鍛鋼冷軋輥輥面缺陷形貌形成與機理分析
2011-11-11 01:32:20張博林
重型機械 2011年2期
張博林
(寶山鋼鐵股份公司冷軋廠,上海 201900)
1 前言
在金屬壓延生產(chǎn)中,軋輥是主要的消耗性工具備件。有關(guān)統(tǒng)計資料表明,在冷軋生產(chǎn)過程中的輥耗通常占生產(chǎn)成本的25%左右。所以,冷軋廠要想取得更好的經(jīng)濟效益,一方面要生產(chǎn)適銷對路的高附加值產(chǎn)品,另一方面就是要降低生產(chǎn)成本,千方百計地降低冷軋輥輥耗。
冷軋輥的消耗包括正常磨耗、異常磨耗、剝落(斷輥)事故消耗等。一次剝落事故可使軋輥完全失效,異常磨耗造成生產(chǎn)成本的無謂浪費,所以防止冷軋輥的剝落事故,消除冷軋輥的異常磨削,控制合理的磨削量,成為軋輥管理的主要任務(wù)之一。
冷軋輥在工作過程中承受很高的軋制載荷。現(xiàn)代化冷連軋機沿輥面母線分布的軋制力通常達到105N/mm以上,同時冷軋輥在工作中還要承受頻繁交變的彎曲、扭轉(zhuǎn)載荷,承受與軋件及支承輥之間強烈的磨擦,所以,對冷軋輥的輥面耐磨性要求很高。冷軋輥的輥面耐磨性主要與其輥面硬度及顯微組織有關(guān),高的輥面硬度通常伴隨著高的殘余壓應(yīng)力。而高硬度和高的輥面殘余應(yīng)力將使軋輥在遇到軋制事故時極易在輥面形成熱沖擊損傷裂紋;此外在輥面與軋件發(fā)生打滑時,容易因磨擦發(fā)熱和磨擦對輥面的拉力而在輥面留下打滑裂紋。這些輥面裂紋在事故輥修磨時必須予以磨凈,此外還應(yīng)將輥面因熱沖擊而形成的局部軟點(回火索氏體、屈氏體組織)磨去。通過上述磨修處理的事故輥才能避免輥面剝落而繼續(xù)安全地使用。通過無損探傷可有效檢出上述輥面殘余缺陷而保證磨輥工作的正確進行。
2 冷軋輥消耗的類型
2.1 正常磨耗
軋輥的正常磨耗包括磨削去除軋輥表面諸如凹坑、輥印等缺陷以及輥形曲線磨損后的修復(fù)磨削量等。
2.2 異常磨耗
軋輥在發(fā)生粘鋼、卡鋼等軋鋼事故后輥面受熱沖擊而形成較深的裂紋、小掉肉等輥面損傷,在修磨時引起的無效減徑;因?qū)滠堓佪伱婕毿〉捅度毕萑狈κ褂眯判暮凸芾斫?jīng)驗而盲目增大磨削量等。
2.3 輥面剝落
輥面剝落按斷口特征分為帶狀疲勞剝落和貝殼狀剝落兩種。其中帶狀剝落較為常見,使用管理統(tǒng)計表明帶狀疲勞剝落占剝落總數(shù)的80%以上,現(xiàn)代化冷連軋工作輥的帶狀剝落所占的比例更高。
2.3.1 帶狀疲勞剝落的特點
圖1為帶狀剝落裂紋擴展的橫截面示意圖,帶狀疲勞剝落由表面裂紋引起。通常帶狀疲勞的初始裂紋形成于表面,在軋制載荷引起的剪切應(yīng)力和輥面殘余壓應(yīng)力的共同作用下,逆軋輥轉(zhuǎn)動方向并與輥面成20°~40°的傾斜角向皮下延伸。裂紋到達淬硬層深度后,以基本平行于輥面的環(huán)狀路徑擴展。疲勞裂紋擴展時,其橫向?qū)挾然颈3植蛔儯葱纬蓤D2所示的帶狀(亦稱貓舌狀)剝落。圖3顯示“手指紋”區(qū)域為疲勞剝落面,其兩側(cè)線狀斷裂面發(fā)生的是沿晶斷裂,剝落面的其他部位為“撕脫性”穿晶斷裂。


圖3 “手指紋”區(qū)域的疲勞剝落面
2.3.2 貝殼狀疲勞剝落的特點
貝殼狀疲勞剝落的特點為內(nèi)裂致剝,如圖4所示。

圖4 貝殼狀剝落斷口形貌(箭頭所指處為疲勞源,周圍為疲勞推進形成的貝殼狀紋路)
在軋制過程中輥身表面下部某一臨界深度處存在剪切應(yīng)力載荷的峰值,若在輥身該部位存在夾雜性缺陷,在軋制載荷形成的剪切應(yīng)力和軋輥內(nèi)部的殘余應(yīng)力的共同作用下,在位錯-滑移-微裂紋的損傷積累過程,形成裂紋源。隨著軋輥使用時間的積累,疲勞裂紋從該裂紋源處將逐步發(fā)展至表面而最終形成輥面的貝殼狀疲勞剝落。
從圖4可看出,剝落面呈現(xiàn)貝殼狀疲勞推進線、年輪紋或海灘線狀特征,而在疲勞源處往往單憑肉眼就容易發(fā)現(xiàn)密集或大塊夾雜性缺陷。
實際上隨著現(xiàn)代冶金工藝技術(shù)的進步,鍛鋼冷軋輥的實物冶金質(zhì)量有了很大的提高,在大型冷連軋輥中,這種由材料內(nèi)部低倍夾雜性缺陷引發(fā)的冷軋輥貝殼狀疲勞剝落現(xiàn)象已很少見到。
綜上所述,軋輥的剝落是一種裂紋萌生和發(fā)展的過程。
2.3.3 剝落的預(yù)防
冷軋輥不能在有表面裂紋的狀態(tài)下使用,特別是在有與表面成傾斜角的裂紋的狀態(tài)下使用。當(dāng)軋制中發(fā)生卡鋼、粘鋼、甩尾、纏輥等軋鋼事故或發(fā)生輥面打滑事故后,軋輥表面將出現(xiàn)熱沖擊損傷裂紋,如在軋輥修磨后留下殘余表面裂紋,將導(dǎo)致軋輥的帶狀剝落事故,造成相關(guān)的設(shè)備損壞和生產(chǎn)停頓的嚴重后果。因此要求對在役冷軋工作輥的狀態(tài)給予及時正確的判斷和控制。
3 冷軋輥的無損檢測
3.1 表面裂紋
軋鋼事故中,由于軋材跑偏、甩尾、疊軋等而發(fā)生的卡鋼、粘鋼、纏輥及打滑等居多,導(dǎo)致工作輥輥身局部受到強烈熱沖擊作用,使輥身表層燒傷。因軋輥表面熱沖擊燒傷而局部表層發(fā)生重復(fù)淬火,皮下一定深度組織被高溫回火,使輥面局部殘余應(yīng)力狀態(tài)發(fā)生變化,在隨后的冷卻過程中因熱應(yīng)力和組織應(yīng)力而形成局部表面裂紋,如圖5、圖6所示。

3.2 發(fā)紋缺陷
近年來主要在鋼包精煉+真空除氣鍛鋼冷軋輥中發(fā)現(xiàn)的一個新問題是使用層內(nèi)存在隨機分布的細小夾雜性或氣孔性缺陷。在修磨后可能暴露于冷軋輥輥面,肉眼可見,形貌細小、呈點狀或短至1 mm以下,寬度和深度均極小,缺陷的顯微形貌如圖7、圖8所示。
這類缺陷在專業(yè)上稱之為發(fā)紋。因其形態(tài)為金屬中沿鍛造變形方向的細小管道,類似細小的毛發(fā)而得名。事實上,剛磨凈輥面某處的一個細小發(fā)紋,在別處又冒出新的或更多的細小發(fā)紋缺陷,無休止地修磨輥面將導(dǎo)致輥耗的無謂增大。
制定區(qū)分冷軋輥輥面裂紋和細小發(fā)紋的有效的檢測工藝和檢測修磨管理規(guī)范,控制合理的軋輥修磨量,提高軋輥和磨床的使用效能,全面降低輥耗,提高經(jīng)濟效益,成為了一項急需解決的緊迫任務(wù)。
3.3 表面波檢測方法

3.3.1 表面波檢測原理
表面波是在固體介質(zhì)表面?zhèn)鞑サ囊环N超聲波波型,由沿波傳播方向的縱波和垂直于波傳播方向的橫波所合成。其質(zhì)點的振動軌跡為橢圓,具有縱波和橫波的綜合特征,如圖9所示。

圖9 表面波質(zhì)點振動與波的合成示意
表面波的聲速計算如

式中,μ為泊松比;對于鋼μ=0.29;Ct為橫波聲速,對于鋼Ct=3 230 m/s。
由該公式求得鋼的表面波聲速Cr=2 990 m/s。
表面波的能量隨著深度的增加而迅速減弱,一般認為表面波擾動有效范圍為兩個波長,這也是表面波可探測的深度范圍。即當(dāng)采用超聲波頻率f為2 MHz時,超聲波長λ=Cr/f=1.495 mm,則表面波探測的深度范圍為2λ≈3 mm。
當(dāng)表面波在軋輥表面?zhèn)鞑r,若遇到表面缺陷,一部分聲能將沿原路返回至探頭,從而可探知缺陷的存在。
3.3.2 儀器和探頭
冷軋廠使用的冷軋輥材質(zhì)為Cr5,表層為淬硬層,金相組織為隱針馬氏體+殘余奧氏體+顆粒狀碳化物。該材料對表面波的衰減較小,所檢輥面光潔度很高,因此很適合于采用表面波對缺陷進行檢測。鑒于所用探頭頻率越高,波長越短,有效探測深度就越小,材質(zhì)衰減也越大,這將使近表面缺陷檢測能力下降。針對鍛鋼冷軋輥選用的表面波探頭參數(shù)為:2 MHz,13×13 mm2。儀器型號為 Sitescan140/240/340等數(shù)字式超聲波探傷儀。
3.3.3 靈敏度的調(diào)節(jié)方法
冷軋輥光潔度很高,粗糙度約為Ra 0.4 μm~0.8 μm。目前采用的調(diào)節(jié)靈敏度的方法如下。
表面波靈敏度調(diào)節(jié)試塊如圖10所示。

圖10 鍛鋼冷軋輥表面波探傷靈敏度校定用鋼質(zhì)試塊
試塊材質(zhì)為20#或20CrMo等優(yōu)質(zhì)鍛鋼。
調(diào)節(jié)方法:離探頭前端150 mm距離處,采用Ф2×2人工缺陷表面波回波波高基準法。
軋輥直徑≤φ500 mm時,Ф2×2/150 mm處回波Fr=80%f.s+6 dB;
軋輥直徑>φ500 mm時,Ф2×2/150 mm處回波Fr=80%f.s+12 dB。
3.3.4 裂紋與發(fā)紋表面波波高的比較
在材質(zhì)、表面粗糙度和回波距離相同的情況下,表面波回波聲壓與以下幾個因素有關(guān):缺陷的性質(zhì)、表面露頭缺陷的深度、對表面波的反射長度及皮下缺陷的埋藏深度。裂紋的深度和長度較發(fā)紋大得多,且裂紋反射邊緣尖銳,反射能力強;而發(fā)紋深度和寬度均在幾十個微米量級,且多數(shù)下半部為圓弧形而使部分聲能容易沿圓弧通過,僅小部分聲能反射返回,如圖11所示。在相同的探測靈敏度下,相同的回波距離處,裂紋較發(fā)紋的回波能量強得多,回波高。

圖11 裂紋和發(fā)紋的表面波反射情況
3.3.5 表面缺陷定性分析
軋輥表面細小低倍冶金缺陷檢測數(shù)據(jù)特征:在當(dāng)前的檢測靈敏度下,回波信號距離150 mm左右,波高范圍通常在50%f.s以下,且波形細直幾乎無占寬;磁粉檢測顯示波形與軋輥軸線平行,且磁痕較直,均勻而清晰。
選擇典型樣本進行復(fù)型金相檢測已確認其為鍛造拉長的夾雜物或細小氣孔構(gòu)成的細小管道。管道的內(nèi)容物為氣體、夾雜物等。目前積累的案例表明此類細小發(fā)紋缺陷長度大多小于1 mm,其深度在十幾至幾十個μm,理論分析和實際使用證明,輥面存在此類缺陷通常不影響軋材板面質(zhì)量和軋輥的正常軋制使用,也不會引起軋輥的帶狀剝落,無需將其磨凈。
4 鍛鋼冷軋輥表面缺陷的定性分析
第一類是表面波有回波,但回波不高,對產(chǎn)生表面波回波的部位進行磁粉檢測,無磁痕顯示,典型波形如圖12、圖13所示。這種情況多數(shù)為輥面磨粒擦傷、劃痕或皮下近表層的夾雜性缺陷。

圖12 表面波回波形式,無磁痕顯示D:148.00 mm H:35%
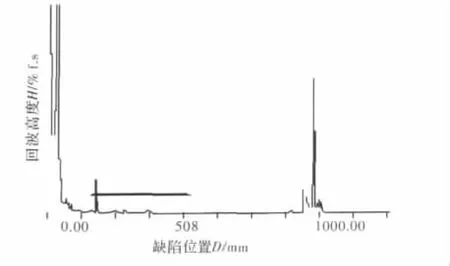
圖13 表面波回波更低,無磁痕顯示D:148.00 mm H:16%
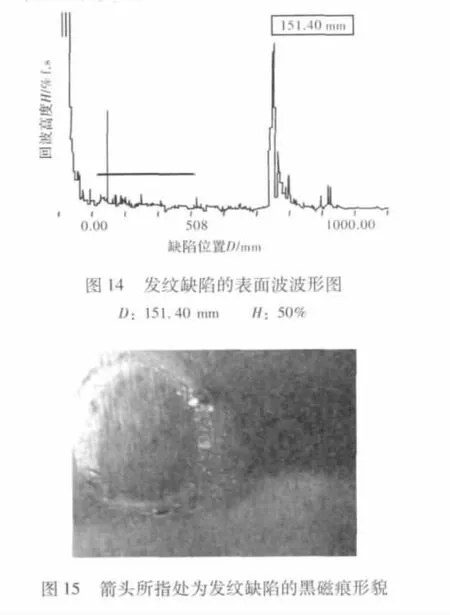
第二類屬于輥面發(fā)紋缺陷。有的發(fā)紋缺陷磁痕很小,為點狀。發(fā)紋表面波波形圖、磁粉顯示照片及金相復(fù)型圖片如圖14、15、16所示。
第三類缺陷表面波回波聲壓較高,缺陷的磁痕顯示較長,有時達到1.5 mm以上,夾雜性的缺陷周圍有時伴有液析碳化物聚集,在繼續(xù)使用的過程可能在缺陷部位誘發(fā)形成裂紋或小掉肉。在某些情況下,由于制造工藝的問題,使夾雜物的“鑲嵌”形狀各異或發(fā)生密集夾雜物回波因聲程相近或相同而形成回波聲壓疊加的情況,回波也可能比較高。因此在生產(chǎn)實踐中,大部分冷軋輥輥面細小缺陷的甄別可采用表面波加磁粉檢測的方法來完成,而在某些情況下,嚴格區(qū)分冷軋輥輥面的殘余裂紋與細小發(fā)紋,除了用表面波檢測加磁痕顯示的復(fù)合檢測方法,必要時還應(yīng)采用金相復(fù)型的方法。

圖16 BZI815輥缺陷黑磁痕形貌,長約1.5 mm
第4類情況缺陷為表面裂紋。輥面的裂紋主要有熱沖擊殘余裂紋和打滑殘余裂紋兩類。其形貌圖如17、18所示。
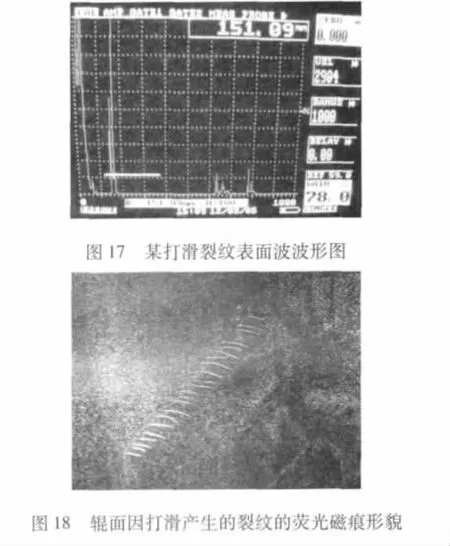
大量檢測數(shù)據(jù)統(tǒng)計結(jié)果表明,在相同的探測靈敏度和相同的回波距離處,由于裂紋的深度和長度均比夾雜性、氣孔性發(fā)紋大很多,因此裂紋較發(fā)紋的回波信號聲壓大得多,回波明顯地高。這是實現(xiàn)用表面波檢測來快速甄別裂紋性缺陷還是發(fā)紋性缺陷的基本依據(jù)。由于熱沖擊裂紋和打滑裂紋的產(chǎn)生總與軋鋼事故或軋輥的非正常工作狀況相關(guān),輥面磨修后的殘余裂紋形貌有明顯的特征而容易鑒別,因此磁粉檢測特別是熒光磁粉檢測對此具有很好的效果。
5 結(jié)束語
根據(jù)對鍛鋼冷軋輥使用輥耗組成的歸納、輥身剝落失效的成因分析、輥面細小發(fā)紋類缺陷對軋輥使用影響的案例統(tǒng)計調(diào)查以及對在役輥檢測中所發(fā)現(xiàn)各類缺陷的處置方式的比較,對在役鍛鋼冷軋輥輥面檢測和修磨管理技術(shù)總結(jié)如下:
(1)防止因表面裂紋性缺陷引發(fā)的輥面帶狀剝落事故,對有效控制和降低綜合輥耗,維護冷軋生產(chǎn)順行,將產(chǎn)生舉足輕重的作用。而有效檢出輥面未磨凈的殘余裂紋是解決該問題的前提。
(2)輥面細小夾雜性或氣孔性發(fā)紋類缺陷與輥面裂紋有本質(zhì)的區(qū)別,除不銹鋼鏡面板一類產(chǎn)品外,通常這類細小發(fā)紋缺陷不影響冷軋板的板面質(zhì)量,實際使用也表明它們不會誘發(fā)輥面帶狀剝落事故。因此,在板面質(zhì)量不受影響的前提下,對磨后輥面顯露的細小發(fā)紋類缺陷可允許其存在,無休止地磨凈發(fā)紋類缺陷導(dǎo)致軋輥無效輥耗的上升和磨床生產(chǎn)效率的降低。
(3)在役冷軋輥檢測和磨修管理的任務(wù)除了檢出輥面殘余裂紋并將其修磨凈外,還包括有效甄別輥面的細小發(fā)紋類缺陷。渦流探傷、表面波探傷和磁粉探傷技術(shù)是解決這兩個問題的有效手段,而表面波加磁粉的復(fù)合檢測技術(shù)對解決后一個問題尤其必要。
(4)根據(jù)缺陷的表面波回波高度以及磁痕顯示的長度和形貌,必要時對缺陷作顯微形貌觀察,可有效確定對冷軋輥輥面缺陷的處置是磨凈、適量加磨還是允許其直接上機使用。
(5)采用專用的帶人工缺陷的表面波試塊來標定超聲波探傷儀的表面波探傷靈敏度。探傷中所發(fā)現(xiàn)的在規(guī)定的缺陷監(jiān)控閘門閾值以下的回波信號均符合要求;當(dāng)缺陷回波高于閘門閾值時,應(yīng)對其進行磁粉探傷機MT,當(dāng)缺陷磁痕長度小于規(guī)定值時也符合要求;當(dāng)缺陷磁痕較短但表面波回波高度較高引起疑問時,可做金相試驗,若缺陷的顯微形貌顯示為夾雜性缺陷時也符合要求;當(dāng)缺陷磁痕大于規(guī)定值,但其形貌顯示為發(fā)紋類缺陷時,可進行適量加磨,待其磁痕減小至規(guī)定值后即符合要求;當(dāng)缺陷回波甚高,其磁痕形貌顯示為裂紋性缺陷時,應(yīng)對其精確定位并予以徹底磨凈處理,裂紋是否磨凈的結(jié)論應(yīng)在渦流探傷機ET、超聲探傷機UT及磁粉探傷機MT均確認的條件下確定。
(6)在役冷軋輥的檢測和修磨管理人員應(yīng)對所檢軋輥的使用情況、制造廠商使用的輥坯情況及歷次的檢測情況有所了解。綜合這些信息和檢測數(shù)據(jù),檢測人員作出正確的結(jié)論和應(yīng)對措施。
[1] 李茂基.軋鋼機械[M].北京:冶金工業(yè)出版社,1998.
[2] 龍春滿,張乃平,趙春林.中國軋鋼技術(shù)的發(fā)展[J].軋鋼,1989,(4).
[3] 俞誓達.對21世紀我國軋輥制造業(yè)發(fā)展的幾點看法[A].冶金設(shè)備備件信息專刊[C].北京:冶金工業(yè)出版社,2001.
[4] 陸文華.鑄造合金及其熔煉[M].北京:機械工業(yè)出版社,1997.
[5] 符寒光,肖強.離心鑄造復(fù)合冶金軋輥技術(shù)的發(fā)展[J].特種鑄造及有色合金,1997,(3).
[6] 劉德富.86CrMoV7鋼冷軋工作輥熱處理工藝研究[J].特殊鋼技術(shù),1998,(1).
[7] 沈偉芳,陳光明,吳忠揚.冷軋輥雙頻感應(yīng)淬火工藝訣竅[J].熱處理,1999,(3).
[8] 聶仲毅,段永恩,郝慶科等.鋼包精煉鋼錠鍛制冷軋輥坯的研究[J].大型鑄鍛件,2000,(4).
[9] George A.OTT.The Development of Forged Hardened Steel Roll Met-allurgy to Meet Special Rolling Mill Requirements[C].33th Mwsp Conf.Proc.ISSAIME,1992.
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
