快速成型技術在L15研制中的應用
2011-12-02 06:15:30張少英彭志富
教練機 2011年4期
關鍵詞:工藝
張少英,廖 可,彭志富
(洪都航空工業集團,江西 南昌330024)
0 引言
由于模具制造周期長、成本高,且研制階段批量少,更改變動頻繁,若用熔模精密鑄造,從時間上和經濟上考慮用熔模精密鑄件都不合算, 通常都是以機械加工的方法替代。 某些零件因結構的特殊性,限制了機加工藝, 而必須采用鑄造工藝, 但鑄造周期長,易造成生產進度的拖延。 在L15型飛機研制階段,有較多鑄件需要精密鑄造。 但用傳統熔模精密鑄造的工藝方法,生產則無法滿足L15研制的“快捷”和“柔性”的需求。
以快速成型結合鑄造技術由于能夠以較低的成本在較短時間內制造出性能優良、 形狀復雜的金屬零件,成為目前應用最廣泛的、最實際可行的金屬零件快速制造工藝[1,2]。 在多種快速成型工藝中,SLS(選擇性激光燒法)工藝由于具有燒結材料廣泛的突出特點,使其是目前在鑄造工藝中應用最廣。 本課題研究了高分子材料和有機可溶性材料的成型工藝, 對滲蠟工藝進行了深入研究,分析了L15鎖座鑄件的結構特點,進行了澆注工藝設計與模擬,成功澆注了L15鎖座鑄件, 在國內較早應用可熔性材料快速成型技術進行精密鑄造,并成功應用于實際生產。
1 試驗材料的選擇
用SLS制作高分子原型件,通過滲蠟處理得到蠟模,采用熔模精密鑄造技術得到金屬零件。 這種方法制造成本低而且技術比較成熟, 可以與傳統鑄造工藝銜接。 但是高分子材料存在著收縮率大、軟化和汽化溫度高、 揮發性氣體對人體呼吸有極強的刺激性和殘留灰分高等缺點,在工廠實際生產中不宜應用。而有機可溶性材料具有收縮率小、氣化無氣味、殘留灰分少等優勢。 因此在本課題中,主要選用了有機可溶性材料進行工藝研究。
2 鑄造工藝方案
根據L15鎖座鑄件的結構特點和技術要求,進行澆注工藝分析,設計澆注系統,在此基礎上進行毛坯圖的設計,繪制三維毛坯圖(如圖1),再用快速成型方法制造零件樣件,進行滲蠟處理后組焊澆注系統,然后再制殼、脫蠟、澆注,鑄造出L15鎖座鑄件。
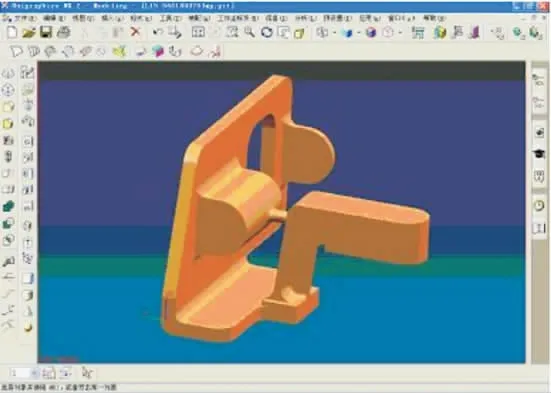
圖1 L15鎖座鑄件毛壞三維圖
2.1 鑄件結構分析
鎖座是L15高級教練機上的一種部件, 數量多,但結構形狀大體類似。 典型的鎖座鑄件如圖2所示。
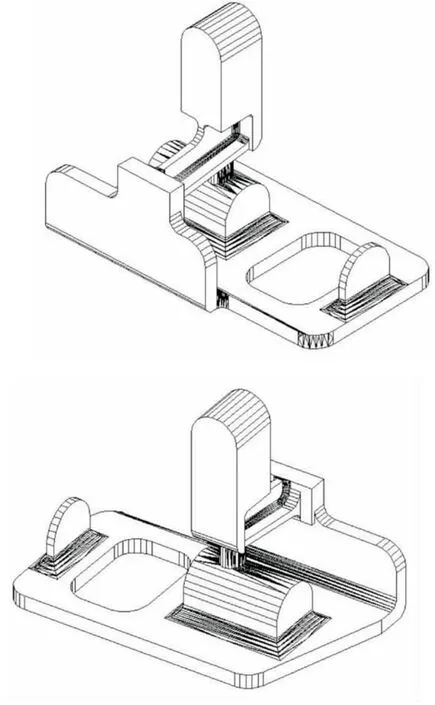
圖2 典型的鎖座鑄件圖
該鑄件采用熔模精密鑄造基于以下考慮:
1)鑄件尺寸精確,表面粗糙度低。
2)熔模鑄件最主要的特點是尺寸精度和幾何精度高,表面粗糙度低。 因而可以大大減小鑄件的切削加工余量,并可實現無余量鑄造。
3)鑄件形狀結構復雜, 用一般機加方法無法完成。
4)熔模精密鑄造能鑄造出形狀十分復雜的鑄件,還可以鑄造組合的、整體的鑄件,以代替由幾個零件焊接或裝配而成的部件,可減輕零件重量。
2.2 澆注系統的設計
鎖座從其結構上看不算復雜, 但從鑄造工藝上分析,在該零件上有兩個孤立的熱節,如圖3中1、2箭頭所示。 這兩個熱節必須分別接收兩個補縮來源。
熱節1通過筋條4與側板相連接;熱節2與底板直接相連接。 因此,熱節1和熱節2是相互孤立的。
為了增加鑄件的強度, 便于快速成型操作, 我們設置了一圓柱形 的支撐3, 其作用是防止筋條4 折斷或下墜變形。
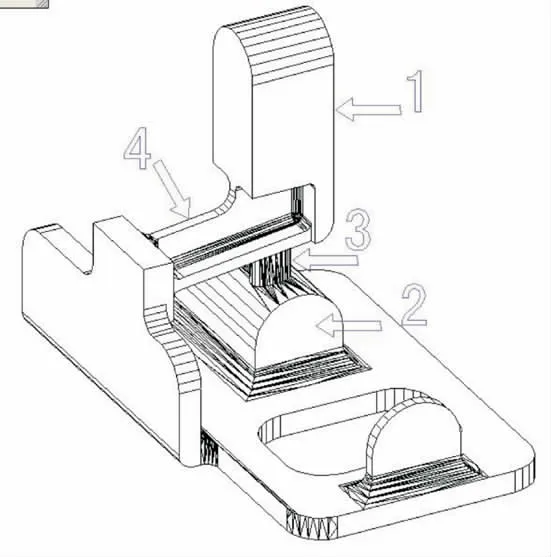
圖3 鎖座工藝分析圖
初步設計了兩種澆注系統結構,如圖4 所示。
A 方案利用直澆道對熱節2 進行補縮,熱節1 靠暗冒口進行補縮。
B 方案分別用內澆道對兩個熱節進行補縮。
從鑄件補縮和涂料工藝上比較,B方案要優于A方案,其組合要牢固一些。
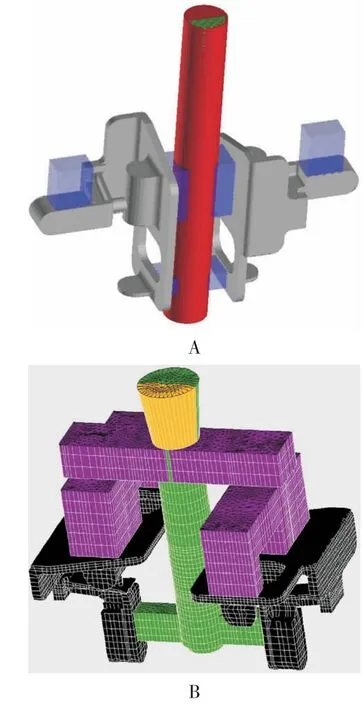
圖4 鎖座的兩種澆注系統結構
2.3 鑄件充型和凝固過程分析
采用重力澆注技術。 型殼經過900 ℃/3 h的高溫焙燒之后,在爐中自然冷卻至700 ℃左右澆注,澆注時間約為4 s。 我們先研究方案A的凝固過程。
我們用凝固指數和凝固時間分別進行判定,發現這種方案在暗冒口和熱節1之間存在熱量集中,有產生疏松的可能性。 如圖5中箭頭所指。
方案B的模擬充型過程如圖6所示。 可以看出充型過程首先由底部兩個內澆道開始。 充填下方兩個熱節,然后經過上面的橫澆道充填上方兩個熱節。 從充填的順序來看是合理的。
基本上沒有發生噴濺現象。
由圖7可以看出,鑄件的凝固時間順序。 壁板為先燒結凝固部分,兩個部位熱節均為最后凝固地方,并從澆道中得到充分的補縮。 這一點可以從圖7、8中明顯地看出。
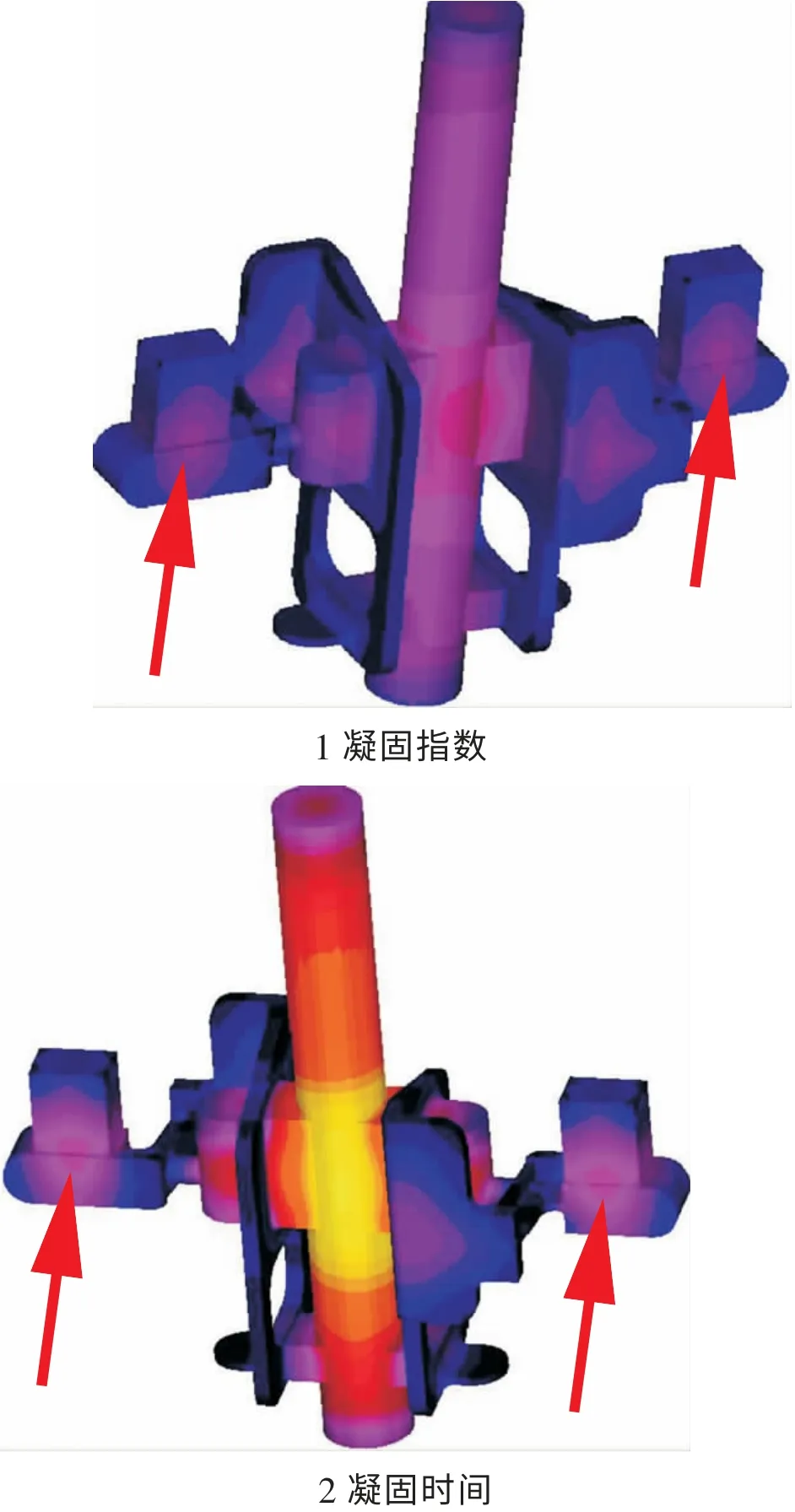
圖5 方案A的凝固分析
3 滲蠟工藝研究
快速成型過程是一種粉狀材料逐層添加燒結成型的過程,因此,成型后熔模表面會出現層狀臺階,臺階的厚度約為0.1 mm-0.2 mm, 影響了鑄件表面的光潔度,如圖9所示。
為了提高蠟模表面的光潔度, 我們對燒制好的熔模進行恒溫浸滲(蠟)處理,這樣不僅能夠提高熔模的表面光潔度,還可以增加熔模的強度。 通過浸液處理后鑄件的表面質量得到了大幅度地提高。
浸滲處理工藝對蠟液的質量和溫度都有很嚴格的要求。 蠟液應具有良好的流動性、浸潤性,并且蠟質要純凈,不可混有雜質,而且要求蠟的熔點較低。
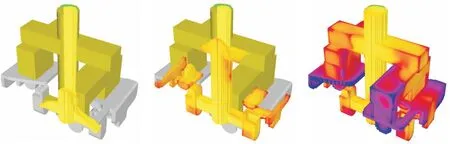
圖6 方案B的充型模擬

圖7 凝固時間分布
(色彩由深到淺表示凝固時間由短到長)我們選用低溫蠟。 其基本配比為石蠟加上少量EVA,以細化模料的晶粒,提高強度。
從圖9可以看出,經過表面處理之后,鑄件表面相當光滑,和真實的蠟模完全一樣。 模型可以像蠟模一樣進行組合、焊接。 從而為復雜鑄件的精密成型提供了技術支持。

圖8 鑄件熱節分布圖
(明亮的部分為最后凝固區域)
為了進一步研究材料的性能特性,我們做了材料處理前后的性能比較。
采用德國進口的精密試驗機(如圖10),按照中華人民共和國國家標準《熔模鑄造模料-抗彎強度測定方法》GB/T 14235.2-93 進行強度測試。
抗彎強度:σw=3PL/2ah2
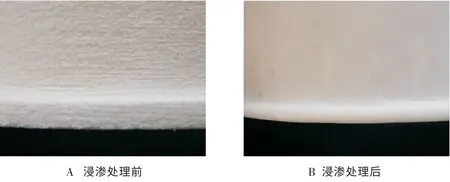
圖9 浸滲處理前后表面質量對比圖
式中:P—斷裂時的載荷;
L—兩支點間距;
a—試樣寬度;
h—試樣厚度。

圖10 強度-硬度試驗機
材料強化前后的抗彎強度比較見表1。
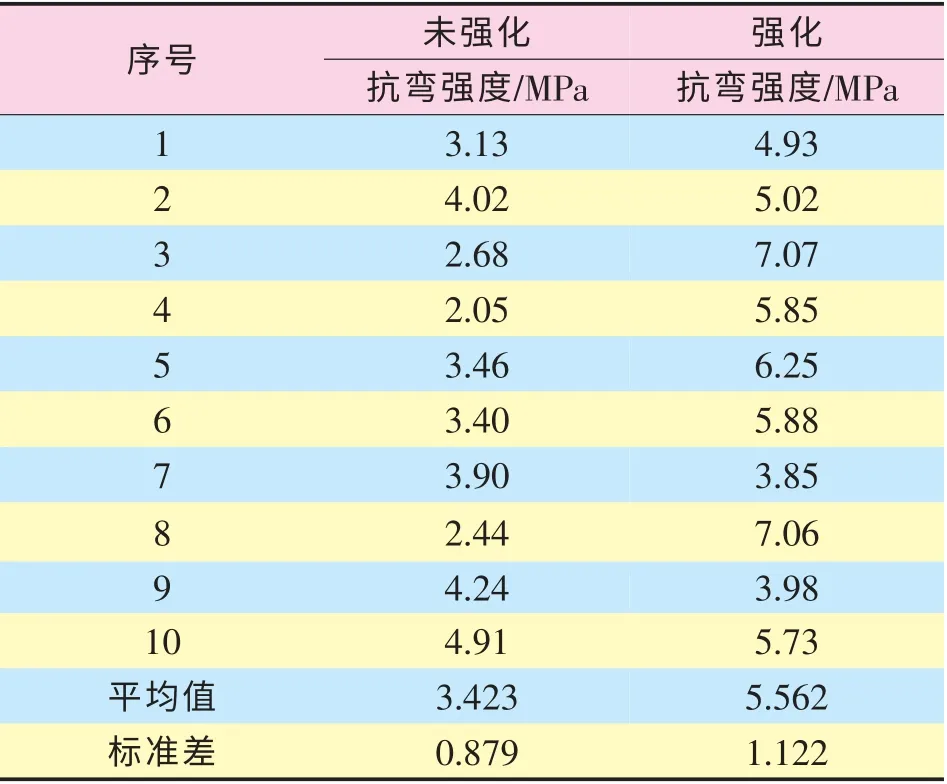
表1 材料強化前后的抗彎強度比較
從表1可以看出,經過浸滲處理后,材料強度有了大幅度提高。 事實上已經超過單純的低溫蠟的強度水平。 其原因在于經過浸滲后的表面材料實際上是一種由顆粒、粘合劑和蠟組成的復合材料。
4 澆注工藝實踐
當利用快速成型做好鑄件蠟模以后, 按照設計好的澆注系統(方案B)進行澆冒系統的焊接,再按照成熟的熔模精密鑄造技術進行制殼、脫蠟、烘烤、熔煉、澆注等工藝流程,完成整個鑄件的制造過程。 利用快速成型和熔模精密鑄造相結合的方式, 鑄造出的L15 鎖座鑄件,如圖11 所示。 經過檢驗部門的檢測,完全達到設計要求,并順利交付使用,保證了L15研制的生產進度。

圖11 澆注成功的鎖座鑄件
5 結論
1)在國內較早應用可熔性材料快速成型技術進行精密鑄造,并成功應用于L15鎖座鑄件的鑄造。
2)采用浸滲技術可以大幅提高模型光潔度和模型的強度,其抗彎強度高于蠟模,并且可以像蠟模一樣進行焊接組合和“熔化”。
3)快速成型與熔模密精鑄造技術相結合, 可以快速地制造出任意復雜程度的零件, 非常適合于產品設計、研制階段的試制生產。
[1]Detlef K,Chua C K,Du Z H.Rapid Prototyping Issues in the 21st Century. Computer in Industry,1999,39(3):3~10
[2]Wiedemann B, Jantzen H A. Strategies and Applications for Rapid Product and Process Development in Daimler -Benz AG. Computer in Industry,1999,39(1):11~25
[3]樊自田,黃乃瑜,李焰.快速造型中材料的研究及發展.見:’98全國RP/RT會議論文集,西安,1998:119~123
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52