國產AP1000核電主蒸汽及主給水管道工藝研究
2011-09-25 11:48:28程世清姜治凱羅祖義張德龍楊翠峰
大型鑄鍛件 2011年6期
黃 文 程世清 姜治凱 孫 林 羅祖義 張德龍 楊翠峰
(武漢重工鑄鍛有限責任公司,湖北430084)
為促進我國核電事業的發展,我國從美國西屋電氣公司引進了AP1000第三代核電站技術。設備的國產化工作是第三代核電自主化依托項目成功與否的關鍵,設備自主制造是我國核電自主化發展的關鍵和批量化建設的前提。因此實現AP1000核電主蒸汽及主給水管道國產化具有重要的意義。
為了使研制成功的產品具有代表性,在批量生產前,選取了每種材質最大規格的管道進行工藝研制。研制對象如下:材料牌號A106B,規格OD1067×54≥4 500 mm,數量2支;材料牌號A335P11,規格OD864×54≥6 000 mm,數量2支。
1 工藝特點
武漢重工鑄鍛有限責任公司擁有一條電站、高壓鍋爐用大口徑厚壁無縫鋼管生產線,是目前國內最大口徑的厚壁無縫鋼管制造企業。所擁有的沖孔-頂伸制管技術已取得中國發明專利。
其原理是,將加熱到規定溫度的鋼錠送入與之匹配的陰模中,選擇合適的沖桿沿鋼錠的中心線向下運動,進行沖孔作業,得到帶底的杯狀沖孔坯,沖孔工序在45 MN立式水壓機上進行,沖孔示意圖如圖1所示。然后將杯狀的沖孔坯套入頂桿,20 MN臥式水壓機推動頂桿水平運動,沖孔坯連同頂桿通過模圈,使沖孔坯的外圓減小,長度變長,得到管坯,頂伸示意圖如圖2所示。依次更換內徑更小的模圈(若需要,亦須更換頂桿),反復頂伸過程,得到工藝尺寸的毛坯管。最終的模圈和頂桿決定毛坯管的外圓和內孔尺寸。
采用沖孔——頂伸制管技術,可確保管道的內在性能質量;經內外圓機加工成形,可確保管道的幾何尺寸和表面質量。
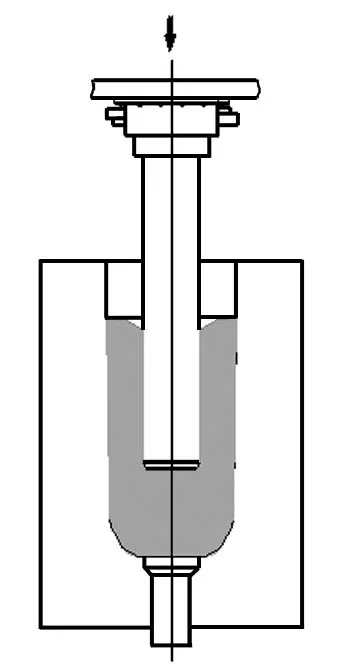
圖1 沖孔示意圖Figure 1 Punching diagrammatic drawing
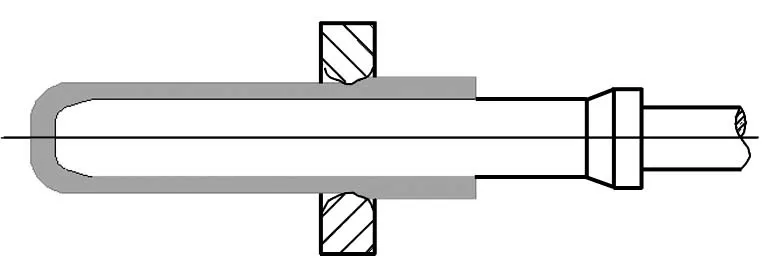
圖2 頂伸示意圖Figure 2 Top stretching diagrammatic drawing
2 工藝過程
A106B、A335P11兩種材質用鋼,均采用電爐冶煉加鋼包真空精煉的鎮靜鋼,經沖孔——頂伸法成形,管坯熱處理、性能試驗合格后,內外表面經機加工成形,并經過無損探傷檢測(超聲波探傷、渦流探傷、磁粉探傷)、水壓試驗、目視及尺寸檢驗合格后防護、包裝。具體工藝流程如下:
煉 鋼→鋼錠紅送→切割冒口→加熱→沖 孔→加熱(含再加熱)→頂伸(含再頂伸)→切割兩端工藝棄料→性能熱處理→取試樣→性能試驗→內、外圓加工→無損探傷(UT、ET、MT)→水壓試驗→尺寸、外觀檢查→包裝、發貨。
3 主要工藝及其要點
(1)煉鋼
兩種材質用鋼采用電弧爐粗煉,鋼包精煉爐吹氬攪拌精煉,并經真空處理(真空度達到133 Pa以下)后下注,保證得到細晶粒的鎮靜鋼。為確保管道的綜合力學性能,在煉鋼過程中嚴格控制氣體元素及五害雜質元素含量,并加入微量合金元素優化成分。
考慮到流動加速腐蝕(fluid accelerate corrosion, FAC)對碳鋼管道造成的影響,在普通碳鋼材料中添加少量Cr(一般質量分數小于0.3%),就可以大大提高低碳鋼的抗FAC能力。國外對碳鋼中Cr的質量分數與材料相對腐蝕速率的試驗研究成果如圖3所示[1]。在A106B中加入Cr 0.2%~0.3%。
(2)加熱
加熱分鋼錠加熱和沖孔坯、管坯加熱,加熱至1 270℃以上,并保溫一段時間。加熱質量是順利沖孔、頂伸制管的關鍵之一,加熱時須嚴格控制始鍛溫度和保溫時間,防止加熱不均勻或出現過熱、過燒現象。
(3)制管
制管分沖孔、頂伸工序,分別在45 MN立式水壓機進行沖孔及在20 MN臥式水壓機進行頂伸作業。所用模具工裝、變形量均按工藝規定執行,保證毛坯管總鍛造比≥3。
(4)熱處理
在毛坯狀態下進行正火+回火熱處理,A106B熱處理正火溫度選取910℃,A335P11正火溫度選取940℃。為確保管道性能的均勻性,在全自動電腦溫控爐中進行熱處理,溫控精度達±5℃。
(5)機加工
待有關試驗、檢驗合格后,轉機加工。其工序為內鏜外車及磨削加工。使內外表面的缺陷及脫碳層能被完全去除掉,管道表面粗糙度達到Ra6.3μm以上。管道兩端加工成直角,尺寸允差、直線度等達到規定的要求。加工時外形尺寸按上偏差控制。
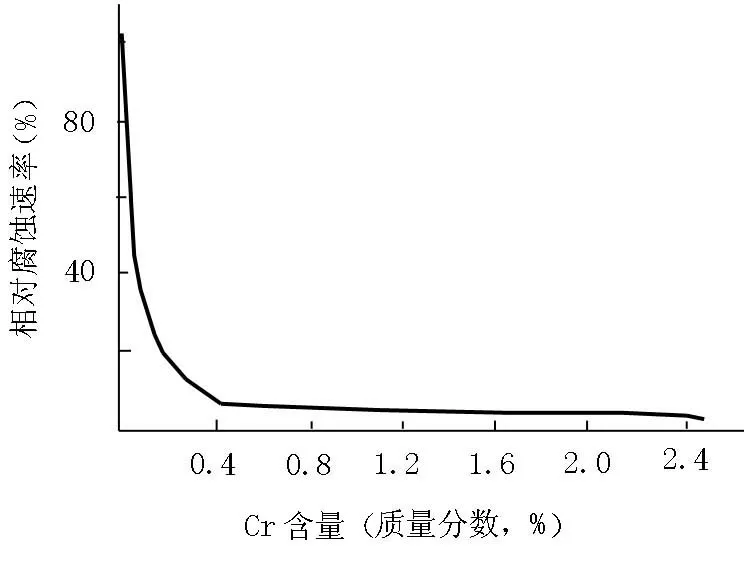
圖3 鋼中Cr含量與FAC相對速率的關系曲線Figure 3 The relation curve between Cr content and fluid accelerate corrosion rate
4 試驗、檢驗結果
4.1 化學成分
熔煉分析、成品分析結果見表1、表2所示。
五害元素分析結果見表3。
從以上分析結果可看出,化學成分分析結果符合ASTM A106、ASTM A335/A335M標準規定的要求,其中P、S元素含量遠遠低于規定的要求,其余元素均處于中線水平,五害元素控制較好,鋼錠冶煉較理想。
4.2 力學性能
拉伸試樣采用直徑為12.5 mm,標距為50 mm的圓形標準拉伸試樣。沿管道同一軸線上選取三個點進行布氏硬度試驗。拉伸試驗、硬度試驗結果見表4、表5。
從表4、表5中數據可看出,管道的常溫力學性能試驗結果符合ASTM A106、ASTM A335/A335M標準規定的要求。A106B進行的300℃、350℃高溫拉伸試驗,A335P11進行的300℃高溫拉伸試驗均符合ASME 第Ⅱ卷 D篇-2007標準規定的參考要求。管道的橫向和縱向力學性能相近,說明采用沖孔-頂伸工藝保證了管道的力學性能的均勻性。
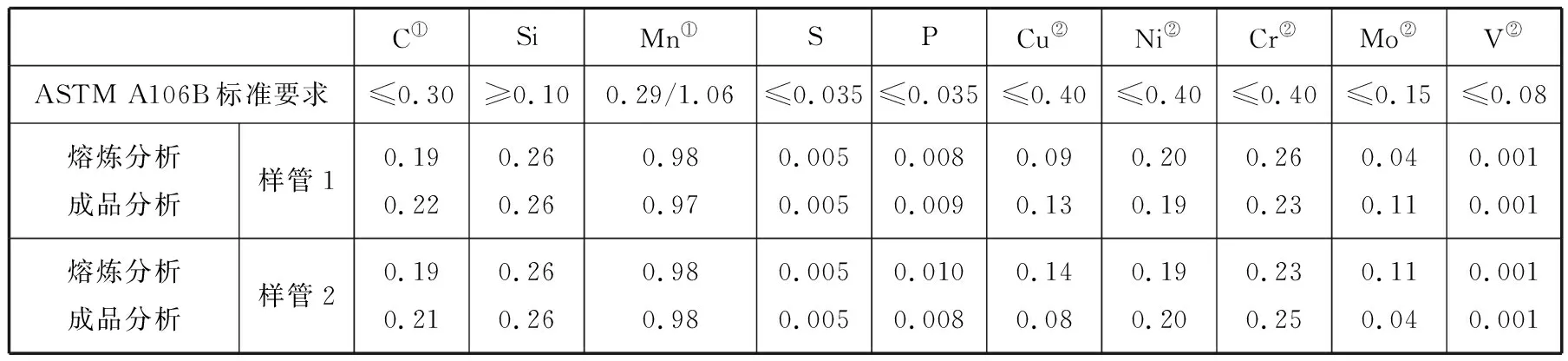
表1 A106B管道化學成分分析結果(質量分數,%)Table 1 The examined results of A106B pipe chemical composition(mass fraction, %)
注:①在規定的最大碳含量以下含碳量每降低0.01%則允許在規定的最大Mn含量增加0.06%,但最大不得超過1.35%;②該五種元素含量總和不得超過1%。

表2 A335P11管道化學成分分析結果(質量分數,%)Table 2 The examined results of A335P11 pipe chemical composition(mass fraction, %)
注:①樣管3、4為同爐冶煉。

表3 五害元素分析結果(質量分數,%)Table 3 The examined results of residue element(mass fraction, %)
沖擊試驗采用夏比V型沖擊缺口試樣,試樣尺寸為10 mm×10 mm×55 mm,缺口深度為2 mm。常溫沖擊試驗結果見表6。
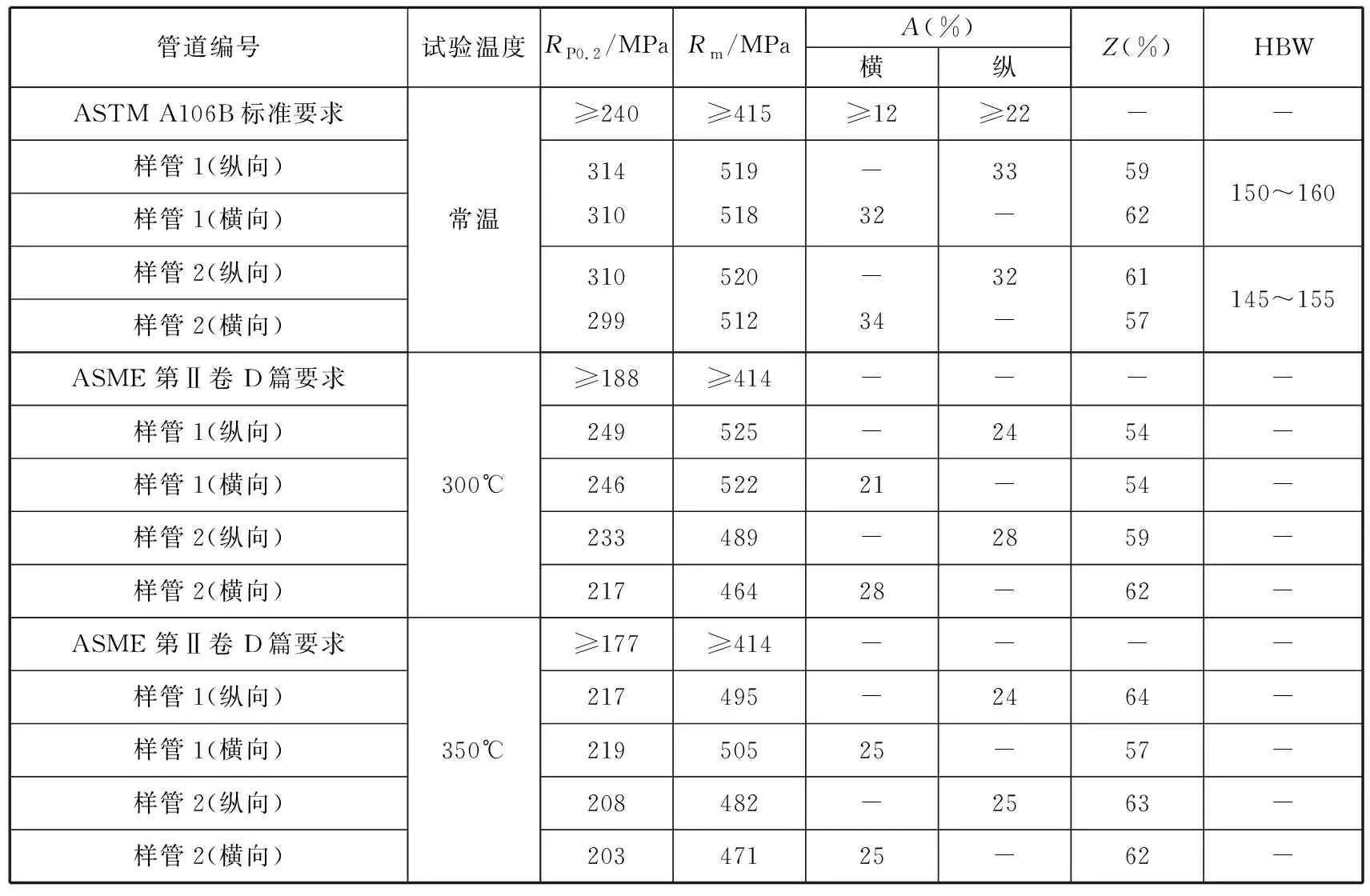
表4 A106B管道力學性能值Table 4 The mechanical property test results of A106B pipe
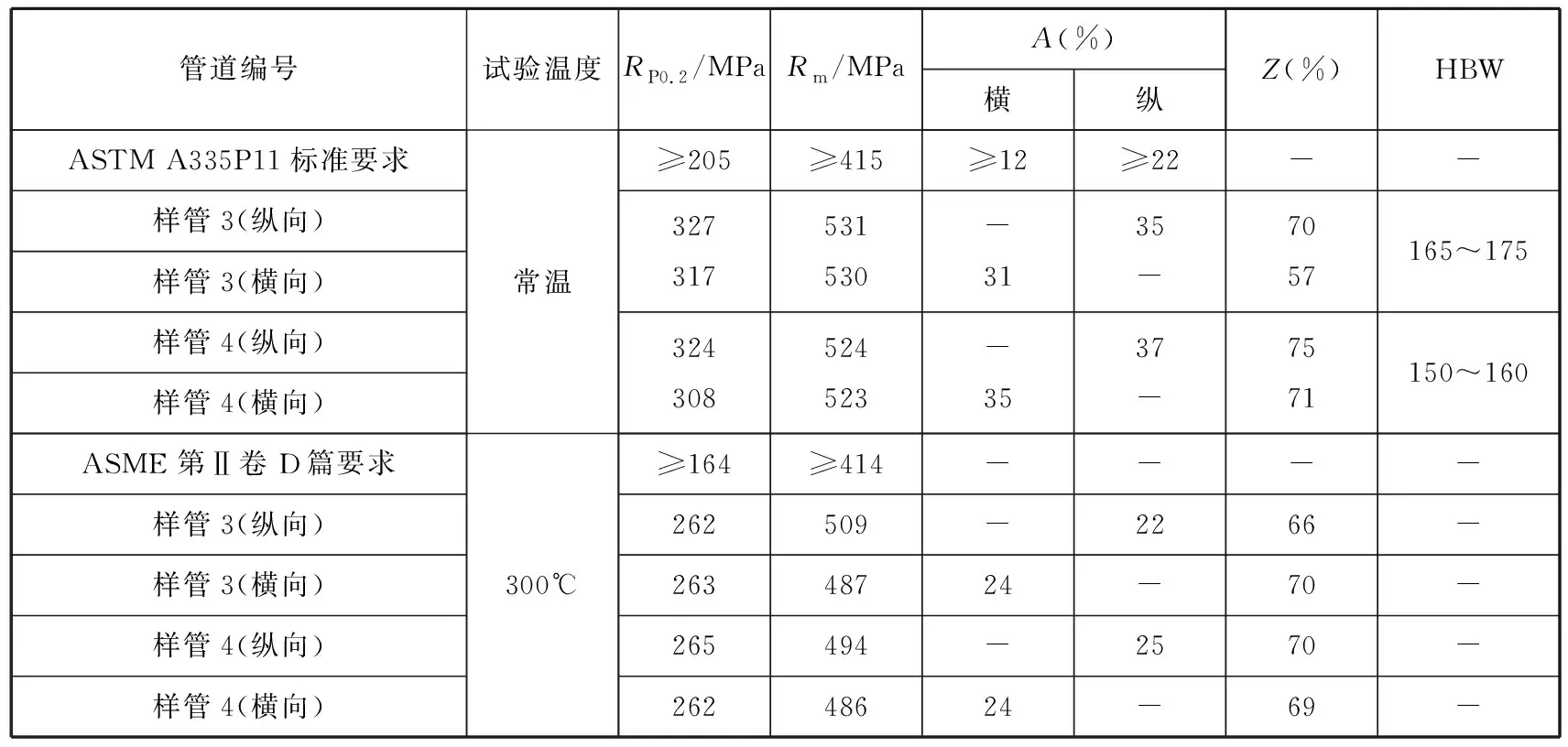
表5 A335P11管道力學性能值Table 5 The mechanical property test results of A335P11 pipe
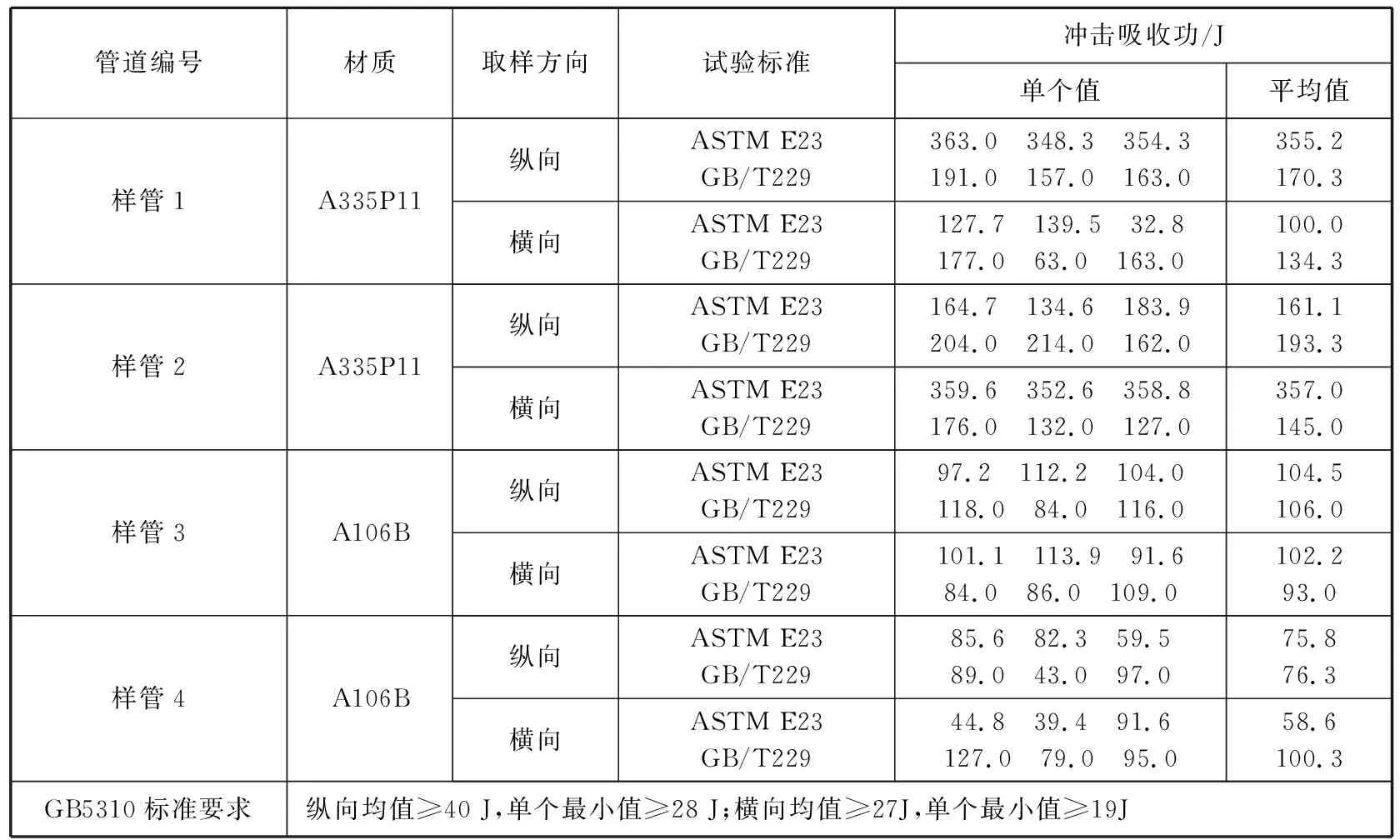
表6 常溫沖擊試驗結果Table 6 The impact test results in ambient temperature
從表中可以看出研制管道采用ASTM E23標準和GB/T229標準進行的沖擊性能均符合GB 5310標準的要求,采用ASTM E23標準進行沖擊試驗所得的數據與GB/T229標準所得的數據相當。
4.3 彎曲試驗
彎曲試驗的試樣沿管道的一端橫向截取,試樣加工后的截面尺寸為25 mm×12.5 mm(寬度×厚度);試樣長度為150 mm,彎芯直徑為25 mm。彎曲試驗分別為正向彎曲(靠近鋼管外表面的試樣表面受拉變形)和反向彎曲(靠近鋼管內表面的試樣表面受拉變形)。彎曲試驗后,試樣彎曲受拉表面及側面未出現目視可見的裂縫或裂口,彎曲試驗結果合格。
4.4 低倍試驗
在管道的一端截取厚度約20 mm的低倍試片,低倍檢驗橫截面酸浸試片上沒有發現夾雜及夾渣、氣泡、白點、縮孔、裂紋、翻皮、分層、異金屬缺陷。
4.5 金相試驗
四支管道取樣進行金相檢驗,檢查結果均為珠光體+鐵素體組織,其實際晶粒度為5~7級。放大100倍的金相照片如圖4所示。
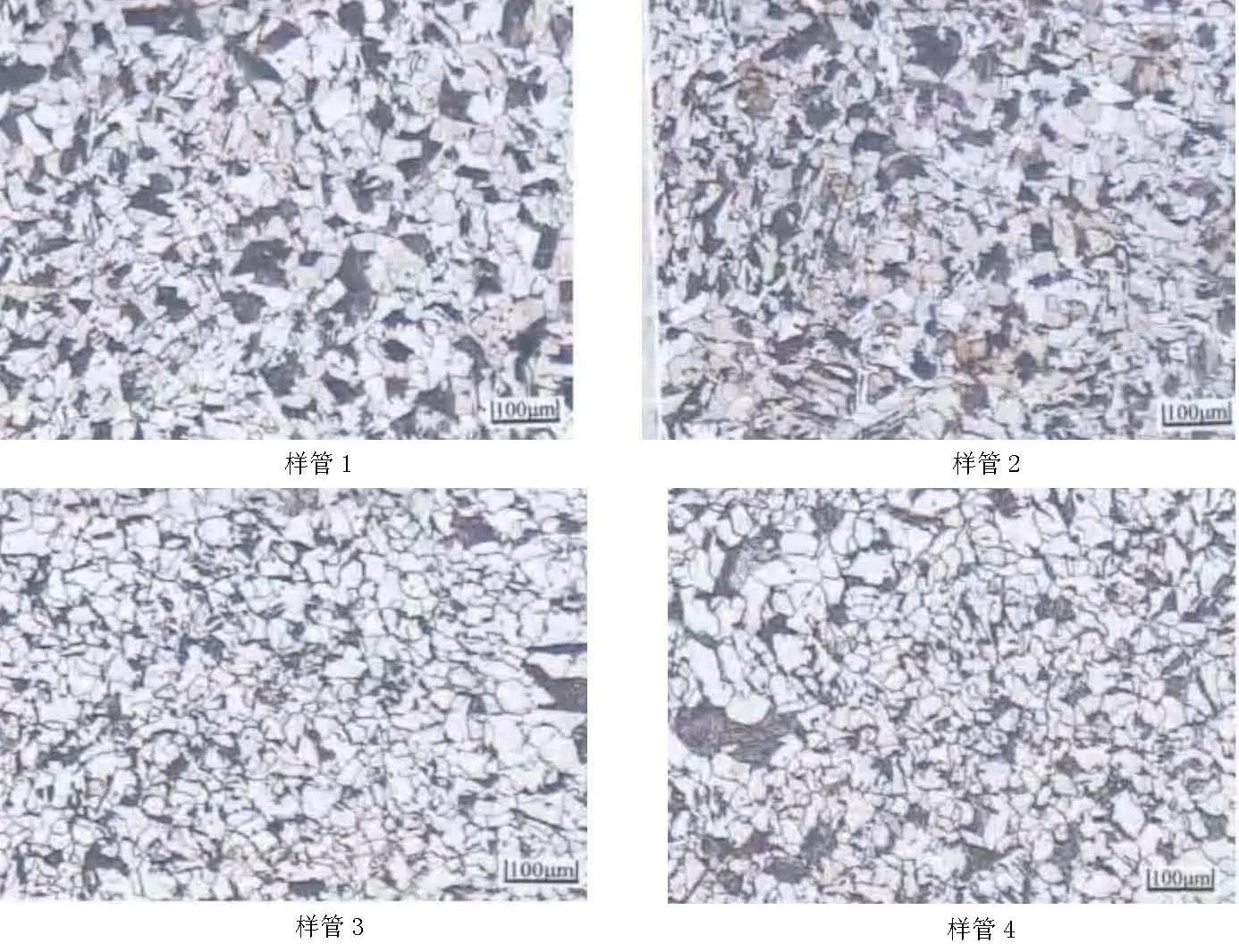
圖4 金相照片Figure 4 Metallography photo
4.6 無損探傷檢測
4.6.1 超聲波探傷
超聲波探傷使用的儀器型號為HSD-28數字超聲自動探傷機,采用2.5 MHz、45°橫波斜探頭,在管道外表面周向正反兩個方向進行掃查。探傷對比樣環槽深、槽寬均為1.5 mm。按GB/T5777—2008L2級驗收,檢測結果合格。
4.6.2 渦流探傷
渦流探傷使用的儀器型號為EEC-33數字渦流自動探傷機,探傷對比樣環槽深、槽寬均為1.3 mm。按GB/7735—2004B級驗收,檢測結果合格。
4.6.3 磁粉探傷
磁粉探傷使用的儀器型號為便攜式交叉電磁軛(CXX-3B),采用的標準靈敏度試片型號為A1-30/100,磁懸液型號為罐式MT-B0,按JB/T4730—2005Ⅰ級驗收,檢測結果合格。
4.7 水壓試驗
水壓試驗在管道專用水壓試驗機上進行。水壓試驗壓力按管道設計壓力的1.5倍或按ASTM相關標準并取二者之間較大者。經計算A106B管道水壓試驗壓力值為15 MPa,A335P11管道水壓試驗壓力值為16 MPa,保壓時間取15 s。試驗中管壁無滲漏,無明顯的肉眼可見變形,試驗后無明顯永久性殘余變形,檢測結果合格。
5 結論
a)管道的整個制作過程處于可控狀態,工藝過程記錄完整,符合核質量保證體系的要求。
b)采用沖孔-頂伸制管,確保了管道的內在質量,經內外圓機加工成形,保證了管道的外觀質量。研制件的化學成分、力學性能、金相組織、無損探傷和水壓試驗結果、表面質量及目視檢查均符合相關標準的要求,研制過程中所采取的技術措施和生產工藝可行。
c)進行了一系列附加試驗:1)因主蒸汽管道的設計溫度為316℃,補充進行了A106B材料的350℃橫、縱向高溫拉伸試驗。試驗結果符合ASME Ⅱ D篇性能的規定;2)研制件按GB/T229標準進行了附加沖擊試驗,沖擊試驗結果符合GB 5310標準的相關要求,且與采用ASTM E23標準進行沖擊試驗所得的數據相當;3)研制件按GB/T7735—2004B級標準補充進行了渦流探傷,且探傷結果符合GB/T7735—2004B級的要求。
此次研制的用于AP1000第三代核電機組的主蒸汽及主給水管道,經過了相關部門的專家評審,現已批量化生產。
[1] 吳家凱,陳娟.AP1000核電站常規島主要熱力管道材料選擇[R].廣東電力,2010(2):2.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
中國塑料(2015年12期)2015-10-16 00:57:14