有限元仿真模擬分析在典型型材拉彎過程中的應(yīng)用研究
2011-12-02 06:15:28張冬兵劉春鋒
教練機(jī) 2011年4期
張冬兵,劉春鋒
(洪都航空工業(yè)集團(tuán),江西 南昌330024)
0 引言
B747-8轉(zhuǎn)包項(xiàng)目工作包中的弦桿零件148U5161-33、148U5161-105/106、148U5161-121/122的制造技術(shù)一直是制約項(xiàng)目進(jìn)展的瓶頸。 弦桿零件成形難點(diǎn)包括:
1)零件回彈量較大,校正工作耗時(shí)費(fèi)力;
2)弦桿零件需銑缺口, 而我公司鈑金加工廠目前不具備銑切能力, 弦桿零件缺口及厚度銑切工作需由機(jī)械加工廠及數(shù)控機(jī)加廠完成;
3)弦桿零件成形涉及到鈑金與機(jī)加之間的協(xié)調(diào)問題,鈑金成形公差較大,機(jī)械加工尺寸精確,機(jī)械加工鈑金成形后的零件, 零件應(yīng)力釋放后容易產(chǎn)生變形,需要鈑金工對(duì)零件外形重新校正,增加零件校正難度,校正時(shí)容易對(duì)零件質(zhì)量產(chǎn)生影響,校正后需對(duì)零件進(jìn)行無損探傷檢查;
4)弦桿為型材零件, 其典型的特點(diǎn)是存在尺寸和厚度公差較大,采用機(jī)械加工銑切厚度,對(duì)厚度公差很難控制,制造過程中加大了機(jī)械加工的難度。
1 傳統(tǒng)拉彎成形工藝方法
上述弦桿零件中成形難度較大的典型零件為148U5161-33。 零件成形后長(zhǎng)度方向尺寸近4 m,如采用O狀態(tài)先拉彎成形后淬火處理, 零件變形扭曲嚴(yán)重,無法校正,所以零件需在熱處理后的W狀態(tài)下進(jìn)行拉彎成形;零件拉彎成形后,回彈嚴(yán)重(如圖1,零件向外側(cè)產(chǎn)生回彈, 以中間為基準(zhǔn),A、B兩端回彈量各約40 mm),需在校正模上進(jìn)行校正至零件外形,然后交至數(shù)控機(jī)加車間進(jìn)行銑切外形; 零件銑切時(shí)因零件外形存在公差, 難以使其成形后的外形線與銑切夾具上的原材料外形線完全對(duì)齊, 因此零件銑切時(shí)需對(duì)零件外形邊緣留放余量,然后檢查零件外形;零件銑切后應(yīng)力釋放產(chǎn)生變形, 再交至鈑金車間按檢驗(yàn)架進(jìn)行校形;校形完成后按樣板進(jìn)行劃線,最后按劃線余量進(jìn)行打磨至零件外形。 通過這種工藝方法所拉彎成形的零件很難符合制造技術(shù)要求, 鈑金校形的工作量非常大, 且反復(fù)試驗(yàn)有很大的不確定性,存在一定的制造風(fēng)險(xiǎn)。

圖1 外弦桿
2 模擬分析拉彎成形過程
通過采用有限元模擬分析技術(shù), 結(jié)合前期試驗(yàn)及工程應(yīng)用對(duì)典型弦桿零件拉彎成形過程進(jìn)行研究,歸納模擬分析拉彎變形過程的各參數(shù)變化情況,從理論上尋找引起拉彎回彈的因素, 徹底解決弦桿制造回彈變形問題。
2.1 模具和毛料
零件148U5161-33的數(shù)模和截面尺寸如圖2所示。 根據(jù)零件的截面形狀及整體形狀, 得到拉彎模具的成形型面和毛料, 如圖3和圖4所示。 毛料長(zhǎng)度為5 400 mm。
2.2 拉彎工藝仿真平臺(tái)搭建
采用上述模具及毛料數(shù)模, 在拉彎輔助工藝設(shè)計(jì)系統(tǒng)APSBCAE LFA14中進(jìn)行工藝參數(shù)的設(shè)計(jì),并生成有限元仿真計(jì)算文件, 在有限元模擬分析軟件ABAQUS中進(jìn)行拉彎過程的仿真。
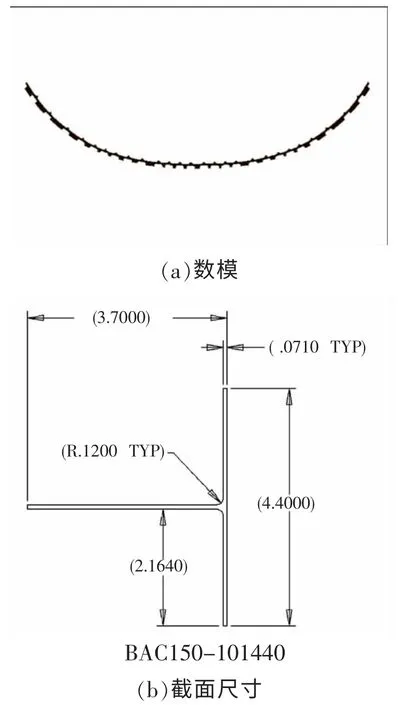
圖2 零件148U5161-33數(shù)模
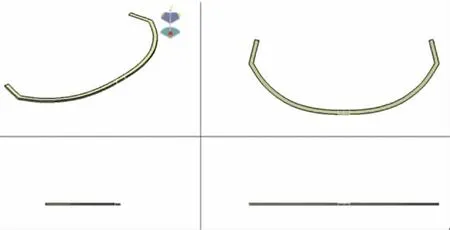
圖3 拉彎模具型面

圖4 毛料
2.2.1 拉彎過程
該零件的拉彎過程可分為預(yù)拉、彎曲和補(bǔ)拉三個(gè)步驟,拉彎過程如圖5所示。
2.2.2 工藝參數(shù)設(shè)計(jì)
該零件需要設(shè)計(jì)的拉彎工藝參數(shù)仍包括拉彎步驟中的預(yù)拉延伸率、彎曲延伸率和補(bǔ)拉延伸率。 采用正交設(shè)計(jì)方法,對(duì)三個(gè)工藝參數(shù)進(jìn)行設(shè)計(jì)優(yōu)化,用有限元方法對(duì)每組工藝參數(shù)進(jìn)行拉形仿真, 評(píng)估仿真結(jié)果,從中選出最優(yōu)的參數(shù)組合。 每個(gè)拉形步驟的延伸率各選三個(gè),如表1所示,正交實(shí)驗(yàn)表見表2。 拉彎過程中的彎曲角設(shè)置見表3。

圖5 拉彎過程示意

表1 延伸率取值
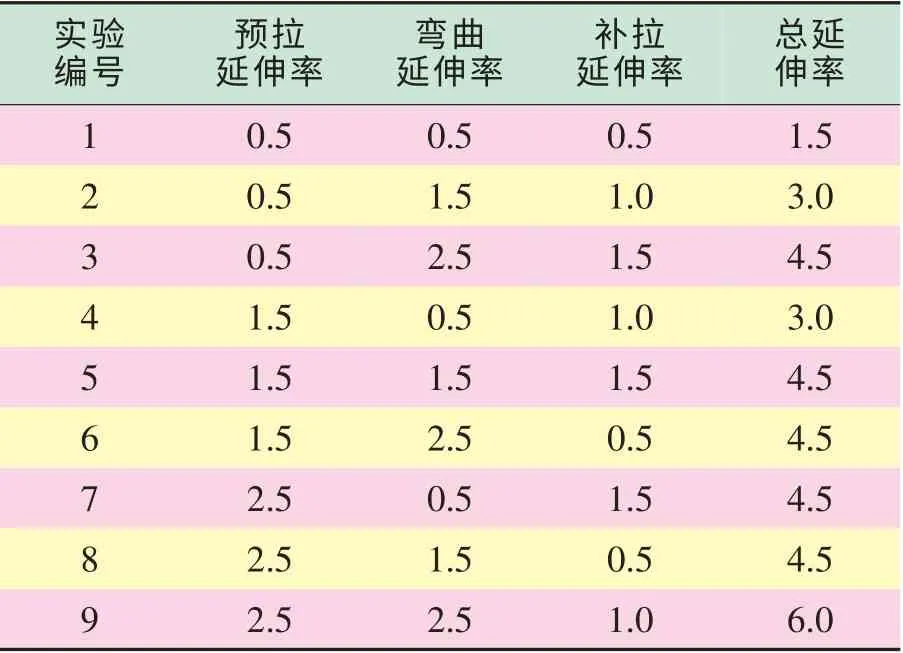
表2 正交實(shí)驗(yàn)表

表3 其他工藝參數(shù)設(shè)置
2.3 拉彎過程的有限元仿真
2.3.1 有限元模型
通過拉彎輔助工藝設(shè)計(jì)系統(tǒng)建立有限元模型,如圖6所示。
2.3.2 仿真結(jié)果
圖7~圖15為各組參數(shù)的拉彎仿真結(jié)果,包括應(yīng)變分布和回彈量。

圖6 有限元模型
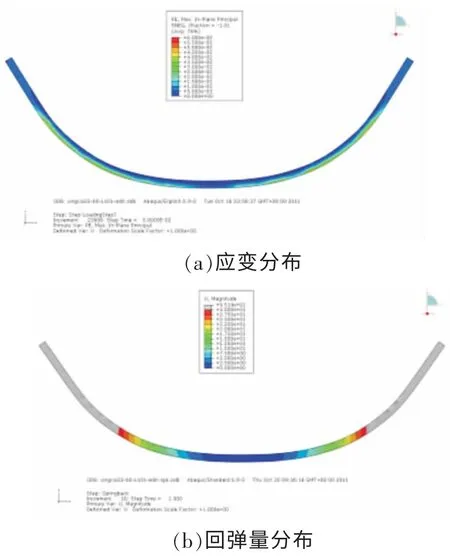
圖7 實(shí)驗(yàn)1仿真結(jié)果
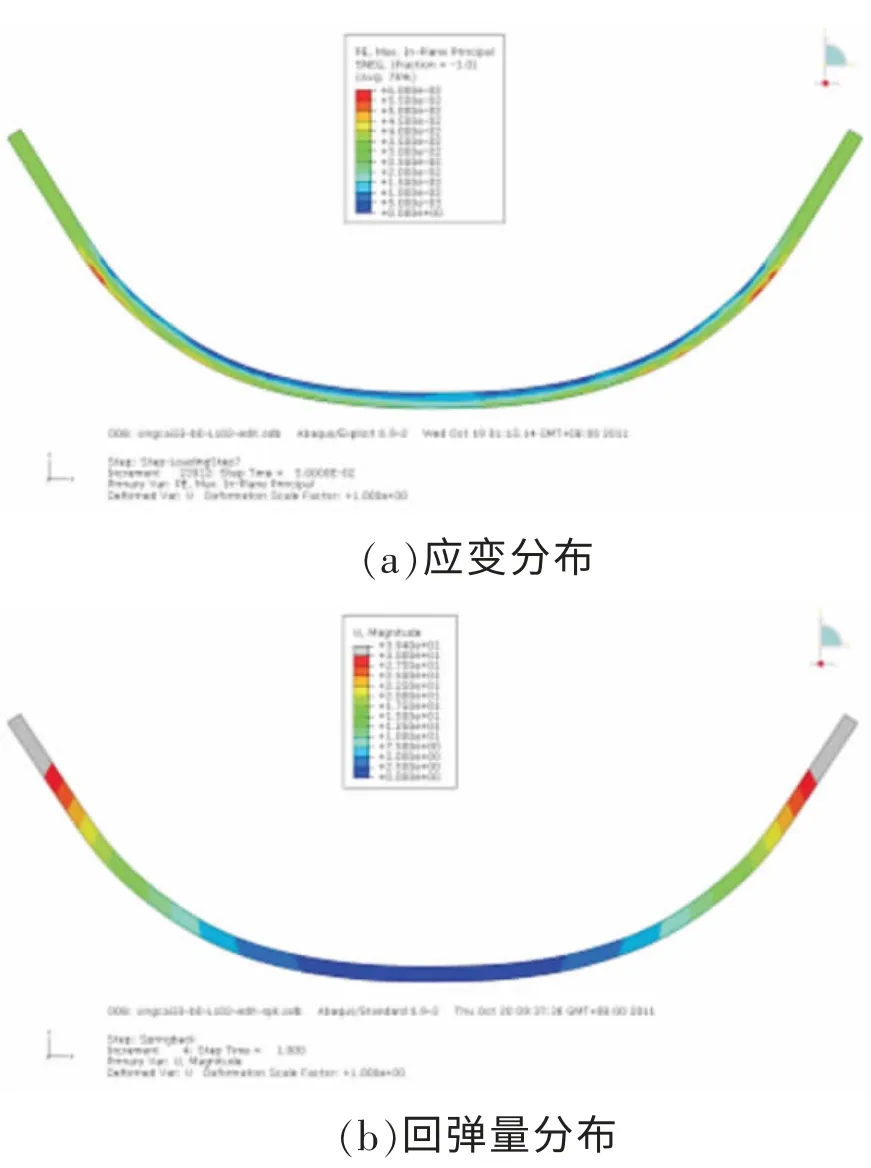
圖8 實(shí)驗(yàn)2仿真結(jié)果
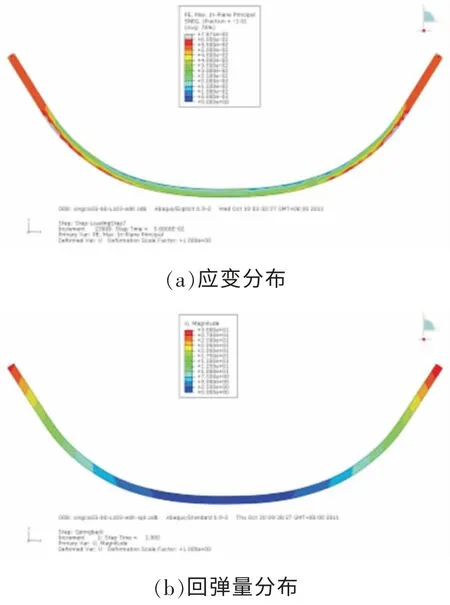
圖9 實(shí)驗(yàn)3仿真結(jié)果
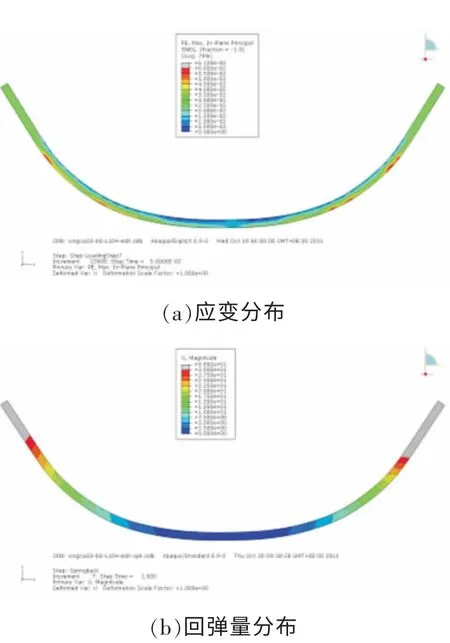
圖10 實(shí)驗(yàn)4仿真結(jié)果
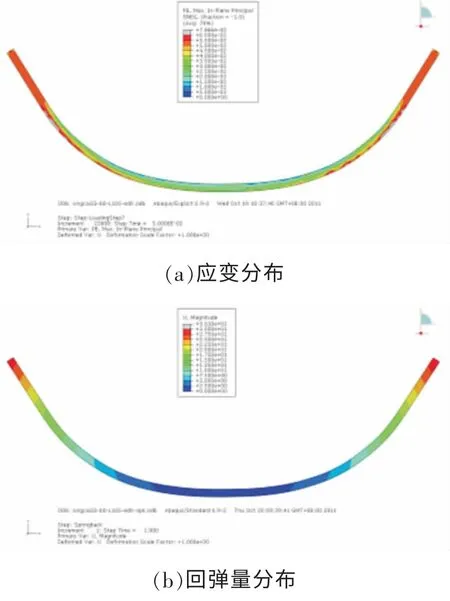
圖11 實(shí)驗(yàn)5仿真結(jié)果
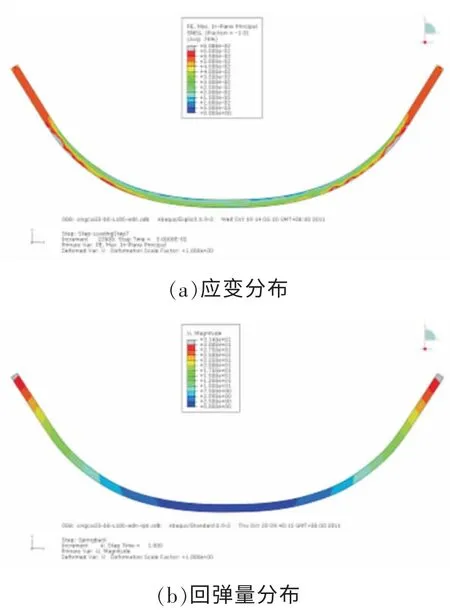
圖12 實(shí)驗(yàn)6仿真結(jié)果
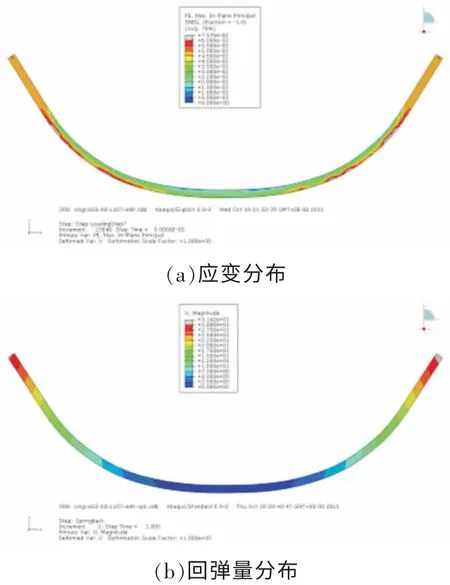
圖13 實(shí)驗(yàn)7仿真結(jié)果
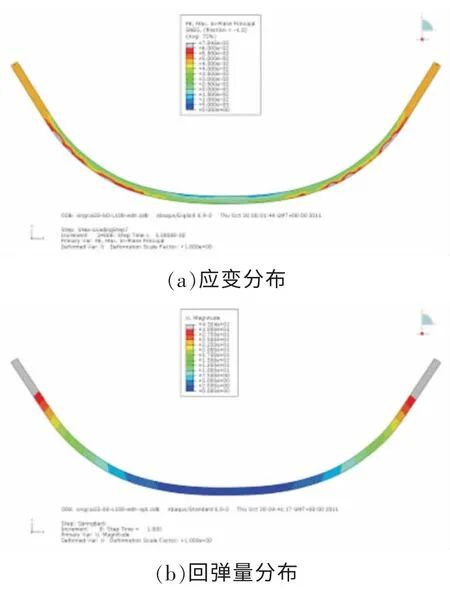
圖14 實(shí)驗(yàn)8仿真結(jié)果
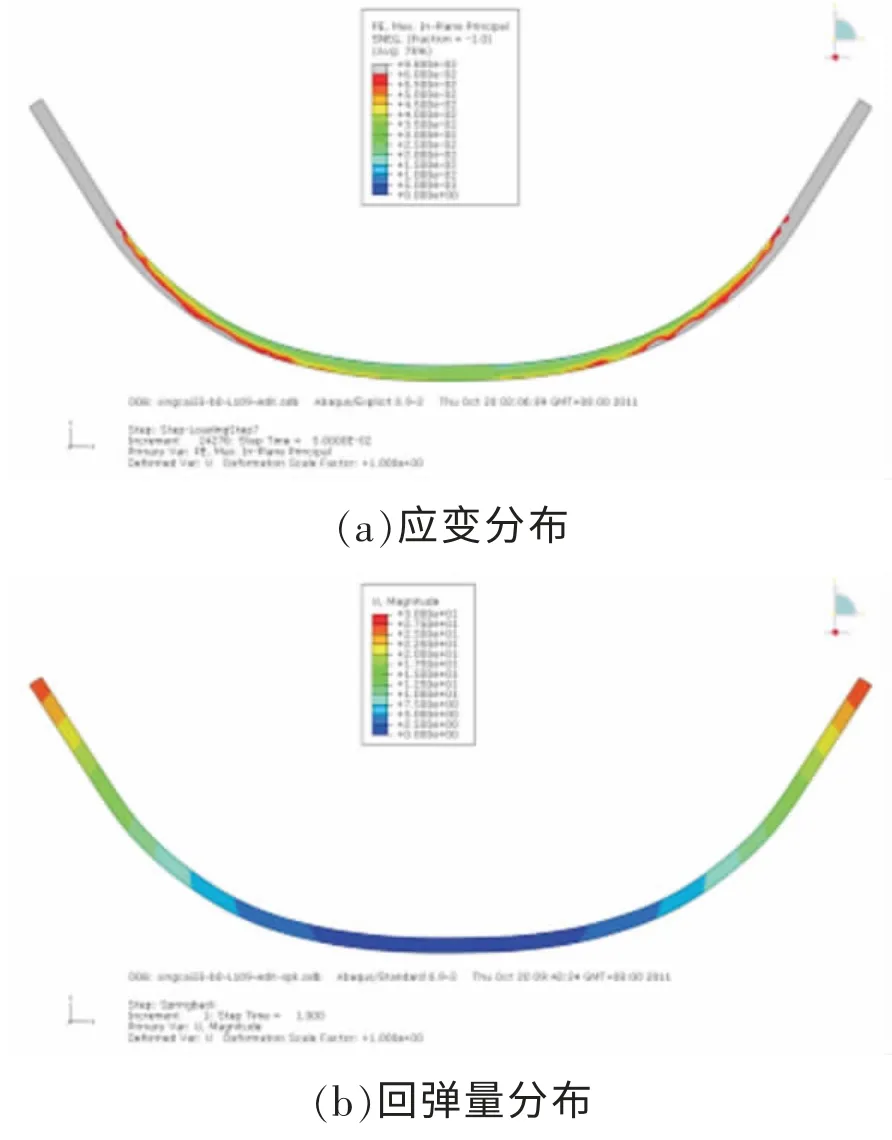
圖15 實(shí)驗(yàn)9仿真結(jié)果
2.3.3 仿真結(jié)果總結(jié)
將仿真結(jié)果中的最大應(yīng)變及最大回彈量總結(jié)于表4。 從表中可以看到,零件148U5161-33各組拉彎過程中變形量最小的為第1組4.3%, 最大的為第9組9.8%,其他在6%~8%左右。 由于該零件尺寸較大,因此回彈量也很大。 在9組仿真實(shí)驗(yàn)中第1組的回彈量非常大,為95.1 mm,而其他8組在30 mm~40 mm左右。綜合考慮毛料的變形情況和回彈情況,選取第3組為最優(yōu)參數(shù)組合。
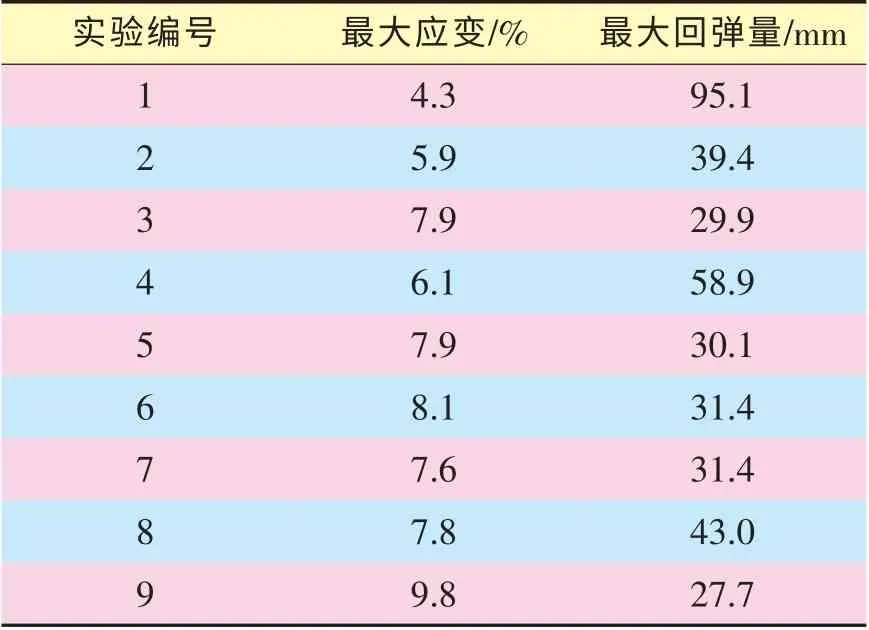
表4 實(shí)驗(yàn)結(jié)果
2.4 修模計(jì)算
為進(jìn)一步減小回彈對(duì)零件形狀精度的影響,對(duì)所選取的最優(yōu)拉彎結(jié)果進(jìn)行回彈補(bǔ)償計(jì)算, 得到經(jīng)過修模的拉彎模具型面。 在拉彎輔助工藝設(shè)計(jì)系統(tǒng)中讀入成形和回彈的有限元仿真結(jié)果文件, 系統(tǒng)根據(jù)結(jié)果文件中的模型信息和回彈量信息, 計(jì)算回彈補(bǔ)償量,對(duì)模具有限元模型補(bǔ)償調(diào)整,并輸出調(diào)整后的模具模型信息。 修模后的模具型面如圖16所示。
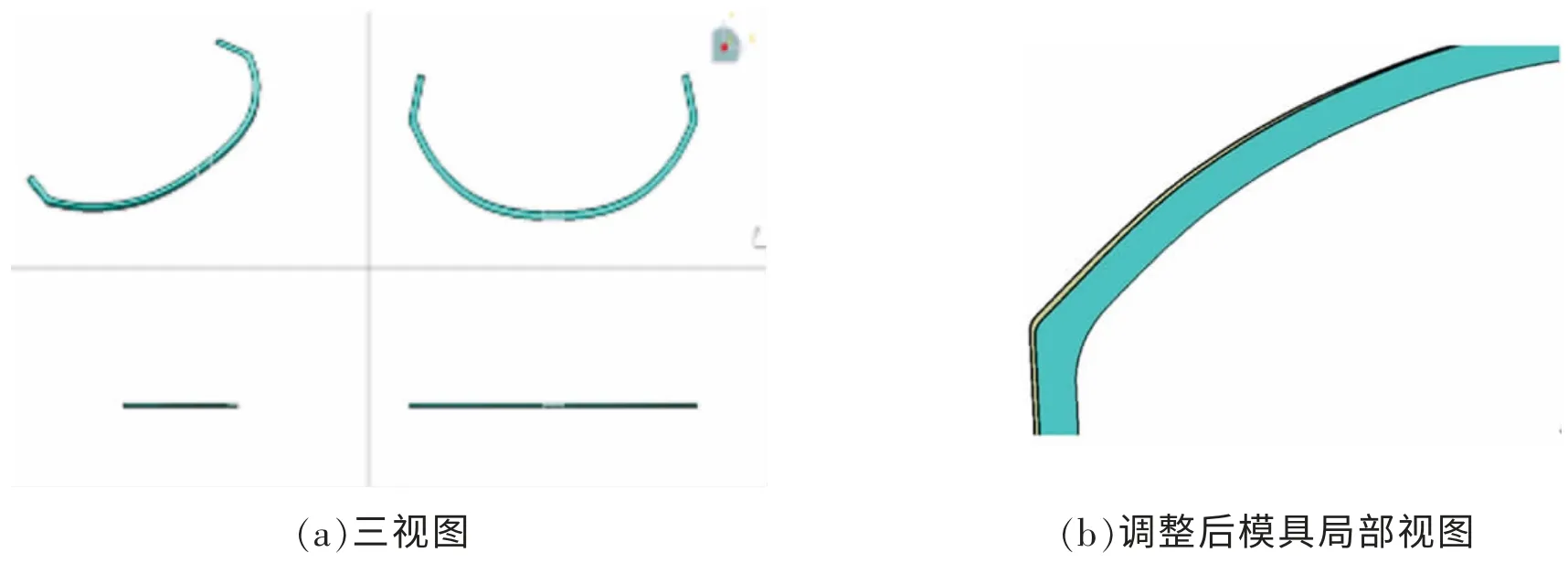
圖16 修模后的模具型面
3 結(jié)語
本文從典型型材拉彎成形的特點(diǎn)出發(fā), 結(jié)合有限元仿真模擬分析及試驗(yàn)分析對(duì)拉彎模具的典型特征及拉彎成形工藝過程進(jìn)行優(yōu)化。 因工程驗(yàn)證尚在實(shí)施過程中, 故目前無法對(duì)該分析方法的有效性做出科學(xué)合理的評(píng)估。 但結(jié)合有限元仿真模擬技術(shù)在大量制造工程中的成功應(yīng)用, 初步預(yù)計(jì)將取得好的效果。 因鈑金型材拉彎工藝方法及回彈控制研究所涉及的因素和內(nèi)容較復(fù)雜, 在基礎(chǔ)理論和工程應(yīng)用方面還需進(jìn)行深入研究。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24