淺析硬齒面刮削加工技術(shù)
2011-11-09 00:44:46于春紅
中國(guó)新技術(shù)新產(chǎn)品 2011年14期
于春紅
(黑龍江黑化集團(tuán)有限公司壓力容器廠,黑龍江 齊齊哈爾 161041)
前言
隨著機(jī)床、刀具等機(jī)械工業(yè)綜合技術(shù)的發(fā)展,對(duì)齒輪的承載能力、效率、噪聲、壽命等方面提出了更高的要求。硬質(zhì)合金滾刀的出現(xiàn)突破了長(zhǎng)期以來(lái)磨齒是硬齒面齒形精加工唯一有效的工藝方法,它具有不需專(zhuān)用設(shè)備、效率高、成本低等一系列優(yōu)點(diǎn)。它的出現(xiàn)是硬齒制造技術(shù)中的一項(xiàng)重大革新。我們?cè)趯?duì)硬齒面齒輪精加工方面,經(jīng)過(guò)摸索研究,實(shí)際使用,以刮代磨,取得了成效。
1 硬齒面刮削的加工特點(diǎn)
淬硬齒輪熱處理前已由前序滾刀切出全齒形,因而刮削滾刀只對(duì)齒輪的齒形部分作微量切削,容易磨損的刀齒頂刃部分不參與切削,只有側(cè)刃參與切削。由于是從硬度很高的齒表切去薄薄的一層金屬,滾刀左、右側(cè)的切削刃同時(shí)嚙合的齒數(shù)是變化的,很難保證刀齒左、右切削面的切削量一致。切削力(尤其是沿滾刀軸向的分力)的周期性波動(dòng)極易引起滾齒機(jī)的振動(dòng)、讓刀打滑等,導(dǎo)致滾刀急劇磨損甚至崩刃。
2 硬質(zhì)合金滾刀的切削特性
目前國(guó)內(nèi)外一般采用大負(fù)前角的硬質(zhì)合金滾刀加工淬硬齒輪,與高速鋼相比硬質(zhì)合金刀具有明顯的高硬度和耐磨性,因此可以用來(lái)加工高速鋼刀具難以勝任的高硬度材料(40~65HRC),但是硬質(zhì)合金刀具韌度較低,對(duì)于斷續(xù)切削的滾削加工更顯不足,崩刃成為使用上的嚴(yán)重障礙。因而采用徑向負(fù)前角的特殊設(shè)計(jì)結(jié)構(gòu)形式是硬齒面加工用硬質(zhì)合金滾刀的基本特性:刀齒的徑向負(fù)前角使側(cè)切削刃獲得了相應(yīng)的負(fù)刃傾角,切齒時(shí)側(cè)切削刃先在齒根部開(kāi)始切削,然后逐漸向頸部擴(kuò)展,形成一種斜角切削過(guò)程,從而在工件齒面上平穩(wěn)地刮下一薄層金屬。由于切削過(guò)程具有刮削的特性,因此這種滾刀也稱(chēng)作刮削滾刀。徑向負(fù)前角滾刀側(cè)刃所形成的斜角切削過(guò)程,對(duì)于降低切削力、切削振動(dòng)和切削溫度起到一定的作用。
3 切削參數(shù)及切削液的選擇
切削參數(shù)與其它切削加工方法一樣,硬齒面刮削在確定進(jìn)給速度和進(jìn)給量時(shí)也要綜合考慮多種因素,盡可能優(yōu)化加工。需要考慮的主要因素包括:機(jī)床的剛性、工件所要求的精度、齒坯預(yù)處理情況、工件夾具及機(jī)床的狀況等。
a.切削速度:一般為40~140m/min。它取決于機(jī)床運(yùn)轉(zhuǎn)條件、工件硬度和模數(shù)。高速滾齒時(shí)的表面粗糙度值較小,但是,切削速度提高后,滾齒機(jī)振動(dòng)加劇,容易損傷滾刀刀刃,因此,一般齒輪硬度很高時(shí)用低速,不太高時(shí)用高速,這樣滾刀的磨損比較小。推薦切削速度見(jiàn)表1。
b.軸向進(jìn)給量:一般為1~5mm/r。工件硬度越均勻,滾齒機(jī)的剛性越好,進(jìn)給量可以越大。進(jìn)給量越大,滾刀磨損越小。為延長(zhǎng)滾刀壽命,應(yīng)選用較大的進(jìn)給量而不是較小的進(jìn)給量。但進(jìn)給量大時(shí)進(jìn)給波紋也較大,所以一般只有在后續(xù)磨削加工工序時(shí)才使用盡可能大的進(jìn)給量,以延長(zhǎng)滾刀壽命。它可通過(guò)下面公式來(lái)確定:
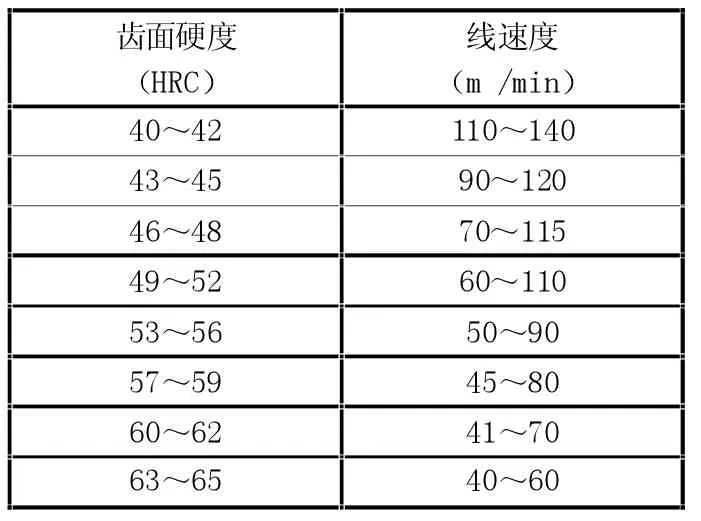
表1 建議切削速度
滾刀每轉(zhuǎn)軸向進(jìn)給量=cosb·(4d·D/sina)1/2,mm
式中b-齒輪螺旋角
d-齒輪節(jié)圓處允許的進(jìn)給波紋深度,mm
a-齒輪壓力角
D-滾刀外徑,mm
c.切削厚度:根據(jù)刮削余量確定。淬硬齒輪的單側(cè)齒面刮削余量一般為0.3~0.6mm。可一次切除,但過(guò)大的切削用量將降低刀具的耐用度。推薦值見(jiàn)表2。
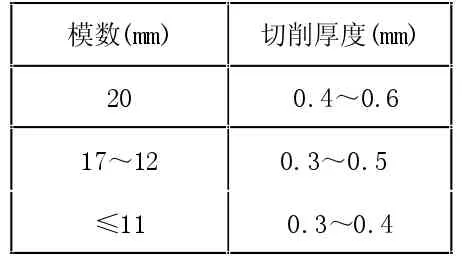
表2 一次走刀切削余量
d.刮削方式:機(jī)床蝸輪副存在間隙時(shí),采用順刮比逆刮要好,可消除間隙帶來(lái)的振動(dòng)和誤差,減小崩刃。
切削液的選擇。硬齒面刮削可采用干式切削。如果采用濕式切削,則所用切削油必須為低粘度切削油,因?yàn)橛昌X面刮削使用切削油的主要目的是冷卻而不是潤(rùn)滑。若使用高粘度油,工件與滾刀就會(huì)發(fā)生讓刀打滑,引起滾刀崩刃。用作冷卻劑的油在40℃時(shí)粘度應(yīng)在10~20cst。含鉬添加劑的低粘度油比較適于硬齒面刮削。
4 滾刀的重新刃磨
滾刀加工一定數(shù)量的工件后,其切削刃變鈍,此時(shí)必須重新刃磨。刃磨后的滾刀必須保持原有的幾何形狀,切削刃必須鋒利,刀具的金相結(jié)構(gòu)絕不可因磨削過(guò)熱而受破壞,因而在刃磨硬質(zhì)合金滾刀時(shí)應(yīng)采用一種油基冷卻液,它對(duì)氯和硫不起反應(yīng)。對(duì)于刮削滾刀,刃磨后的重新涂層并不象用于實(shí)體毛坯硬滾的滾刀那樣重要。硬質(zhì)合金滾刀刃磨后涂層前,建議對(duì)其刃口進(jìn)行預(yù)處理。
5 對(duì)滾齒機(jī)的要求
為了充分發(fā)揮硬質(zhì)合金滾刀的優(yōu)點(diǎn),滾齒機(jī)應(yīng)作相應(yīng)地改進(jìn)。目前所有先進(jìn)的滾齒機(jī)都按高速滾齒進(jìn)行設(shè)計(jì),其滾齒機(jī)的滾刀轉(zhuǎn)速超過(guò)3000r/min,通常為5000r/min,工件主軸轉(zhuǎn)速與滾刀轉(zhuǎn)速相匹配。此外,機(jī)床具有很高的動(dòng)剛度和熱剛度。先進(jìn)滾齒機(jī)的一些主要設(shè)計(jì)特點(diǎn)為:采用復(fù)合環(huán)氧樹(shù)脂床身,以改進(jìn)機(jī)床的動(dòng)態(tài)和靜態(tài)特性;帶有恒溫裝置的高速滾刀主軸箱、高速工件主軸,可采用干、濕二種滾削工藝;帶光電傳感器的數(shù)字驅(qū)動(dòng)系統(tǒng)、直線滾動(dòng)導(dǎo)軌系統(tǒng);高速自動(dòng)上料,占地緊湊,按人機(jī)工程學(xué)設(shè)計(jì),維修方便。
6 防止崩刃措施
滾齒是一種用有限刃斷續(xù)包絡(luò)齒面的切齒方法,因此,齒面粗糙度、棱度及切削振動(dòng)等限制了滾齒的加工質(zhì)量,對(duì)于硬齒面刮削來(lái)說(shuō),由于斷續(xù)切削及切削振動(dòng)等又產(chǎn)生了刀具崩刃,為消減振動(dòng)、降低齒面粗糙度、減少刀具崩刃率,可使用專(zhuān)為硬齒面刮削設(shè)計(jì)的消振器,該消振器裝于滾刀刀桿上,作為刀桿的一部分。實(shí)踐表明,此種裝置能有效減少硬質(zhì)合金刮刀的崩刃率,并對(duì)齒面粗糙度有所改善,減少對(duì)強(qiáng)力高剛度滾齒機(jī)的需求,節(jié)約設(shè)備投資(每臺(tái)機(jī)床約50萬(wàn)元),又可在一定程度上代替昂貴的磨齒,這點(diǎn)對(duì)于大直徑硬齒輪尤顯重要。
7 齒形精度的保證
造成齒形精度難以進(jìn)一步提高的原因主要有兩個(gè)方面,一是滾齒機(jī)的穩(wěn)定性和傳動(dòng)剛度差,二是制造高精度硬質(zhì)合金滾刀存在一定的困難,特別是大負(fù)前角的滾刀,在重磨后齒形變化很大,為此,需要對(duì)滾刀的結(jié)構(gòu)和參數(shù)進(jìn)行精心設(shè)計(jì)和計(jì)算,對(duì)重磨后的齒形精度進(jìn)行分析,并提出改進(jìn)措施。
8 結(jié)束語(yǔ)
實(shí)踐表明,硬齒面刮削工藝具有優(yōu)越性,現(xiàn)已成為一種應(yīng)用廣泛的硬齒面刮削加工方法,在一定程度上減輕了磨齒的壓力。由于有剛性更好的機(jī)床和優(yōu)質(zhì)的硬質(zhì)合金刀具材料并加以涂層處理,使淬硬滾切成為一種行之有效的加工方法。從工廠的實(shí)際應(yīng)用結(jié)果表明,硬齒面刮削加工工藝具有廣闊的應(yīng)用前景。
[1]馮道.機(jī)械零件切削加工工藝與技術(shù)標(biāo)準(zhǔn)實(shí)用手冊(cè) (第五篇),機(jī)械零件銑削加工工藝[S].安徽:安徽文化出版社.
[2]王琬山,刑敏.機(jī)械制造手冊(cè)(第17)齒面加工[S].遼寧:遼寧科學(xué)技術(shù)出版社.
