大型餅類鍛件滾圓修復過程有限元分析
2011-09-25 11:48:28王海英門正興
大型鑄鍛件 2011年6期
王海英 門正興 周 強 陽 鶴
(中國第二重型機械集團公司,四川618013)
滾圓工序是水壓機自由鍛中重要的輔助鍛造工序之一,在大型餅類件的自由鍛成形過程中主要作用在兩個方面:1)消除餅類坯料鐓粗后的鼓形,使其外形更加規整,便于后續沖孔找正或減少機加工余量等;2)對于由于各種原因(黑皮、裂紋、形狀誤差等)導致高度達不到設計要求的餅類鍛件,采用滾圓工序增加鍛件高度,從而使鍛件合格。滾圓工序的一般流程是:圓餅毛坯立在平臺上,先鍛四方,再鍛八方,再鍛十六方,最后連續回轉直到外形接近圓形[1]。
1 問題的提出
采用滾圓工序增加鍛件高度的修復方法并不是適用于所有餅類鍛件,因為修復效果與鍛件的材料、外形尺寸、溫度分布、壓下量等都有很大關系。目前對于滾圓工序修復餅類鍛件的研究較少,其工藝設計及操作多依靠經驗,導致修復質量不穩定。采用滾圓工序增加鍛件高度的方法成功與否關鍵在于鍛件心部高度是否增加到要求的尺寸,而鍛造過程中不同參數如溫度、下壓量、鍛件直徑及厚度、冷卻時間等對鍛件心部走料的影響尚不明確,為工藝方案的設計帶來很大困難。
2 有限元分析
為了確定不同參數對滾圓過程鍛件心部走料的影響,對鍛件滾圓過程進行了數值模擬分析,有限元模型建立如圖1所示。為簡化模擬過程,上下模設定為剛性體,不與鍛件發生熱交換。鍛件采用剛塑形模型,材料選用不銹鋼17Cr13NiMo2,直徑900 mm,高度400 mm,劃分40 000個單元。只對一次下壓過程進行分析,為使鍛件變形均勻,采用上下模具同時反向運動的模式,模具速度為5 mm/s, 設定分析步長為2.5 mm。
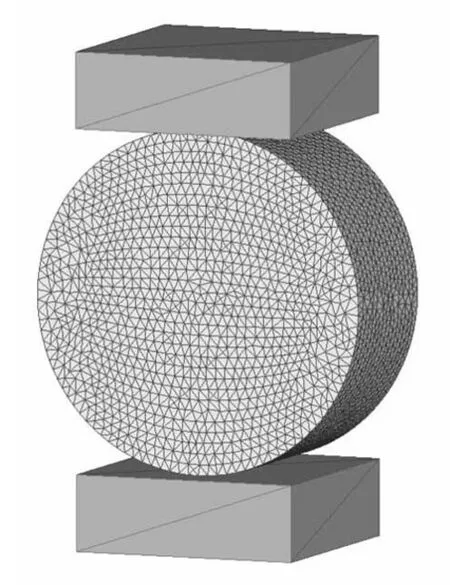
圖1 有限元模型Figure 1 Model of the billet and dies
3 模擬結果分析
3.1 下壓量對心部走料的影響
在1 200℃情況下,不同下壓量導致的心部外表面軸向單邊位移如圖2所示。從圖中可以發現,當下壓量小于80 mm,即一次下壓量小于直徑9%的情況下,變形主要發生在與模具接觸的區域,心部外表面幾乎不走料;隨著壓下量的進一步增大,鍛件塑形變形區逐漸向中心移動,中心處走料與壓下量幾乎成正比,可以用公式y=0.11x-9.07來表示。當下壓量達160 mm,即一次下壓量約18%的情況下,中心處軸向單邊位移為9.4 mm,相當于鍛件中心厚度增加5%左右。根據以上分析,在滾圓過程中壓下量應大于9%。
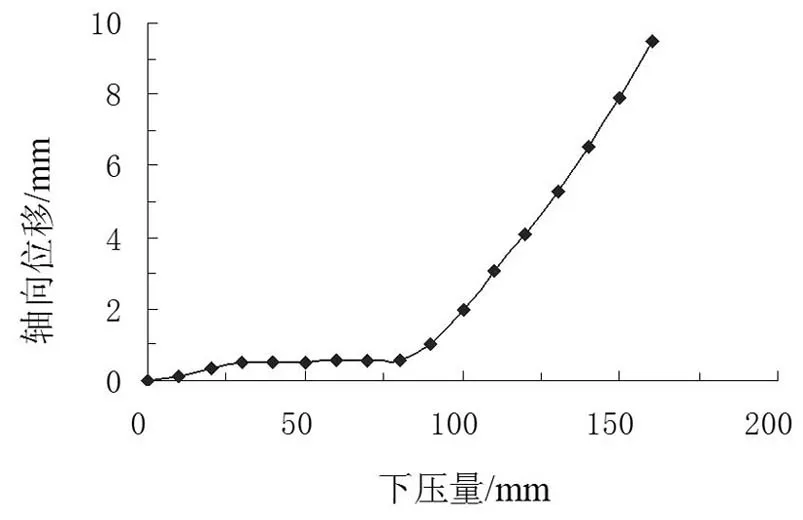
圖2 不同下壓量情況下中心處軸向位移Figure 2 Distribution of center axial displacement under different percent reduction
3.2 溫度對心部走料的影響
對不同溫度下滾圓修復過程進行模擬。圖3為850℃、900℃、1 000℃、1 100℃、1 200℃情況下,中心處外表面軸向位移情況。從圖中可以看出,隨著鍛造溫度的下降,中心處走料增加。在下壓量為150 mm,溫度為850℃時中心走料為9.5 mm;而溫度為1 200℃時,中心走料為7.1 mm。但是隨著溫度的下降,成形力將顯著增加,溫度為1 200℃和850℃,下壓量為150 mm情況下,成形力分別為7.76 MN和26.60 MN。同時,隨著溫度的下降,鍛件表面開裂的傾向增加。
3.3 鍛件直徑及高度對心部走料的影響
圖4為高度均為400 mm,而直徑不同的鍛件在下壓量為直徑15%情況下,中心處軸向走料情況。從圖中可以看出,隨著直徑的增大,中心處軸向走料逐漸減少,這是由于鍛件塑形變形區的大小在材料、溫度、變形速度一定的情況下基本保持不變,隨著鍛件直徑的增大,中心處與塑形變形區距離增大,因此塑形變形減弱;圖5為直徑為900 mm,不同高度鍛件在下壓量為直徑15%情況下,中心處軸向走料情況。隨著鍛件高度的增加,根據體積不變原理,變形區金屬增多,導致中心處軸向走料增大。鍛件高度太小情況下,大的下壓量將導致鍛件失穩。根據以上分析,隨著鍛件直徑增大、高度減少,中心處軸向走料將減少,從而增加鍛件修復的難度。
3.4 冷卻時間對心部走料的影響
設定空氣溫度為20℃,熱對流系數為0.02 N/(s·mm·℃),不考慮鍛件與模具之間的傳熱,將鍛件放置在空氣中空冷不同時間,在下壓量為直徑15%情況下,中心處軸向走料情況如圖6所示。從圖中可以看出,由于盤類鍛件側面比端面冷卻速度快,因此在冷卻過程中中心部位金屬塑形好于側面,所以隨著冷卻時間的增加,中心處走料增大。在冷卻30 min左右中心處走料達到峰值9.38 mm,其截面溫度分布如圖7所示。繼續冷卻,中心處走料趨于平穩。
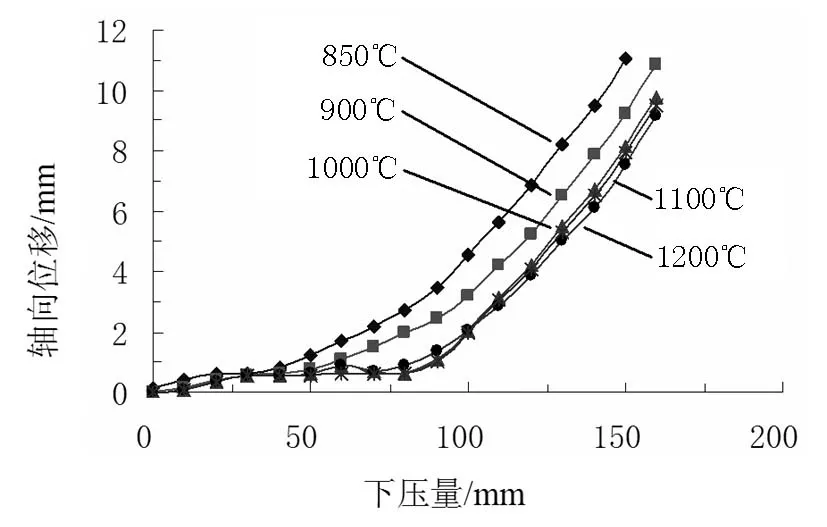
圖3 不同鍛造溫度下中心處軸向位移Figure 3 Distribution of center axial displacement under different temperature
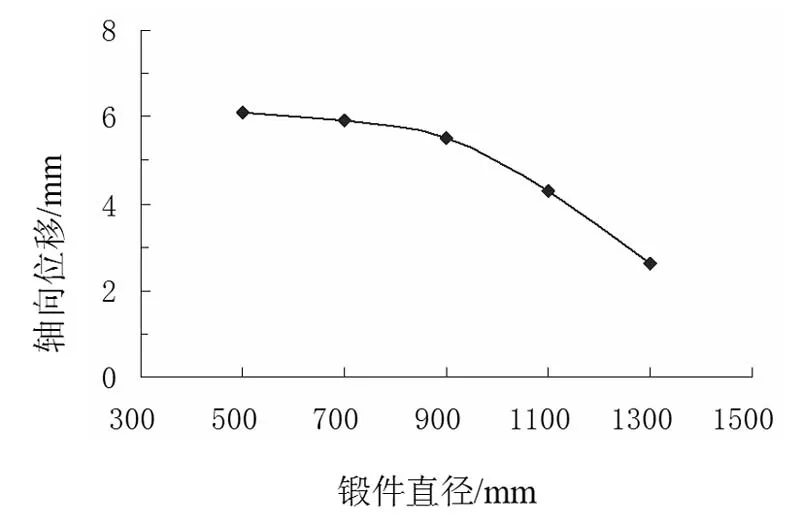
圖4 鍛件不同直徑對中心處軸向位移影響Figure 4 Distribution of center axial displacement under different diameter
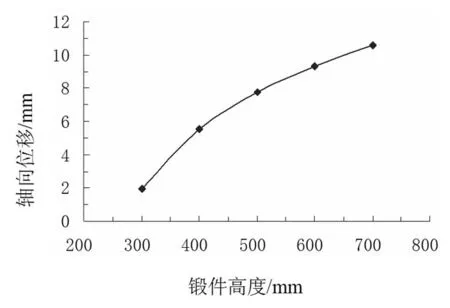
圖5 鍛件不同高度對中心處軸向位移影響Figure 5 Distribution of center axial displacement under different height
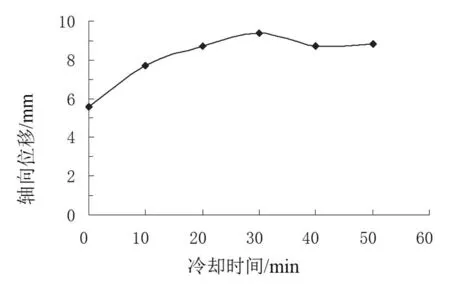
圖6 鍛件不同冷卻時間對中心處軸向位移影響Figure 6 Distribution of center axial displacement under different cooling time
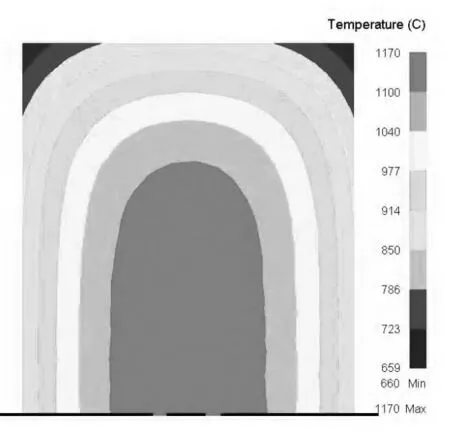
圖7 冷卻30 min后鍛件截面溫度分布Figure 7 Distribution of temperature after 30 minute's cooling
4 結論
通過數值模擬方法分析了各種參數對大型餅類鍛件滾圓修復過程中心走料的影響,得到以下結論:
(1)在壓下量小于9%情況下,鍛件心部走料非常小;當下壓量增大時,中心處走料與壓下量幾乎成正比,可以用公式y=0.11x-9.07來表示;
(2)隨著鍛造溫度的下降,在相同壓下量情況下,心部走料增加,同時成形力大幅增加;
(3)相同壓下量情況下,增大餅類鍛件直徑,心部走料減少;增大鍛件高度,心部走料增大;
(4)隨著冷卻時間的增加,中心處走料增大,在冷卻30 min左右中心處走料達到峰值9.38 mm。
[1] 夏琴香,霍育林,單會星,等.軸類大鍛件倒棱滾圓后內部質量及尺寸精度研究[J].鍛壓技術,2010(2):17-21.