無設計補償四點共面交點協(xié)調技術
2011-08-22 08:26:23曾六生
教練機 2011年4期
曾六生
(洪都航空工業(yè)集團,江西南昌330024)
無設計補償四點共面交點協(xié)調技術
曾六生
(洪都航空工業(yè)集團,江西南昌330024)
首次提出了按工藝協(xié)調難易程度對飛機部件對接交點的分類方法。同時還介紹了數字化條件下多交點協(xié)調工藝方案設計、標準工裝選擇及協(xié)調過程控制方法。
部件對接;共面交點;協(xié)調技術
0 引言
飛機部件之間一般是采用交點對接。交點數量、交點布置無外乎表1所列幾種形式:交點同軸指一組交點孔中心線沿同一轉軸線布置,其特點是除對接基準交點外,其余交點沿垂直于軸線方向留有間隙,具有設計補償,它們之間沒有協(xié)調關系或者協(xié)調準確度要求很低。交點共面指一組交點孔中心線平行布置,交點孔沿軸線方向投影變成分布在一個平面上的不同心圓,其特點是除對接基準交點外,其余交點沿垂直于孔中心線方向留有間隙,具有設計補償,它們之間沒有協(xié)調關系或者協(xié)調準確度要求很低。交點共體指一組交點孔中心線立體布置,或者交點孔中心線平行布置,但沿孔中心線方向沒有設計補償。共體布置的交點協(xié)調工藝上很困難,一般不宜采用,要盡量避免。

表1 飛機部件交點數量及分布
對于共面布置的一組交點,交點數量越多對接協(xié)調越困難,有N點對接屬于N點共面協(xié)調問題,相當于N×(N-1)/2個中心距協(xié)調問題。對于4點共面情況,第1點對接任意方向位置可調,可100%對接協(xié)調;第2點對接相當于2點共面情況,屬于1個中心距協(xié)調問題;第3點對接相當于3點共面協(xié)調情況,屬于3個中心距協(xié)調問題;第4點對接屬于4點共面協(xié)調情況,相當于6個中心距協(xié)調問題;交點數量越多,對接協(xié)調越困難。按有無設計補償分,又分為有設計補償和無設計補償兩種情況,有設計補償的交點工藝協(xié)調要容易得多。所以,無設計補償四點共面交點協(xié)調技術技術難度大,部件的工藝協(xié)調方案設計、標準工裝選擇、協(xié)調過程控制最具典型和借鑒意義。
1 工藝協(xié)調方案設計
某型飛機對接部件Ⅰ、部件Ⅱ無設計補償四點共面交點工藝協(xié)調方案如圖1所示:標準量規(guī)、裝配架、精加工架均采用三維數字化設計,激光跟蹤儀安裝。部件Ⅰ、部件Ⅱ標準量規(guī)數模進行數字化預裝配、實物進行對合協(xié)調。標準量規(guī)在裝配架和精加工架上用激光跟蹤儀定位,但裝配架和精加工架上的交點定位器按標準量規(guī)塑造安裝。由于部件Ⅰ、部件Ⅱ對接協(xié)調性主要取決于交點精加工后的準確度,而不是取決于交點裝配準確度,所以部件裝配時交點孔留有加工余量,部件裝配后上精加工架在自由狀態(tài)下將交點孔加工至最終尺寸。標準量規(guī)、裝配架和精加工架上交點孔采用Φ25(20)H7尺寸,安裝插銷采用Φ25(20)h6尺寸。T0、T1、T2表示協(xié)調安裝時的環(huán)境溫度。
其特點是協(xié)調路線最短,協(xié)調環(huán)節(jié)最少,并應用了數字量與模擬量相結合的協(xié)調方法。
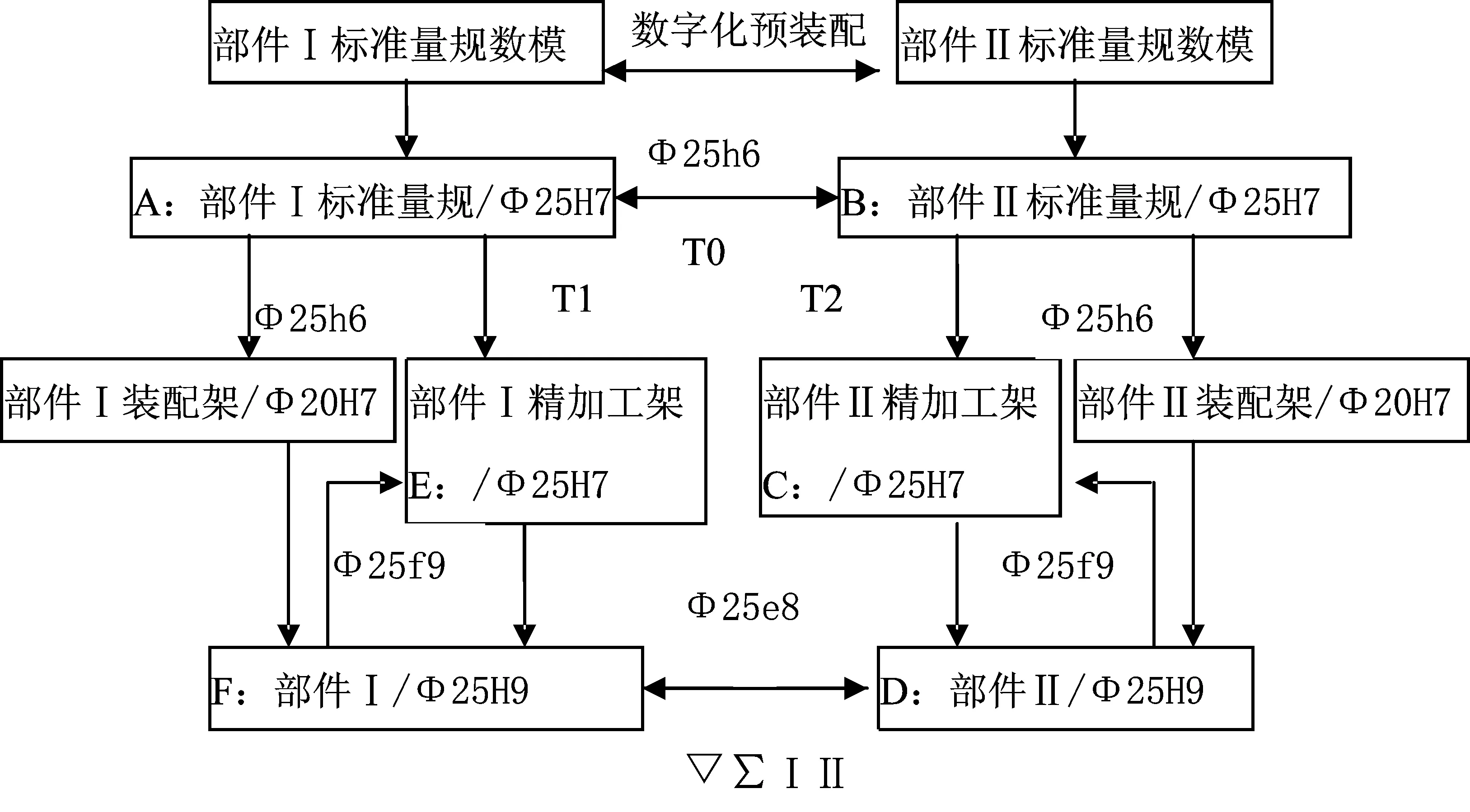
圖1 用標準量規(guī)協(xié)調路線圖
2 標準工裝選擇
在數字化條件下無設計補償4點共面交點為何要采用標準量規(guī)而不采用完全數字量協(xié)調呢?僅考慮隨機誤差,我們分別計算、比較標準量規(guī)協(xié)調與數字量協(xié)調第4點誤差分布和對接協(xié)調概率。
若按數字量協(xié)調,圖1所示協(xié)調路線變?yōu)閳D2所示:裝配架、精加工架均采用三維數字化設計,激光跟蹤儀安裝。激光跟蹤儀單點安裝誤差X、Y、Z方向均為±0.1 mm。
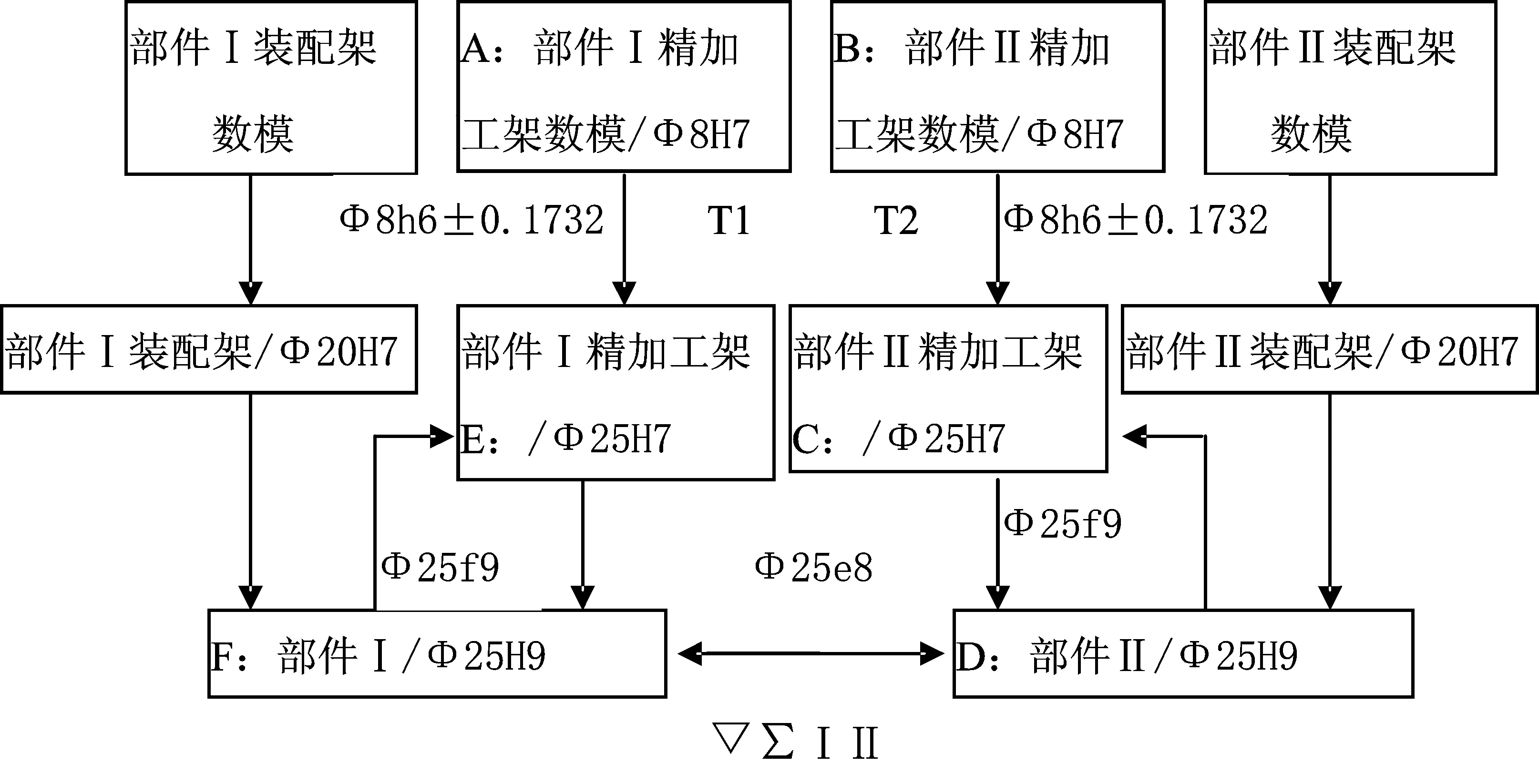
圖2 按數字量協(xié)調路線圖
空間位置誤差則為±0.1732 mm。按協(xié)調過程中插銷在孔中的不同狀態(tài)對兩種協(xié)調方法分別解誤差尺寸鏈方程(1),誤差分布帶半寬度方程(2)。將誤差分布帶半寬度ωDF簡化為等腰三角形分布律計算,如圖3所示,圖中把ωDF的分布域分成Ⅰ、Ⅱ、Ⅲ三個分區(qū),對接協(xié)調誤差▽ΣⅠⅡ出現的概率分別用P1、P2、P3,P1表示結合螺栓能自由插入概率、P2表示一半可自由插入一半不能插入概率、P3表示不能插入概率。結果見表2。M=0表示孔軸非常同軸,插銷在孔內轉動很靈活;M=0.5表示孔軸同軸,插銷在孔內轉動靈活;M=1表示孔軸同軸度不高,插銷在孔內轉動緊澀。詳細計算過程略。
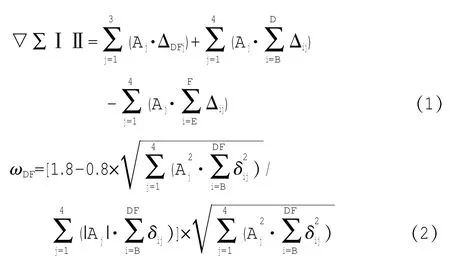
圖3 對接協(xié)調誤差▽ΣⅠⅡ的分布域
結果表明,標準量規(guī)協(xié)調與數字量協(xié)調相比,誤差分布帶半寬度ωDF小,而連接螺栓自由結合和利用結構彈性強迫0.2 mm左右結合協(xié)調概率都大得多。但若存在設計補償,工藝協(xié)調則要容易得多。因此,綜合考慮環(huán)境誤差、設備誤差及人為誤差等因素,還是標準量規(guī)協(xié)調穩(wěn)定性強,裝配工裝檢修和復制一致性好,且互換性強。
表2 兩種協(xié)調方法第4交點對接協(xié)調結果比較
所以,對于4點共面協(xié)調情況,標準量規(guī)比數字量交點協(xié)調準確度更高,其本質原因在于:按圖2所示采用的是獨立制造法,部件Ⅰ和部件Ⅱ從精加工架數模到精加工架環(huán)節(jié)兩者都存在較大的制造安裝誤差,并且這種誤差相互獨立的,在協(xié)調傳遞過程中無法消除,所以協(xié)調準確度較低。而圖1所示采用的是相互關聯(lián)制造法,雖然部件Ⅰ和部件Ⅱ從標準量規(guī)數模到標準量規(guī)環(huán)節(jié)也存在較大的制造安裝誤差,但這種誤差是相互關聯(lián)的,標準量規(guī)之間對合協(xié)調后它們變成了公共環(huán)節(jié),并且高剛性的標準量規(guī)骨架會將制造安裝誤差固定下來,通過高精度的Φ25H7/h6孔軸配合將這種制造安裝誤差準確地傳遞到下一環(huán)節(jié),誤差分布具有一致性,部件交點協(xié)調準確度高。
推而廣之,在數字化和無設計補償條件下,綜合考慮交點的數量和分布、隨機誤差、系統(tǒng)誤差、方法誤差、過失誤差、工藝協(xié)調的穩(wěn)定性、裝配工裝檢修和復制的一致性等因素,交點的協(xié)調方法選擇見表3。

表3 交點協(xié)調方法選擇
3 協(xié)調過程控制
1)隨機誤差控制。表2所列計算結果表明,協(xié)調傳遞過程中插銷狀態(tài)系數M越小,插銷在孔內活動越靈活,則誤差分布帶半寬度ωDF越小,結合協(xié)調的概率越大。因此,要嚴格控制圖1所示各個協(xié)調環(huán)節(jié)的技術狀態(tài),至少應當保證插銷狀態(tài)系數M≤0.5。最關鍵、最難控制的是部件精加工環(huán)節(jié),它受環(huán)境、方法、操作等因素影響較大,誤差的波動性也較大。其中特別注意裝夾變形的檢測和控制方法,保證裝夾變形基本為零,否則裝夾變形量會直接變成交點的位置誤差,影響其準確度。
2)系統(tǒng)誤差控制。要保證圖1所示協(xié)調安裝時的環(huán)境溫度T0、T1、T2基本相等,避免溫差影響。加大標準量規(guī)、精加工架上交點導向裝置結構剛性,并充分進行結構時效,消除結構變形。導向裝置應當采用固定結構,消除活動結構間隙。
3)方法誤差控制。圖1所示的協(xié)調環(huán)節(jié)的工作同一組操作人員使用同一臺激光跟蹤儀進行,減小人為和設備誤差。有條件時,精加工的刀具應盡量垂直布置,以減小刀具與導向裝置間的間隙影響。
4 應用與推廣
交點數量越多,對接協(xié)調越困難,部件對接交點設計時要盡可能減少交點數量,或者采取設計補償方法減少實際要協(xié)調的交點數量。如K8飛機機身機翼是通過6點共面交點對接的,但機翼后梁接頭內安裝有可旋轉360°襯套,襯套內又安裝了可滑動±3 mm的滑塊,具有很大的設計補償,6點共面協(xié)調問題變成了4點共面協(xié)調問題,降低了工藝協(xié)調難度,提高了對接協(xié)調性。
共體協(xié)調最困難,協(xié)調性最差,部件對接交點設計時要盡可能避免。如某型號保形油箱與機身對接交點最初設計為8點對接,并且對接交點孔軸線呈“八”字形布置,是典型的交點共體協(xié)調問題,最初生產的3個保形油箱由于交點對接不協(xié)調而全部報廢。后來對接頭結構形式進行了更改:增加了轉接接頭,連接交點由8點共體變成了4點共面,并且共面的4個交點處于同一水平面上,從而保證了保形油箱與機身對接協(xié)調性。保形油箱結構示意見圖4。

圖4 保形油箱結構示意
若多點共面協(xié)調,存在較大對接不協(xié)調概率,應優(yōu)化設計結構,改進工藝協(xié)調方法。如某項目機身機翼采用7點共面對接方式,孔軸配合尺寸為ΦDH8/dh8,無設計補償 (大孔配小螺栓、位置可調等),如圖5所示。
采用圖1所示的常規(guī)工藝協(xié)調路線,第7個孔對接的協(xié)調積累誤差▽ΣⅠⅡ和誤差分布帶半寬度ωDF分別如(6)、(7)式:
圖5 機翼與機身對接交點結構
這樣,按(3)、(4)、(5)式計算出對接協(xié)調概率很小,不協(xié)調的概率很大。我們將常規(guī)的工藝協(xié)調路線改進為圖6所示:其核心是機身機翼按同一精加工型架、同一精加工導向裝置、導向裝置按同一標準量規(guī)(機身標準量規(guī))協(xié)調安裝;機身機翼交點孔位置誤差只取決于各自精加工環(huán)節(jié),精加工環(huán)節(jié)變成了公共環(huán)節(jié),誤差分布完全相同,其余各環(huán)節(jié)的誤差不影響對接協(xié)調性;機身機翼對接協(xié)調不再取決于協(xié)調路線上的隨機誤差,而只取決于系統(tǒng)誤差、過失誤差,只要控制好環(huán)境溫度和裝夾變形、操作失誤,就能保證對接協(xié)調,這些在工程上容易做到,但是,并不是所有部件都能采用圖6所示協(xié)調路線,其要求是設計時必須同時提供加工部件、精加工裝置、加工動力設備安裝結構空間。但受設計條件限制,往往不能滿足這些要求,而需要設計人員考慮工藝需求,優(yōu)化設計結構,盡可能滿足要求,降低工藝難度,提高部件的對接協(xié)調性。某項目之所以能采用上述協(xié)調路線是因為在結構設計上采取了如下措施:(1)除對接基準外,其余接頭叉耳間留有間隙,滿足了共面協(xié)調條件。(2)機身機翼結構間隙由60 mm改為80 mm,同時還提供了機身、機翼、精加工裝置、加工動力設備安裝和使用結構空間。

圖6 改進型標準量規(guī)協(xié)調路線
5 結語
雖然數字量傳遞準確度較高,但對于飛機部件對接交點的協(xié)調,模擬量(標準量規(guī))傳遞一致性好、協(xié)調準確度更高。因此工藝協(xié)調方案設計時,要充分考慮部件交點的數量及分布情況,合理利用數字量與模擬量兩者的優(yōu)點,并嚴格控制協(xié)調過程,以求得最佳的技術經濟效果。
[1]程寶蕖.飛機制造協(xié)調準確度與容差分配.航空工業(yè)出版社,1979.
[2]范玉青.現代飛機制造技術.北京航空航天大學出版社,2001.
>>>作者簡介
曾六生,1957年出生,畢業(yè)于南京航空學院,研究員級高級工程師,中航工業(yè)飛機裝配技術一級專家,現從事飛機部件裝配和工藝協(xié)調工作。
Technology for Coordination of Intersections of Four Design-compensation-free Joints in One Plane
Zeng Liusheng
(Hongdu Aviation Industry Group,Jiangxi Nanchang 330024)
The method for classification of aircraft subassembly butt joints as per difficulty in process coordination has been firstly raised and the designing for process program of multi-intersection coordination under the digital conditions,selection of standard process tools and the method for coordination process control.
subassembly butt joint;intersections in one plane;coordination technology
2011-11-23)
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
專用汽車(2016年4期)2016-03-01 04:13:43
銅業(yè)工程(2015年4期)2015-12-29 02:48:39