控制模式設定對大型鍛件鐓粗模擬的影響
2011-12-07 06:47:38劉建紅楊曉禹
大型鑄鍛件 2011年6期
關鍵詞:有限元
劉建紅 許 諾 楊曉禹 劉 穎
(天津重型裝備工程研究有限公司,天津300457)
控制模式設定對大型鍛件鐓粗模擬的影響
劉建紅 許 諾 楊曉禹 劉 穎
(天津重型裝備工程研究有限公司,天津300457)
分別設定上砧受恒定速度以及恒定力控制的幾種不同控制模式,針對200 t以上級別的大型鋼錠的水壓機鐓粗工藝進行了計算機模擬。對模擬結果和真實的工業鐓粗過程進行了對比,并對模擬的合理性進行了分析。結果表明,采用恒定力控制模擬鐓粗過程是一個比較好的選擇。
大鍛件;鐓粗;數值模擬
采用有限單元法(FEM)對大鍛件的熱加工過程進行仿真模擬是一種比較經濟的研究鍛造工藝的方法。然而,對大鍛件的有限元模擬[1,2]并不像其在汽車工業[3,4]中那樣成熟。事實上,對模具受力、工藝持續時間以及最終的鍛件形狀的預測都常會和工業現場經驗存在明顯偏離。其原因和材料模型描述不準確以及邊界條件比較復雜有關,但是對于從事大型鍛件鍛造工作的普通工程師而言,亟需一種結果相對合理的且便于實現的模擬方法。
大型鍛件的熱加工通常開始于鋼錠的鐓粗。在鐓粗過程中,鋼錠在上下砧之間受到擠壓,使得鋼錠心部的疏松組織得以改善,同時,經過鐓粗所得到的鍛件外形便于后期拔長工序獲取足夠的鍛比[5]。
本文采用熱模擬實驗擬合出材料本構關系,利用熱場和結構場耦合計算的方式,分析了200 t以上級別的鋼錠在上砧受恒定速度(v=20 mm/s,v=10 mm/s,v=5 mm/s)以及恒定力(F=120 MN)控制模式下的模擬結果。對上砧控制模式對模擬結果合理性的影響進行了研究,并對如何選擇控制模式以獲取合理的模擬結果進行了歸納。
1 模擬條件設定
200 t以上級別的大型鋼錠的幾何尺寸參見圖1。由于考慮的是鐓粗工藝,這里認為壓鉗口工藝已經完成,而鋼錠的冒口已經被壓成約1 700 mm長的鉗口。上砧和下砧的幾何尺寸亦參照圖1。上砧和下砧沿鋼錠中軸線方向相距約3 400 mm,上砧行程預設為1 400 mm。
鋼錠的材料模型選擇通常用于大型支承輥制造的普通含3%Cr的合金鋼。對其在Gleeble3500熱-機械模擬實驗機上采用壓縮試驗獲取的實驗數據采用文獻[6,7]所描述的適合于描述高溫金屬變形的等效應力-等效應變速率關系進行了擬合整理,從而獲得了材料的本構關系,見方程(1)。該方程適用于750~1 250℃之間的材料變形。

其中 A=1.4 ×107,α =0.025,應力指數 n=3.5,激活能 ΔH=330 000 J,氣體常數 R=8.31,ε'為等效應變速率,σ為等效應力,Tabs為絕對溫度。
鋼錠被劃分為20 000個四面體網格單元,空氣的溫度設定為20℃并保持恒定。有限元計算設定為采用熱-結構耦合方式分析,并考慮了包括熱傳導、對流以及輻射在內的全部的熱相關的邊界條件。
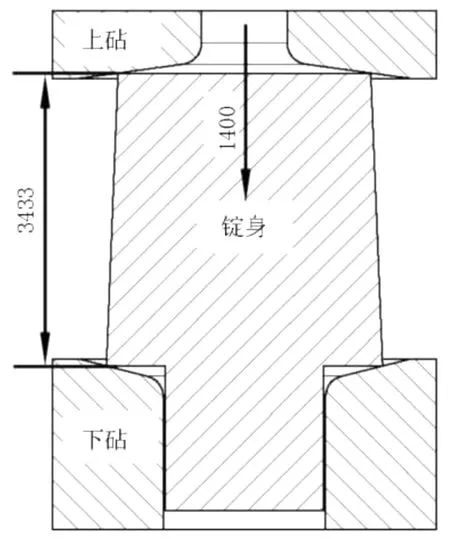
圖1 鐓粗裝配體的尺寸和結構Figure 1 Dimension and configuration of upsetting assembly
2 速度控制的鐓粗
在這一過程中,上砧的速度被認為是保持恒定,這里分別對20 mm/s、10 mm/s和5 mm/s三種情況進行了模擬。最終的鍛件形狀見圖2。為了方便對比,表1對三種速度下的鐓粗過程中的特征參數進行了匯總,這些參數的工業現場經驗值亦被列在旁邊。
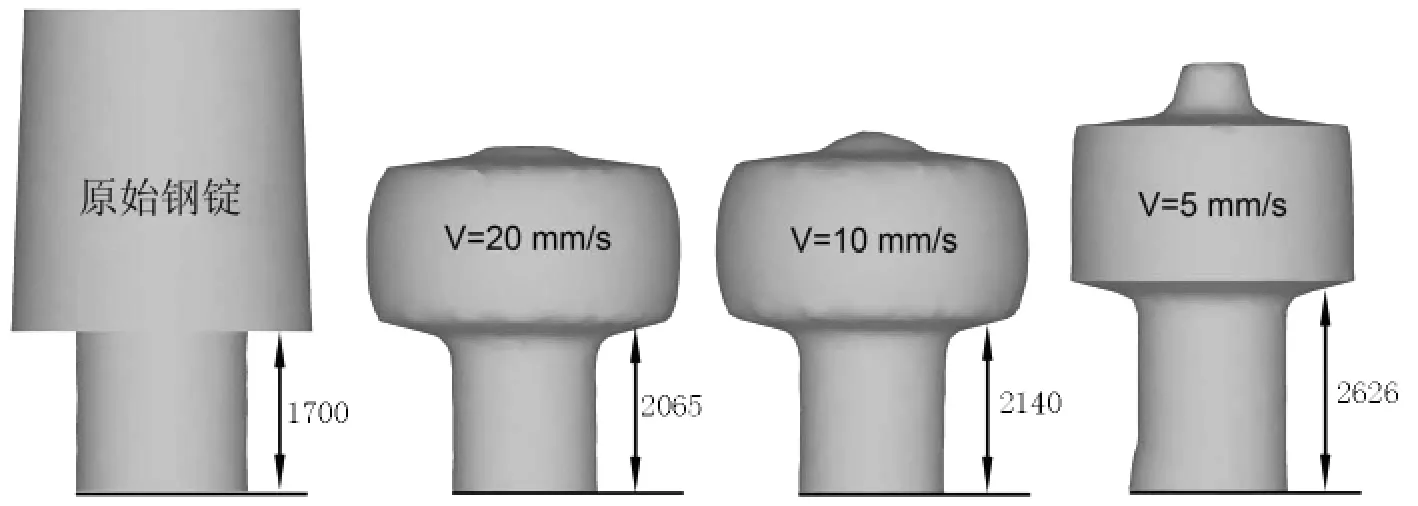
圖2 速度控制的鐓粗所得到的最終鍛件形狀Figure 2 The final shape of forgings after velocity controlled upsetting
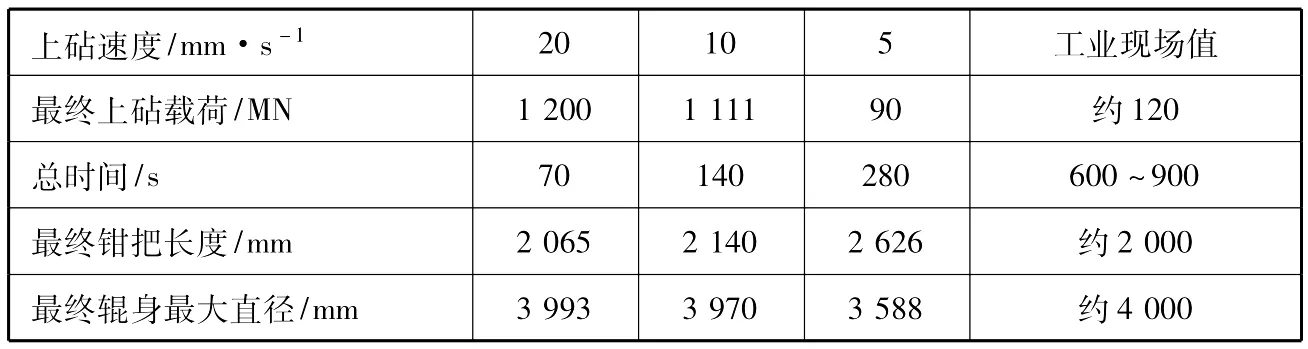
表1 速度控制鐓粗的模擬結果和工業現場經驗值在一些特征參數上的對比Table 1 The comparison of characteristic parameters between velocity controlled upsetting and industrial value
從圖2可見,對于 v=20 mm/s以及v=10 mm/s兩種情況,所得到的最終鍛件形狀比較合理。鐓粗完成后,鉗把延伸了約300 mm~400 mm,錠身直徑擴大到約4 000 mm,這些都和現場經驗一致。然而,從表1可見,最終的上砧載荷模擬結果極高,幾乎是合理值的10倍。至于v=5 mm/s的情況,盡管上砧的載荷很低,最終的鍛件形狀卻很怪異。事實上,其鉗把表現出了劇烈的延伸,表明材料沿下砧中心孔的擠壓變形非常劇烈,這顯然是不符合實際的。
基于上述對比,盡管速度控制的模擬便于有限元計算的前處理設置,其所得到的關于大型鋼錠的鐓粗模擬結果卻很差。高的速度導致極高的模具載荷,而低的速度導致不符實際的材料流動特征。
3 力控制的鐓粗
在這一過程中,上砧的載荷設定為120 MN的恒定值。最終鋼錠的形狀見圖3。鐓粗過程中上砧速度隨時間的變化亦參見圖3。
從圖3可見,模擬完畢后,鉗把延伸到大致2 030 mm,錠身最大直徑約4 020 mm。最終的鍛件形狀和工業現場經驗一致。除此之外,從速度-時間曲線上來看,鐓粗過程共持續657 s,約11 min,這和現場經驗也是比較一致的。但是從上砧速度曲線上來看,起始的壓下速度偏低,在實際鍛造過程中起始的上砧速度在25 mm/s左右甚至會短時間出現更高的速度,這和模擬方式本身有關。因為在水壓機加壓的早期階段,壓力急速上升,速度隨之下降,這個過程和水壓機配套的液壓系統的驅動設備的功率有關,不是受恒力控制。
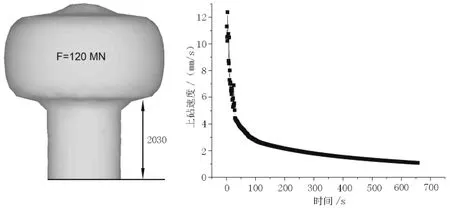
圖3 力控制鐓粗的最終鍛件形狀以及鐓粗過程的速度變化Figure 3 The final shape after force controlled upsetting and the velocity variation during upsetting
4 討論
在實際工業現場,采用大型鍛造水壓機執行200 t以上級別的鋼錠鐓粗工藝實際持續時間約10 min~15 min,鐓粗過程中上砧載荷大致保持在約120 MN。然而,整個過程并非如此簡單。事實上,在鐓粗過程的起始階段,在水壓機配套的液壓驅動設備自身功率的約束下,模具載荷迅速提高,這一過程會持續大約10 s~20 s,上砧行程約200 mm~300 mm。因此,真實的鐓粗過程實際包含兩個階段:首先,受液壓系統控制的載荷不斷增加的鐓粗以達到120 MN的上砧載荷,之后,接近恒力控制的鐓粗最終獲得工藝規定的上砧行程。
基于上述的模擬結果,對于v=20 mm/s和v=10 mm/s下的速度控制的鐓粗以及F=120 MN下的恒力控制的鐓粗所得到的鍛件形狀和現場經驗均比較一致。由于整個鐓粗過程的材料變形遵守質量守恒定律,據此可以推斷只要材料的變形被限制在上下砧之間,均會得到比較相似的鍛件形狀。因此,對于v=5 mm/s下的速度控制鐓粗,由于材料流動受到沿下砧中心孔強烈的擠壓變形的影響,很自然的形成了比較怪異的最終鍛件外形。
為了考察速度控制的鐓粗模擬過程所出現的極高載荷的原因,這里對模擬結束后鋼錠沿垂直于中軸線的錠身中分面上的應力分布情況進行了研究。如圖4所示,垂直于鋼錠中軸線的錠身中分面被剖切出來。采用等高線的方式繪制了速度控制(v=20 mm/s)以及力控制的鐓粗模擬下該中分面上的應力分布圖,同時沿半徑方向的應力分布曲線被繪于旁邊。對比而言,通過速度控制的鐓粗模擬,應力分布在-20 MPa至-170 MPa之間,且沿半徑的應力分布進一步反映出應力分布偏向低應力區,而在力控制的鐓粗模擬下,整個表面的應力分布在-12 MPa以上,因此,很自然前者需要很高的模具載荷予以平衡。
從材料的本構方程的角度來看,方程(1)所體現的材料本構關系可做如下推演:

由于鋼錠噸位很大,在10 min~15 min的時間內,溫度不會出現特別大的下降,特別是鋼錠表層以下,因此這里假定 Tabs在整個過程中保持(1 250+273.15)K 恒定。
采用數值方法將σ-ε'關系繪制于圖5。
從圖5來看,應力對應邊速率的關系呈現非線性,隨著應變速率的降低,應力降低的越來越快。這意味著,應力的下降趨勢對應變速率的降低非常敏感。此外,高的應變速率還會引起較高的應變累積,從而導致較強烈的應變硬化,這也會使應力更快的增加。換句話說,從材料的角度來看,在鐓粗模擬中,上砧載荷對上砧速度比較敏感,從而在模擬過程中約束上砧速度是非常不恰當的。
整體而言,控制模式的設定對鋼錠的鐓粗模擬的結果影響極大,而僅僅根據模擬所得到的鍛件外形的合理性去評價模擬的可靠性是不充分的。基于上述討論,最好不要采用模具速度來控制模擬過程,同時鑒于墩粗過程的早期壓力不斷增加的階段很短暫,近似的采用力控制的模擬對于鐓粗模擬是一種相對較好的選擇。
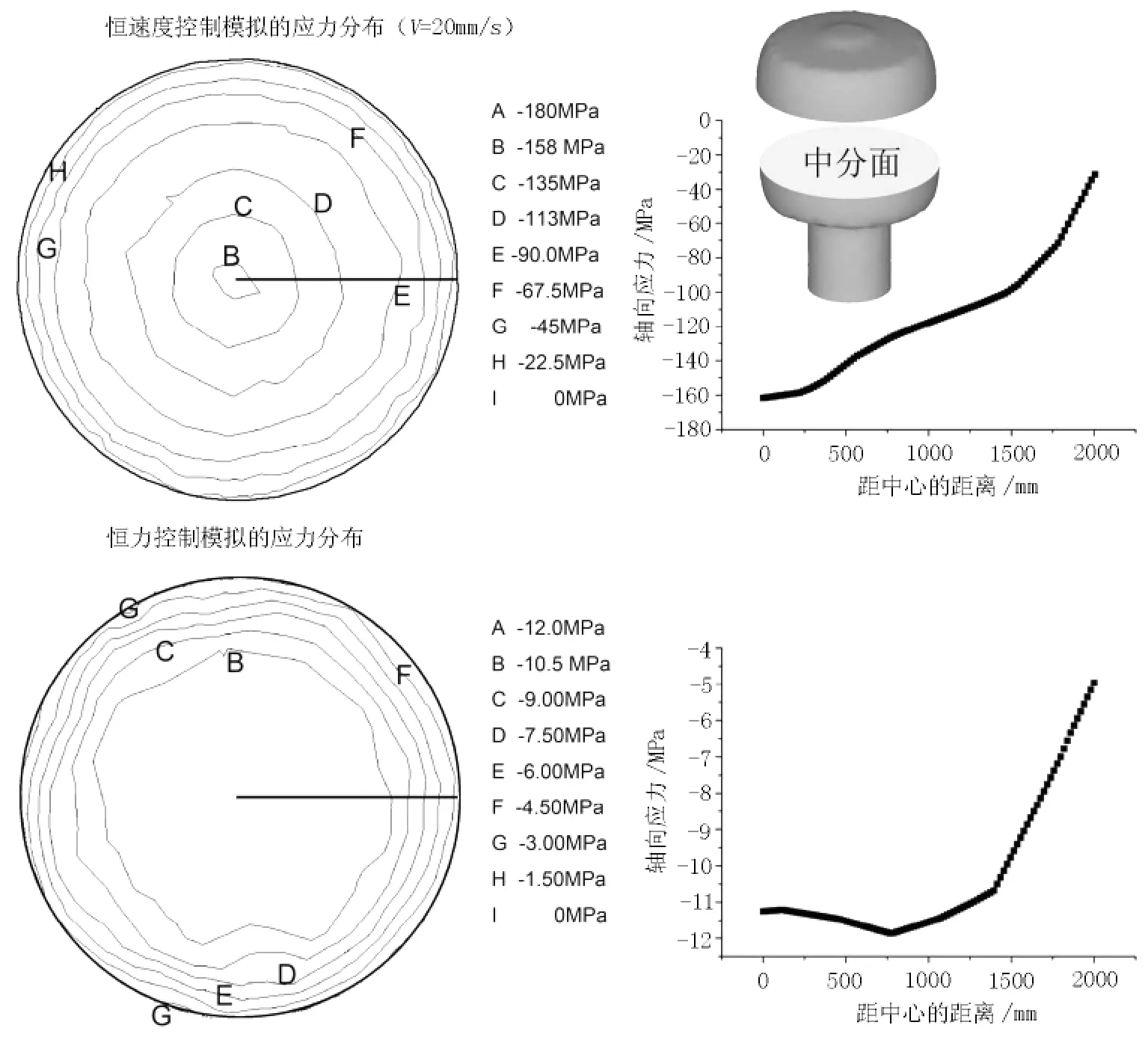
圖4 鋼錠錠身垂直于中軸線的中分面上的應力分布Figure 4 Stress distribution onmiddle surface of ingot body perpendicular to ingot axis
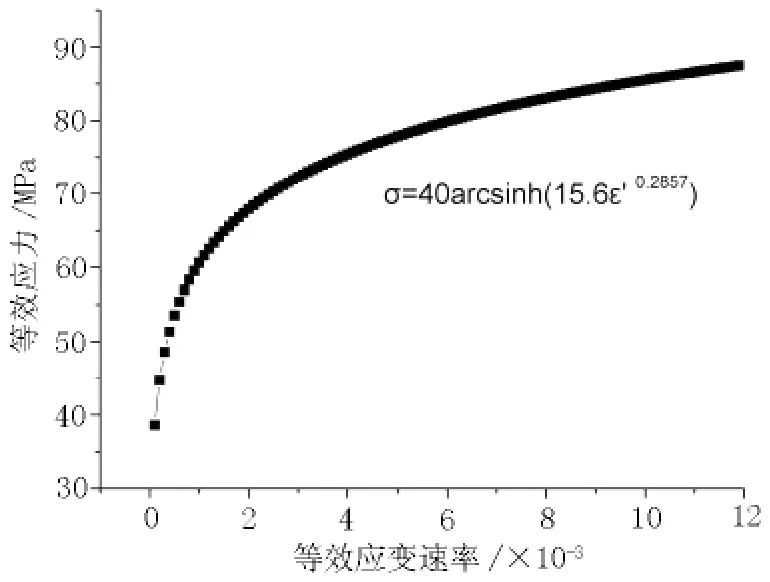
圖5 應力應變速率函數的圖示Figure 5 Plot of stress to strain rate function
5 結論
(1)從基于200 t以上級別的鋼錠在恒速度控制模式下鐓粗的有限元模擬計算結果的對比可以發現,鐓粗過程中上砧載荷對上砧速度非常敏感,從而采用速度控制模擬鐓粗過程是不恰當的,容易產生過高的內部應力分布。
(2)大型鋼錠墩粗過程開始存在一個短暫的載荷不斷增加的階段,但是這一階段時間較短,且控制模式復雜,難于用于模擬計算,而近似的將整個過程簡化為受恒力控制的過程會得到相對較好的近似結果。這樣將基于水壓機的大型鋼錠墩粗過程近似作為恒力控制的變形過程用于模擬計算是一個比較好的選擇。
[1]聶紹珉,劉助柏,等.圓柱體平板鐓粗應力場的有限元分析.鍛壓技術,1997(5):3 -6.
[2]廖培根,方剛,等.大鍛件中心壓實法(JTS)鍛造過程有限元分析.鍛壓技術,2007(6):43-46.
[3]宮顯宇,唐康,等.汽車差速器殼類鍛件精密擠壓工藝研究.鍛壓技術,2010(5):20-23.
[4]陳志勇,史文庫,等.輕型客車車身車架整體結構有限元模態分析.振動與沖擊,2010(10):244-246.
[5]康大韜,葉國斌.大型鍛件材料及熱處理.北京:龍門書局出版社,1998.
[6]Cemil Hakan Gür,Jiansheng Pan.Handbook of Thermal Process Modeling of Steels.New York:CRC Press Taylor&Francis Group,2009.
[7]T.VECKO PIRTOVSEK.Hot Forming of AISIA2 Tool Steel.Metalurgija,2008(4):307 -311.
編輯 龍禮建
Effects of Controlled Mode Settings on Simulation of Upsetting Process for Large Forgings
Liu Jianhong,Xu Nuo,Yang Xiaoyu,Liu Ying
Upsetting process of cast ingotwhich was 200 more tones weighted was simulated in this article under different conditions with the top die controlled by constant velocity and constant force.The results of the simulation were compared with the actual upsetting process,and the reasonability of the simulation of was analyzed.The results shows that the upsetting simulation with constant force is better than with constant velocity.
large forgings;upsetting;mathematical simulation
O242.1,TG316.1+1
B
2011—04—14
劉建紅(1983—),男,助理工程師,碩士,從事大型鑄鍛件工藝及數值模擬方面的研究。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18