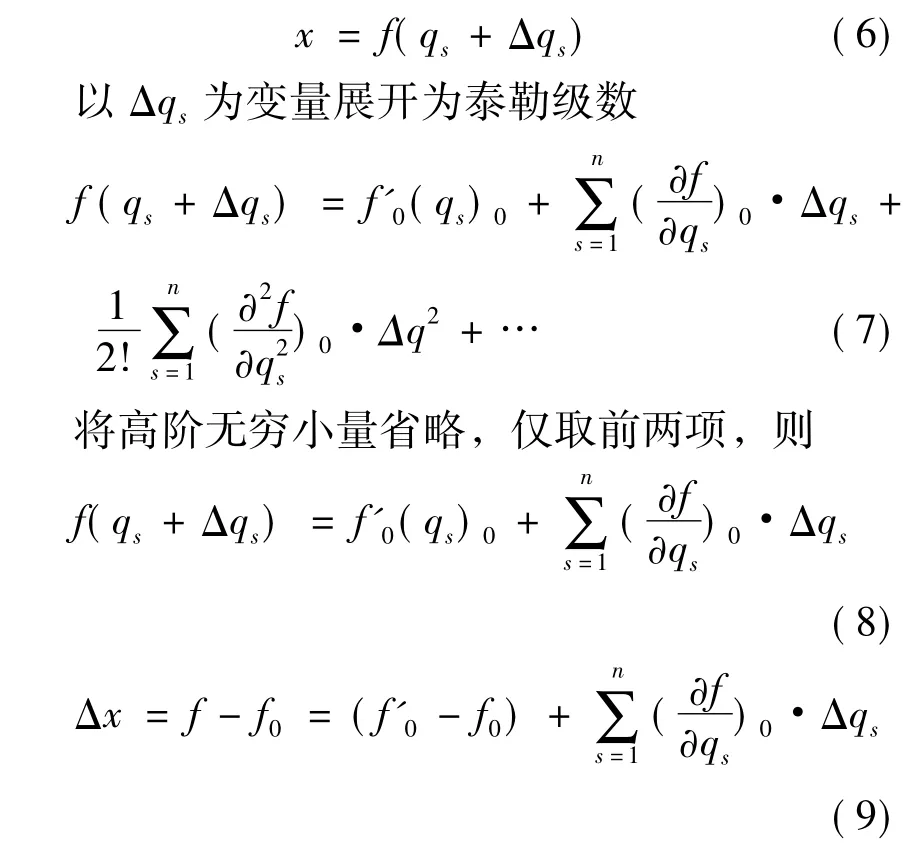
當機構理論誤差(f′0-f0)=0時,實際機構完全符合理論機構,其誤差為零。則

2.2 轉換機構作小位移圖
如圖2所示,刀架轉位機構是由曲柄、連桿、滑塊組成的機構,根據誤差理論設計轉換機構圖,再做出小位移圖,分析有可能產生的誤差。
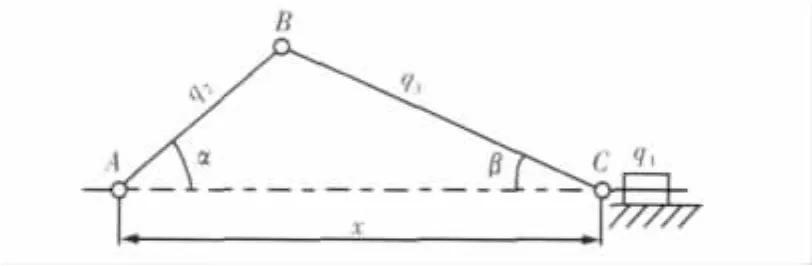
圖2 刀架轉位機構簡圖
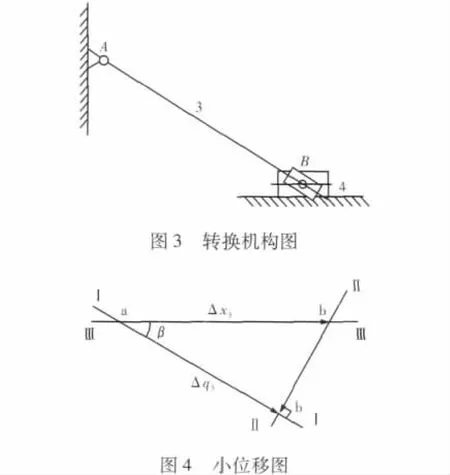
首先考慮連桿3的長度誤差引起的機構位置誤差,將曲柄2固定,連桿3長度可變,得到如圖3所示的轉換機構即正切機構,選取適當比例作出正切機構的小位移圖,如圖4所示。
同樣方法可以確定曲柄2長度誤差引起的滑塊4上B點位置誤差。轉換機構如圖5所示,連桿3大小方向固定,曲柄長度可變。小位移如圖6所示。
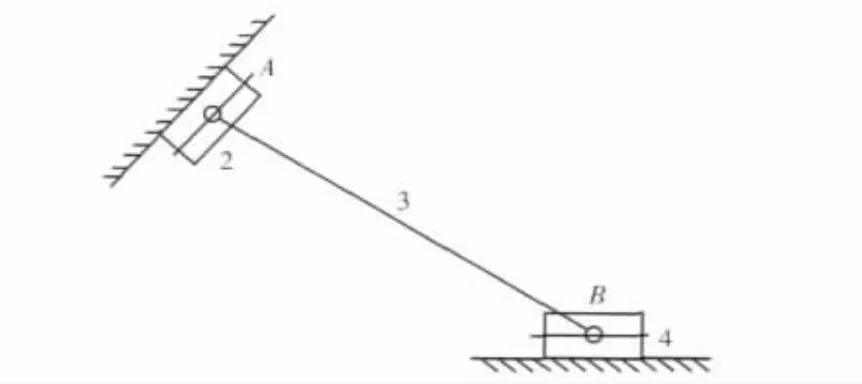
圖5 轉換機構圖
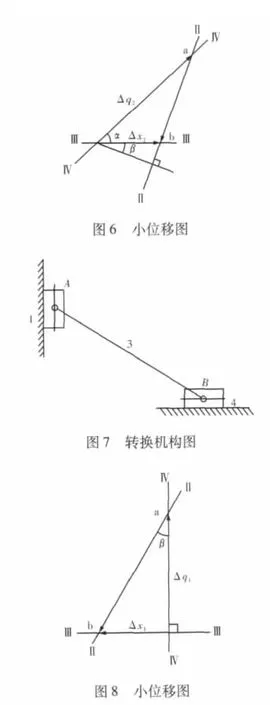
考慮到滑道引起滑塊翹起或者下沉,相當于臺面升降形成誤差,其轉換機構如圖7所示,小位移見圖8。
2.3 轉換機構誤差計算
該回轉刀架具有四種功能:(1)工作進給;(2)回輪刀盤轉位;(3)轉位前的快速退刀;(4)轉位后的快速接近。按照理想機構要求,工作進給時,曲柄、連桿、滑塊應三軸共線,但實際機構由于原始誤差(運動副的間隙、尺寸形位偏差、運動副相互位置誤差),原動件曲柄不能達到準確位置,產生綜合轉角誤差而使A、B、C三點不共線,形成交角α,此夾角使縱向尺寸縮短。假設q2、q3為理想構件,由轉角α產生的誤差為

另一部分誤差可根據小位移圖求得。
由圖4可求出連桿3的長度誤差引起的機構位置誤差

滑塊上B點重合點相對于桿3的速度方向沿桿3,用長度誤差Δq3表示;牽連速度VB垂直于桿3;滑塊絕對速度方向沿滑道方向。這樣可以求得

由圖5可以確定曲柄2長度誤差B點位置誤差。
滑道引起的誤差,由圖8可求
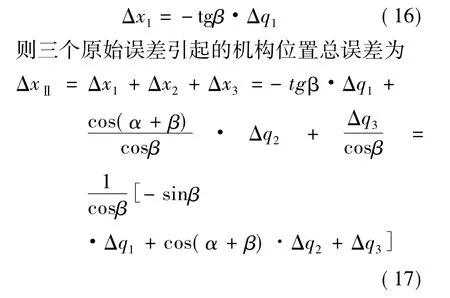
兩種因素誤差總和為
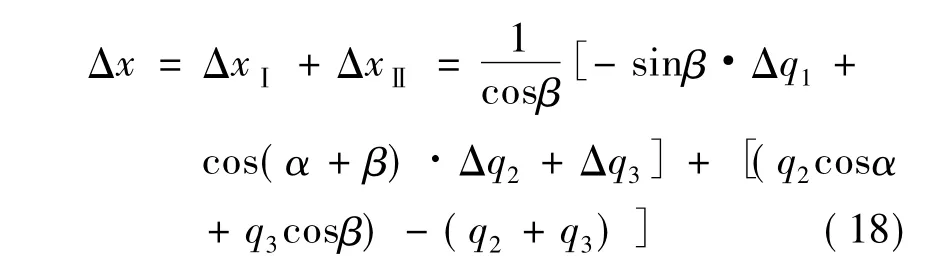
2.4 誤差分析
由式(18)可以看出,影響誤差的因素有:(1)曲柄2、連桿3的長度q2、q3;(2)滑塊1、曲柄 2、連桿 3的長度誤差 Δq1、Δq2、Δq3;(3)轉角α和β。前兩類誤差因素可以通過提高制造、裝配精度來減小他們產生的誤差。而該設計機構實際必然存在轉角α和β(β是相關量),所以轉角α是該結構產生誤差的主要因素。
3 設計改進方案
只要消除α就能解決縱向加工誤差的主要方面。但實際結構中不可能沒有轉角誤差,既然不能消除,經過分析實驗,采用力封閉凸輪推桿機構代替曲柄連桿機構,控制轉角誤差不向縱向加工方向傳遞,如圖9所示。
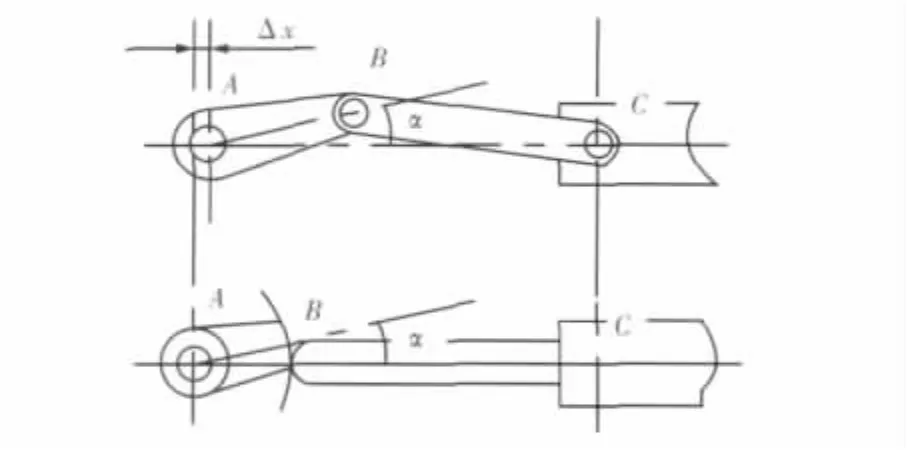
圖9 凸輪推桿機構
4結論
凸輪機構屬于高副連接,其精度遠高于低副連接,為使轉角誤差不落到縱向,有目的的在轉位結束位置將凸輪推桿接觸點附近的凸輪輪廓設計成一段標準圓柱面,該段圓柱面的范圍足以使曲柄(凸輪)在出現最大轉角誤差αmax時始終能保持與推桿等半徑接觸,這樣即使α存在也不會影響縱向工作進給的尺寸,這樣從根本上隔離了轉角誤差縱向傳遞。改進機構在C1325型單軸六角自動車床上進行過試驗,效果明顯,使縱向位置誤差由0.08~0.10 mm減小到0.03~0.05 mm。
改進機構保持著原機構四項工作功能,由于從轉位到工作進給過程并無運動學或動力學過高要求,所以凸輪設計比較容易。這樣用高副機構代替低副機構減少了可動件和原始誤差數量,力封閉高副連接是無間隙連接,較之鉸鏈連接有更高的精度。
[1] 孫恒.機械原理[M].北京:高等教育出版社,2006.
[2] 濮良貴.機械設計[M].北京:高等教育出版社,2006.
[3] 鄒紹權.C 1325單軸六角自動車床轉塔刀架凸輪設計[J].航空精密制造技術,1997,(2):43-45.
[4] 楊東亞,龔俊,強建國等.實現機構尺寸誤差分析的線性規劃法研究[J].現代制造工程,2009(6):65-67.
