伺服冷軋管機(jī)控制系統(tǒng)的設(shè)計(jì)
2011-11-11 01:32:28董相連成海寶
重型機(jī)械 2011年2期
關(guān)鍵詞:系統(tǒng)
楊 鵬,董相連,成海寶,李 麗,張 杰
(1.中國重型機(jī)械研究院有限公司,陜西 西安 710032;2.浙江久立特材科技股份有限公司,浙江 湖州 313008)
1 前言
冷軋管機(jī)有兩輥式、多輥式、連軋式、行星式、擺式等類型[1],其中較成熟的是兩輥式和多輥式冷軋管機(jī)。現(xiàn)代金屬管材生產(chǎn),尤其是合金鋼、有色合金及各種高變形抗力合金管材的生產(chǎn)廣泛采用兩輥式冷軋管機(jī)。目前兩輥冷軋管機(jī)的結(jié)構(gòu)復(fù)雜、維護(hù)成本高、備品備件多、難以實(shí)現(xiàn)全自動(dòng)連續(xù)化作業(yè)。作為冷軋鋼管生產(chǎn)企業(yè)希望能夠在現(xiàn)有兩輥冷軋管機(jī)的基礎(chǔ)上,實(shí)現(xiàn)高速、高精度軋制,從而創(chuàng)造更高的產(chǎn)量、質(zhì)量和效益。
利用先進(jìn)的電氣設(shè)備控制傳統(tǒng)機(jī)械裝置,實(shí)現(xiàn)冷軋管機(jī)械高速度、高精度的回轉(zhuǎn)送進(jìn)。本文以現(xiàn)代化工業(yè)控制PLC為基礎(chǔ),建立良好的直流調(diào)速系統(tǒng)、PLC控制系統(tǒng)以及交流伺服電機(jī)回轉(zhuǎn)送進(jìn)系統(tǒng),既可縮短機(jī)械設(shè)計(jì)時(shí)間和成本,也便于維護(hù)和調(diào)試。
2 全自動(dòng)伺服冷軋管機(jī)主要組成
該冷軋管機(jī)由機(jī)械系統(tǒng)、潤滑系統(tǒng)、液壓系統(tǒng)、電氣系統(tǒng)組成。屬兩輥高速長行程環(huán)孔型冷軋管機(jī),主要參數(shù)有如下。
管坯外徑 φ15~φ34 mm
管坯壁厚 1.5~3.5 mm
管坯長度 2~6 m
成品管外徑 φ8~φ20 mm
成品管壁厚 0.8~1.6 mm
最大成品管長度 30 m
最大軋制速度 240次/min
送進(jìn)量 6 mm/r
主軋制部分采用曲軸-雙偏心水平質(zhì)量平衡系統(tǒng)來平衡系統(tǒng)的慣性力,結(jié)合伺服控制系統(tǒng)實(shí)現(xiàn)高速軋制;采用了兩個(gè)交替工作的芯棒桿卡緊裝置,使其實(shí)現(xiàn)了不停機(jī)連續(xù)上料;采用了兩個(gè)交替工作的管坯卡盤,使冷軋管機(jī)不停機(jī)連續(xù)送進(jìn)。采用五臺(tái)交流伺服電機(jī)分別單獨(dú)驅(qū)動(dòng)5個(gè)傳動(dòng)點(diǎn)、以程序的形式控制各個(gè)伺服電機(jī)的運(yùn)動(dòng),使其達(dá)到多軸聯(lián)動(dòng)協(xié)調(diào)同步的回轉(zhuǎn)送進(jìn)要求,滿足管坯的軋制工藝,從而取代原來復(fù)雜的機(jī)械式回轉(zhuǎn)送進(jìn)機(jī)構(gòu),實(shí)現(xiàn)了軋機(jī)的連續(xù)化作業(yè)。
3 全自動(dòng)伺服冷軋管機(jī)控制系統(tǒng)方案
該控制系統(tǒng)的主要目的是要有效地控制冷軋管機(jī)的各個(gè)部分,以及要解決好回轉(zhuǎn)送進(jìn)電機(jī)和主電機(jī)的協(xié)同性問題。本文選擇用PLC[2]作為控制用的中央處理單元,利用PLC和各個(gè)控制設(shè)備組成的工業(yè)網(wǎng)絡(luò)控制冷軋管機(jī)械。該控制系統(tǒng)的網(wǎng)絡(luò)主要是工業(yè)以太網(wǎng)、光纖和PROFIBUSDP網(wǎng)絡(luò)。控制系統(tǒng)框圖如圖1所示。
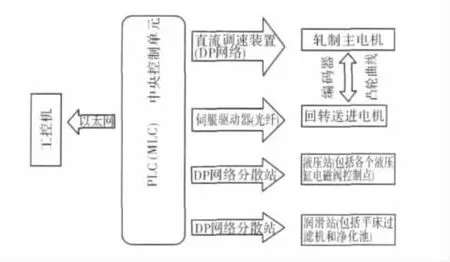
圖1 控制系統(tǒng)框圖
圖1中PLC為中央控制單元,通過DP網(wǎng)絡(luò)與直流調(diào)速裝置、液壓站、潤滑站聯(lián)接。通過以太網(wǎng)與工業(yè)控制計(jì)算機(jī)和運(yùn)動(dòng)控制器MLC相聯(lián)系,利用組態(tài)軟件建立控制畫面。軋制主電機(jī)和回轉(zhuǎn)送進(jìn)伺服電機(jī)通過測量編碼器和電子凸輪曲線協(xié)同動(dòng)作。
該控制采取模塊化構(gòu)建,選用的IndraMotion MLC是一個(gè)整合了運(yùn)動(dòng)控制、PLC和技術(shù)模塊的解決方案,提供實(shí)現(xiàn)自動(dòng)化方案所有的系統(tǒng)組件。
4 回轉(zhuǎn)送進(jìn)系統(tǒng)設(shè)計(jì)
鋼管軋制的回轉(zhuǎn)送進(jìn)由五臺(tái)交流伺服同步電機(jī)共同合作完成。回轉(zhuǎn)和送進(jìn)均是間歇性動(dòng)作,伺服電動(dòng)機(jī)要配合主電機(jī)的動(dòng)作完成自己的送進(jìn)和回轉(zhuǎn)。采取的是兩回轉(zhuǎn)單送進(jìn)的策略,即在軋輥打開的前后死點(diǎn)區(qū)域內(nèi)回轉(zhuǎn)和送進(jìn),在前死點(diǎn)回轉(zhuǎn)一次,在后死點(diǎn)回轉(zhuǎn)第二次并進(jìn)行送進(jìn)。因此需要把主電機(jī)的實(shí)時(shí)位置作為輸入傳送給伺服驅(qū)動(dòng)器。本文利用絕對(duì)值式光電脈沖編碼器將主機(jī)實(shí)時(shí)位置傳送給伺服驅(qū)動(dòng)器,將主電機(jī)往復(fù)運(yùn)動(dòng)一次為360°,將360°劃分出各個(gè)區(qū)域,在上面表示出伺服電機(jī)應(yīng)完成的動(dòng)作。
5 伺服控制系統(tǒng)設(shè)計(jì)
5.1 伺服驅(qū)動(dòng)器
伺服驅(qū)動(dòng)器采用一個(gè)整流器HMV將三相交流電變?yōu)橹绷麟姡梢詫⑵洚?dāng)作電源,然后再通過五臺(tái)攜帶有控制單元的逆變器HMS(一般控制單元直接嵌入在逆變器當(dāng)中)分別驅(qū)動(dòng)五臺(tái)伺服電機(jī),五個(gè)控制單元通過光纖通訊和控制單元構(gòu)成環(huán)路通訊,工業(yè)以太網(wǎng)作為人機(jī)接口和控制器通訊,同時(shí)也是編程下載的接口。最后一個(gè)控制單元還專門留有主電機(jī)絕對(duì)式測量編碼器的信號(hào)回饋裝置。
5.2 伺服電機(jī)的選擇
選擇原則是將電機(jī)特性與負(fù)載特性分離開,并用圖解的形式表示,這種表示方法使驅(qū)動(dòng)裝置的可行性檢查和不同系統(tǒng)間的比較更方便,另外,還給出了一個(gè)規(guī)格化傳動(dòng)比的范圍。該方法的優(yōu)點(diǎn):適用于各種負(fù)載情況;將負(fù)載和電機(jī)的特性分離開;有關(guān)動(dòng)力的各個(gè)參數(shù)均可用圖解的形式表示并且適用于各種電機(jī)[3]。因此,不再需要用大量的模擬來檢查電機(jī)是否能夠驅(qū)動(dòng)某個(gè)特定的負(fù)載。
(1)電機(jī)的最高轉(zhuǎn)速。快速行程的電機(jī)轉(zhuǎn)速應(yīng)嚴(yán)格控制在電機(jī)的額定轉(zhuǎn)速之內(nèi)。

式中,nnom為電機(jī)的額定轉(zhuǎn)速,r/min;n為快速行程時(shí)電機(jī)的轉(zhuǎn)速,r/min;Vmax為直線運(yùn)行速度,m/min;u為系統(tǒng)傳動(dòng)比;Ph為絲杠導(dǎo)程,mm。根據(jù)計(jì)算,本系統(tǒng)需要選擇額定轉(zhuǎn)速不小于2 000 r/min的伺服電機(jī)。
(2)慣量匹配及計(jì)算負(fù)載慣量。為了保證足夠的角加速度使系統(tǒng)反應(yīng)靈敏和滿足系統(tǒng)的穩(wěn)定性要求,應(yīng)限制負(fù)載慣量在<2.5 JM。

式中,Ji為各轉(zhuǎn)動(dòng)件的轉(zhuǎn)動(dòng)慣量,kg·m2;ωj為各轉(zhuǎn)動(dòng)件角速度,rad/min;mj為各移動(dòng)件的品質(zhì),kg;Vj為各移動(dòng)件的速度,m/min;ω為伺服電機(jī)的角速度,rad/min;經(jīng)過計(jì)算實(shí)際的JL=0.0211 kg·m2,因此需要選擇JM>0.0884 kg·m2。
(3)根據(jù)電機(jī)轉(zhuǎn)矩均方根值選擇電機(jī)。工作機(jī)械頻繁啟動(dòng),制動(dòng)時(shí)所需轉(zhuǎn)矩,當(dāng)工作機(jī)械作頻繁啟動(dòng)、制動(dòng)時(shí),必須檢查電機(jī)是否過熱,為此需計(jì)算在一個(gè)周期內(nèi)電機(jī)轉(zhuǎn)矩的均方根值,并且應(yīng)使此均方根值小于電機(jī)的連續(xù)轉(zhuǎn)矩。電機(jī)的均方根值由下式計(jì)算。
式中,Ta為加速轉(zhuǎn)矩,N·m;Tf為摩擦轉(zhuǎn)矩,N·m;To在停止期間的轉(zhuǎn)矩,Nm;t1、t2、t3、T周如圖2所示。
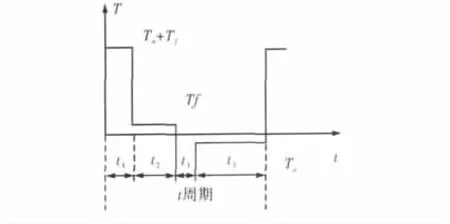
圖2 t1、t2、t3、T周的轉(zhuǎn)矩曲線
負(fù)載周期性變化的轉(zhuǎn)矩計(jì)算,也需要計(jì)算出一個(gè)周期中的轉(zhuǎn)矩均方根值,且該值小于額定轉(zhuǎn)矩。這樣電機(jī)才不會(huì)過熱,保持正常工作。
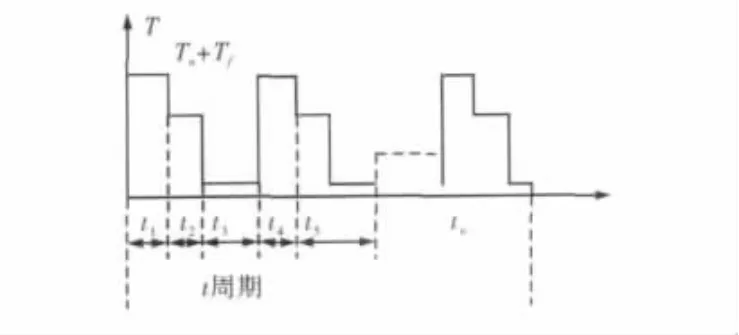
圖3 負(fù)載周期性變化的轉(zhuǎn)矩計(jì)算圖
根據(jù)軋管機(jī)的回轉(zhuǎn)電機(jī)和送進(jìn)電機(jī)特性,負(fù)載也是周期性變化的,類似于一條正弦曲線的變化,經(jīng)過積分計(jì)算所有的回轉(zhuǎn)電機(jī)T=48 N·m,送進(jìn)電機(jī)轉(zhuǎn)矩為46 N·m,所以必須選用Tm>48 N·m的伺服電機(jī)。
該系統(tǒng)選擇MSK系列的交流同步伺服電機(jī),該電機(jī)的特點(diǎn)是功率密度大,在同級(jí)別的電機(jī)中轉(zhuǎn)動(dòng)慣量較小。正好滿足了高速軋管機(jī)需要大轉(zhuǎn)矩低慣量,高速響應(yīng)的要求。
5.3 MLC對(duì)伺服電動(dòng)機(jī)的控制
本系統(tǒng)所用PLC是集成了運(yùn)動(dòng)控制功能的高級(jí)PLC,全名是IndralMotion Logic Controller所以也叫做MLC。MLC是現(xiàn)代PLC發(fā)展的一種趨勢,以往的PLC只具有邏輯控制功能,而現(xiàn)代PLC還具有了運(yùn)動(dòng)控制和外掛工業(yè)控制屏幕等功能。對(duì)伺服電動(dòng)機(jī)的控制利用MLC中自帶的各種符合PLCOPEN標(biāo)準(zhǔn)的功能塊來完成對(duì)電機(jī)的速度設(shè)定、位置設(shè)定、轉(zhuǎn)矩設(shè)定、凸輪功能設(shè)定等。同時(shí)也通過這些功能塊將數(shù)據(jù)返回給人機(jī)接口或者上位機(jī)。
5.4 MLC和伺服驅(qū)動(dòng)器控制單元之間的通訊
MLC和驅(qū)動(dòng)控制單元是通過SERCOS(serial real time communication specification)相連接的。SERCOS是一種用于數(shù)字伺服和傳動(dòng)系統(tǒng)的現(xiàn)場總線接口和數(shù)據(jù)交換協(xié)議,能夠?qū)崿F(xiàn)工業(yè)控制計(jì)算機(jī)與數(shù)字伺服系統(tǒng)、傳感器和可編程控制器I/O口之間的實(shí)時(shí)數(shù)據(jù)通訊。SERCOS界面由一個(gè)主站(Master)和若干個(gè)從站(Slave,1~254個(gè)伺服、主軸或PLC-IO)組成,各站之間采用光纜連接,構(gòu)成環(huán)形網(wǎng),站間的最大距離為80 m(塑料光纖)或240 m(玻璃光纖),最大從站數(shù)為254,數(shù)據(jù)傳輸率為2 Mbit/s到16 Mbit/s。
6 電子凸輪曲線設(shè)計(jì)
管材軋制工藝要求伺服電動(dòng)機(jī)驅(qū)動(dòng)完成回轉(zhuǎn)與送進(jìn)動(dòng)作。必須設(shè)計(jì)合理的電子凸輪曲線,同時(shí)在這個(gè)曲線軌跡下,電機(jī)不能超載,要盡量滿足電機(jī)正常運(yùn)行的要求。
IndralWorks軟件集成了電子凸輪曲線設(shè)計(jì)功能,這也是MLC集成了運(yùn)動(dòng)控制功能的軟件實(shí)現(xiàn)過程。軟件中提供了多個(gè)曲線函數(shù),根據(jù)軋管機(jī)工作特性選擇合適的函數(shù)曲線作為運(yùn)動(dòng)過程,同時(shí)滿足電機(jī)的負(fù)荷要求。
本系統(tǒng)選用多種變化函數(shù),如正弦函數(shù)、斜坡函數(shù)、四次方函數(shù)等,使速度、加速度、躍度等曲線實(shí)現(xiàn)平滑過渡,保證伺服電機(jī)在額定范圍內(nèi)實(shí)現(xiàn)多種送進(jìn)和回轉(zhuǎn)形式。
7 PLC控制系統(tǒng)的組成
該系統(tǒng)以PLC(MLC)為主站,通過PROFI-BUS-DP總線對(duì)六個(gè)從站,其中:(1)對(duì)6RA70實(shí)現(xiàn)對(duì)主電機(jī)的控制,其測試參數(shù)(速度、電流)可通過6RA70經(jīng)PROFIBUS總線傳遞給監(jiān)控設(shè)備;(2)對(duì)潤滑站的控制;(3)對(duì)液壓站和液壓站分散站的控制;(4)兩個(gè)操作點(diǎn)和一個(gè)操作臺(tái),一個(gè)操作點(diǎn)處于上料部位,一個(gè)操作點(diǎn)和操作臺(tái)靠近主電機(jī)部位。分別控制就近部位的電磁閥和設(shè)備潤滑,操作臺(tái)還要完成對(duì)伺服電機(jī)和主電機(jī)的操控。操作臺(tái)上安裝有具有觸摸屏的工業(yè)控制計(jì)算機(jī),在工控機(jī)上實(shí)現(xiàn)對(duì)PLC的程序編寫和調(diào)試,并可以通過WinStudio監(jiān)控軟件實(shí)現(xiàn)對(duì)軋制過程數(shù)據(jù)的實(shí)時(shí)監(jiān)控。
主機(jī)軋制程序需要執(zhí)行軋制工藝的各種主機(jī)運(yùn)行過程,最主要問題就是在兩管接縫處需要減速,當(dāng)管縫通過軋制區(qū)后要立刻提速至正常軋制速度,需要將管縫檢測裝置和直流調(diào)速裝置相結(jié)合使用,通過管縫檢測裝置發(fā)訊使調(diào)速器工作從而使主電機(jī)減速。自動(dòng)化軋制程序可以實(shí)現(xiàn)連續(xù)上料、連續(xù)送進(jìn)、連續(xù)軋制功能,實(shí)現(xiàn)了軋制的全自動(dòng)化。
PLC控制系統(tǒng)完成對(duì)鋼管冷軋運(yùn)行模式的選擇和對(duì)系統(tǒng)軋制運(yùn)行速度的控制。經(jīng)實(shí)際運(yùn)行證明,控制系統(tǒng)各部分功能正常,運(yùn)行穩(wěn)定,PLC各種邏輯控制準(zhǔn)確迅速,速度控制平穩(wěn)可靠。
8 軋制主電機(jī)控制系統(tǒng)設(shè)計(jì)
本控制系統(tǒng)基于軋制特點(diǎn)選用直流電機(jī)作為軋制主電機(jī)。由于要保證軋制過程中速度保持一定,且軋制過程力矩變化比較大,負(fù)載的擾動(dòng)較大,同時(shí)要能夠?qū)崿F(xiàn)正反轉(zhuǎn)運(yùn)行。SIMOREGK 6RA70系列調(diào)速器的硬件由各種標(biāo)準(zhǔn)插件板及模塊組成。采用模塊組合、緊湊布置的結(jié)構(gòu),各組件易于拆卸,方便維護(hù)及檢修,主要分為功率單元和控制單元。
系統(tǒng)中的MLC系列產(chǎn)品負(fù)責(zé)該軋管機(jī)的基礎(chǔ)自動(dòng)化,其上的CPU模塊作為PROFIBUS的主站。主站Indral Motion MLC L40本身帶有內(nèi)部集成的PROFIBUS-DP接口,使用這種CPU能實(shí)現(xiàn)分布式自動(dòng)化組態(tài),具有速度高和操作非常簡單的特點(diǎn)。從用戶的角度來看,處理分布式外圍設(shè)備和處理集中式外圍設(shè)備是相同的(即相同的組態(tài),相同的地址分配,相同的編程)。本系統(tǒng)的SIMOREGK 6RA70直流調(diào)速器控制軋制主電機(jī)。6RA70直流調(diào)速器配有一塊CBP2通訊板,作為PROFIBUS-DP接口板,與MLC主站連接,通過在IndralWorks中加入相應(yīng)的GSD文件就可以完成MLC對(duì)6RA70直流調(diào)速器的控制。
9 結(jié)束語
該冷軋管機(jī)控制系統(tǒng)用在中國重型機(jī)械研究院有限公司(原西安重型機(jī)械研究所)研制的LG-15全自動(dòng)高速冷軋管機(jī)上,完成對(duì)鋼管連續(xù)上料、精準(zhǔn)送進(jìn)和高速軋制。該系統(tǒng)有如下特點(diǎn):
(1)通過對(duì)交流伺服電動(dòng)機(jī)控制策略的研究,利用伺服驅(qū)動(dòng)器,伺服控制單元以及相應(yīng)的測量編碼器完成對(duì)五臺(tái)伺服電動(dòng)機(jī)的控制系統(tǒng)設(shè)計(jì)。使用Indralworks軟件并結(jié)合該軟件下的功能模塊通過對(duì)MLC的程序編寫完成對(duì)伺服電動(dòng)機(jī)的配置和控制,可以隨時(shí)修改回轉(zhuǎn)角度和送進(jìn)量,重點(diǎn)是可以通過電子凸輪曲線設(shè)置出了滿足軋制工藝的伺服電動(dòng)機(jī)的運(yùn)動(dòng)軌跡。
(2)MLC控制系統(tǒng)方面,結(jié)合軋制工藝、工業(yè)控制的輔助設(shè)備以及設(shè)備中的控制點(diǎn)數(shù)設(shè)計(jì)出滿足控制要求的MLC控制系統(tǒng)。在機(jī)械工藝的要求下利用梯形圖語言完成了自動(dòng)方式、半自動(dòng)方式、手動(dòng)方式三種工作方式的程序編寫,實(shí)現(xiàn)了連續(xù)上料、連續(xù)送進(jìn)和連續(xù)軋制的要求,并能夠?qū)崟r(shí)監(jiān)控和報(bào)警。
(3)針對(duì)現(xiàn)場需要對(duì)多種信號(hào)進(jìn)行采集、分析的特點(diǎn),結(jié)合經(jīng)濟(jì)、實(shí)用性的要求,系統(tǒng)采用西門子的PROFIBUS-DP現(xiàn)場總線通訊協(xié)議構(gòu)成現(xiàn)場總線工業(yè)控制網(wǎng)絡(luò),實(shí)現(xiàn)了MLC和6RA70以及各個(gè)分散站之間的信息交換。通過工業(yè)以太網(wǎng)組建工控機(jī)和伺服驅(qū)動(dòng)單元與MLC網(wǎng)絡(luò),該網(wǎng)絡(luò)響應(yīng)時(shí)間快、抗干擾能力強(qiáng)。
該類型軋管機(jī)的速度快,精度高,自動(dòng)化水平先進(jìn),推出后迅速占有了市場,供應(yīng)給寶鋼、太原鋼鐵廠、常熟華新鋼管廠,久立不銹鋼管廠等企業(yè),其中向美國DMV出口了3臺(tái)成套設(shè)備,用戶反映較好。
[1] 王海文.軋鋼機(jī)械設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,1983.
[2] 彭利標(biāo).可編程控制器原理及應(yīng)用[M].西安:西安電子科技大學(xué)出版社,1997.
[3] 陳伯時(shí).電力拖動(dòng)自動(dòng)控制系統(tǒng)[M].北京:機(jī)械工業(yè)出版社,2003.
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
