超低碳奧氏體不銹鋼導(dǎo)流殼的研制
2011-09-25 11:49:40李萬鵬
大型鑄鍛件 2011年6期
關(guān)鍵詞:工藝
李萬鵬
(沈陽鑄鍛工業(yè)有限公司,遼寧110142)
沈陽鑄鍛工業(yè)有限公司為某工程生產(chǎn)一種新型高效的大型循環(huán)水泵導(dǎo)流殼特種鋼鑄件。由于該鑄件的質(zhì)量要求非常嚴(yán)格,特別是導(dǎo)流殼的尺寸精度及過流部位形線的要求很高,鑄件材料要具有良好的耐海水腐蝕性能,因此鑄造生產(chǎn)的難度很大。導(dǎo)流殼鑄件結(jié)構(gòu)復(fù)雜,壁厚相差懸殊,在輪轂處的最大厚度為120 mm,而葉片及內(nèi)外輪轂的厚度為33 mm~35 mm,因此在鑄造及熱處理過程中葉片易產(chǎn)生裂紋。導(dǎo)葉體的最大外廓尺寸為?2 100 mm×2 400 mm,鑄件毛重為8 840 kg,7枚葉片均布,葉片的扭曲度比較大,形線精度要求比較高。鑄件的材料為ASTM/A743 CK3MCuN,是超低碳低硫鉻鎳鉬奧氏體不銹鋼,C≤0.025%,S≤0.010%,N含量較低,冶煉難控制。這種鋼鑄造體收縮大,易產(chǎn)生縮孔、縮松、熱裂和熱粘砂等鑄造缺陷。因此,在鑄造工藝設(shè)計(jì)時(shí)必須充分考慮上述問題,采用合理的制造手段及特殊的工藝方法來滿足設(shè)計(jì)要求。
1 技術(shù)要求
(1)鑄造尺寸公差采用GB/T6414—1999 CT12級(jí)。
(2)材質(zhì)為ASTM/A743 CK3McuN,化學(xué)成分控制見表1。
(3)鑄件做固溶化處理。
(4)材料力學(xué)性能應(yīng)滿足Rm≥550 MPa,Re≥260 MPa,A5≥35%。
(5)根據(jù)標(biāo)準(zhǔn)MSS SP—55檢測(cè)鑄件,所有機(jī)加工表面及葉片入口邊進(jìn)行PT檢驗(yàn)。
2 鑄造工藝設(shè)計(jì)
根椐導(dǎo)流殼的結(jié)構(gòu)特點(diǎn)和技術(shù)要求,生產(chǎn)此鑄件的技術(shù)難點(diǎn)和技術(shù)關(guān)鍵主要是解決葉片的位置及形線精度、保證鑄件的內(nèi)外部質(zhì)量以及防止葉片產(chǎn)生裂紋等問題,現(xiàn)擬定如下鑄造工藝方案:導(dǎo)流殼的吸入口朝上,采用呋喃自硬硅砂組芯造型。在吸入口輪轂設(shè)置7個(gè)腰形明冒口,在吸入口外法蘭上設(shè)置7個(gè)明冒口,在吐出口外輪轂處設(shè)置7個(gè)圓形暗冒口。澆注系統(tǒng)為從吐出口外輪轂處7個(gè)圓形暗冒口底部注入。為解決葉片的位置及形線精度問題,我們采用組芯的方法,過流部位做1/7芯盒,流道芯單個(gè)打制。首先利用中心軸及上下分箱面研外皮芯,保證過流芯與外皮芯同心,之后撤去外皮芯,組中間的過流芯,利用組芯樣板和芯子的定位來控制過流芯的準(zhǔn)確性(如圖1、圖2所示)。把過流芯連接到一起,組成一個(gè)整體芯,再把研好的外皮芯按標(biāo)記組上,檢測(cè)法蘭盤厚度及鑄件皮厚。尺寸滿足要求后,套箱埋砂澆注,導(dǎo)流殼鑄件圖見圖3。

表1 化學(xué)成分控制(質(zhì)量分?jǐn)?shù),%)Table 1 The requirement of chemical composition(mass fraction, %)

圖1 圖2 圖3
(1)工藝參數(shù)的選擇
縮尺2.5%,進(jìn)口邊上法蘭平面加工余量15 mm,出口邊下平面加工余量12 mm,其余加工部位的加工余量視其加工要求、起模因素和收縮等工藝因素,分別在8 mm~12 mm范圍內(nèi)選擇。
(2)造型及制芯方法
采用呋喃樹脂自硬砂造型、制芯,流道芯做1/7芯盒,單個(gè)打制,各流道芯采取排氣措施,葉片木模圓根做出并帶刮板,做定位芯頭,下箱外型內(nèi)組芯。
(3)澆冒口設(shè)計(jì)
根據(jù)鑄件結(jié)構(gòu)特點(diǎn),采用階梯式澆注系統(tǒng),漏包包眼?70 mm,一個(gè)?100 mm的直澆口,橫內(nèi)澆口?50mm直接由吐出口外輪轂處7個(gè)圓形暗冒口位置注入,并在入水口法蘭處增加一個(gè)橫澆口,使?jié)沧⑾到y(tǒng)為階梯式澆注系統(tǒng)。導(dǎo)流殼輪轂冒口的尺寸為200 mm×300 mm×350 mm,7個(gè)均布,吐出口外輪轂處圓形暗冒口尺寸為?200 mm×300 mm,7個(gè)均布。
(4)冷鐵設(shè)計(jì)
在葉片與內(nèi)外輪轂交接處隨型設(shè)置外冷鐵,吐出口法蘭底平面的兩個(gè)暗冒口之間設(shè)置外冷鐵,防止鑄件產(chǎn)生熱裂缺陷。
3 分析曲線及控樣
ASTM/A743 CK3MCuN鋼是美國(guó)的材料牌號(hào),國(guó)內(nèi)無此牌號(hào),因此無標(biāo)準(zhǔn)樣品用于分析。此鋼種中碳硫含量要求非常低,而Cr、Ni、Mo等合金的含量又很高,合金總量占50%。為確保分析數(shù)據(jù)的準(zhǔn)確性,我們利用現(xiàn)有的國(guó)家標(biāo)準(zhǔn)樣品,重新繪制了此鋼種各元素的分析曲線。由于此鋼種中合金含量很高,存在嚴(yán)重的共存干擾現(xiàn)象,必須進(jìn)行共存元素干擾校正。經(jīng)過反反復(fù)復(fù)的驗(yàn)證,終于確定了最終的、經(jīng)過校正后的分析曲線。分析曲線確定后,我們從五塊試驗(yàn)樣品中精心挑選制作了兩塊分析控制樣品,經(jīng)過校正定值后,將這兩塊樣品分別送到沈陽鑄造研究所和中國(guó)科學(xué)院金屬研究所進(jìn)行了比對(duì)分析,結(jié)果證明定值是準(zhǔn)確的。
4 冶煉工藝
采用EAF電弧爐+AOD精煉爐雙聯(lián)熔煉,即用電弧爐熔化鋼水并將成分調(diào)整到規(guī)范要求,然后用AOD精煉爐精煉,其原理主要在冶煉過程中氧氣、氬氣、氮?dú)馔ㄟ^埋在爐體側(cè)面的噴槍,按不同的比例吹入溶池中,其核心是改變了脫碳的熱力學(xué)和動(dòng)力學(xué),最大限度地降低鋼中的氣體和夾雜物含量,同時(shí)還可以去除鋼水中的有害元素,如Pb、Bi、Zn 等,提高鋼水質(zhì)量,最終確保材料的綜合力學(xué)性能及材料的抗腐蝕能力。
依據(jù)該鋼的化學(xué)成分規(guī)格,按舍菲利而圖表法及ASTM/800—1標(biāo)準(zhǔn)計(jì)算方法,經(jīng)過對(duì)比得出該鋼的鐵素體含量?jī)H有1%~3%,屬于奧氏體不銹鋼,采取雙聯(lián)法和雙渣法的冶煉工藝,利用AOD爐吹氮的條件提高氮元素含量。為確保鋼液的去S效果,我們采取鋼液在還原期充分脫氧、增加渣的堿度、提高鋼液的溫度、加強(qiáng)鋼液與渣的攪拌及雙渣法等措施來解決高合金鋼脫S難的問題。
冶煉此鋼必須選用優(yōu)質(zhì)低S、P的碳素廢鋼,造渣所用的CaO必須選用含S較低的優(yōu)質(zhì)冶金石灰。調(diào)整成分所用的鐵合金必須經(jīng)嚴(yán)格烘烤,熔化期禁止吹氧助熔,減少鐵合金的損失,扒除氧化渣,造新的堿性渣,降低鋼液中S含量。當(dāng)鋼液溫度>1 600℃,各元素達(dá)工藝要求即可出鋼兌入AOD爐精煉。AOD爐的鋼液中C<0.015%以下,通過提高鋼液的溫度及AOD爐混吹條件提高脫硫效率。采用雙渣法去硫,采用Al/FeSi還原法進(jìn)行還原操作,取樣分析,成分微調(diào),化學(xué)成分達(dá)到控制規(guī)格。出鋼前10 min內(nèi)充氮,溫度符合工藝要求即可出鋼澆注。實(shí)際生產(chǎn)的鑄件成品化學(xué)成分見表2。
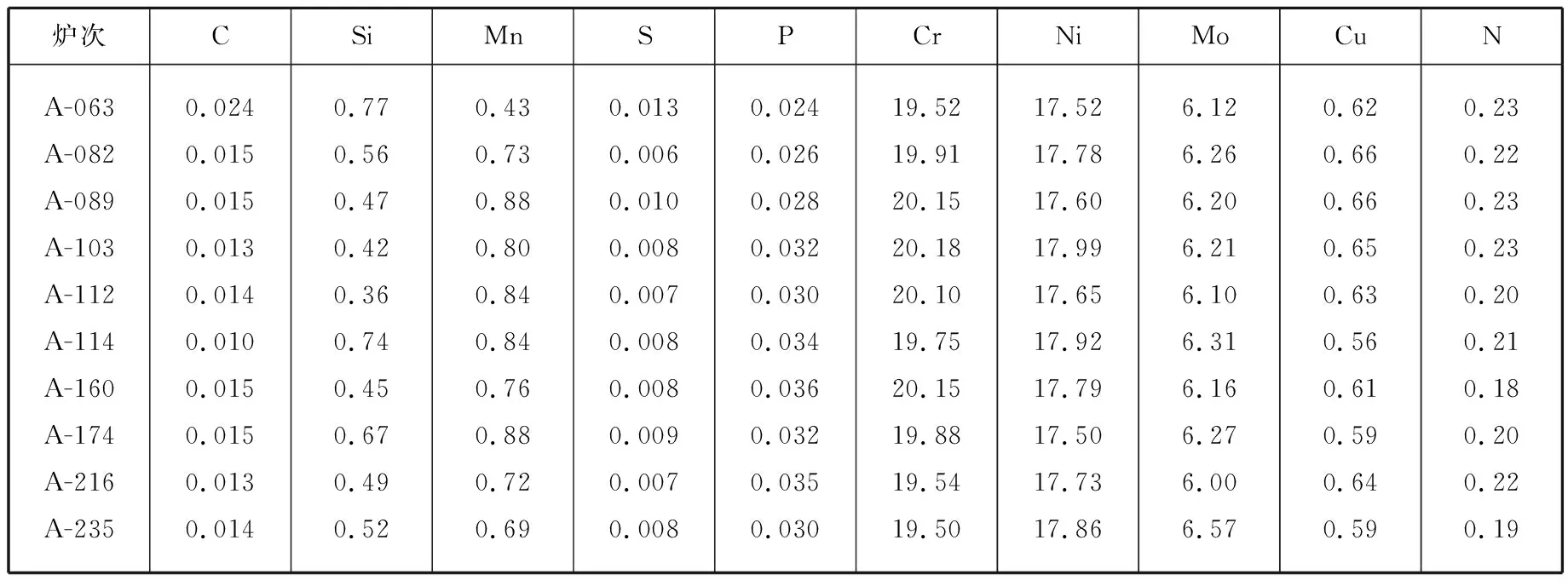
表2 實(shí)際生產(chǎn)的鑄件成品化學(xué)成分(質(zhì)量分?jǐn)?shù),%)Table 2 The product analysis of actual castings(mass fraction, %)

圖4 圖5 圖6
5 熱處理
采用煤氣熱處理爐進(jìn)行固溶化熱處理,將鑄件均勻地加熱至1 170~1 200℃保溫6 h后進(jìn)行水淬,其目的是為了將材料存在的有害相,σ相、х相、拉維斯相及碳(氮)化合物等充分固溶到奧氏體組織中。導(dǎo)流殼熱處理過程見圖4、圖5、圖6。
6 試驗(yàn)結(jié)果
(1)流道表面和外表面粗糙度完全滿足設(shè)計(jì)要求。
(2)葉片之間的相對(duì)位置及尺寸符合設(shè)計(jì)要求。
(3)鑄件內(nèi)在質(zhì)量良好,材料的力學(xué)性能符合ASTM標(biāo)準(zhǔn)要求。
(4)抗晶間腐蝕、點(diǎn)腐蝕能力經(jīng)檢驗(yàn),全部達(dá)到標(biāo)準(zhǔn)要求。
7 結(jié)論
(1)采用呋喃樹脂砂造型、制芯,過流部位采用組芯合箱的方法,借助樣板提高組芯的準(zhǔn)確性,可獲得高精度的流道尺寸,滿足產(chǎn)品質(zhì)量要求的導(dǎo)葉體鑄件。
(2)超低碳奧氏體不銹鋼采用EAF電弧爐+AOD精煉爐雙聯(lián)熔煉,合理的鑄造及熱處理工藝,并嚴(yán)格各工序過程質(zhì)量控制能解決超低碳奧氏體不銹鋼體收縮大,易產(chǎn)生縮孔、縮松、熱裂和熱粘砂等方面存在的質(zhì)量問題,鑄件內(nèi)在質(zhì)量良好。
(3)冶煉工藝采取雙聯(lián)法和雙渣法等措施解決了高合金鋼脫S難的關(guān)鍵技術(shù)問題。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52