磨削熱對碳纖維復合材料表面質量影響研究
2011-06-05 09:43:58鮑永杰,高航,馬海龍,李偉
大連理工大學學報 2011年6期
鮑 永 杰, 高 航, 馬 海 龍, 李 偉
(大連理工大學 精密與特種加工教育部重點實驗室,遼寧 大連 116024)
0 引 言
碳纖維-環氧樹脂基復合材料(簡稱碳纖維復合材料)因其獨特的輕質、高強度等機械、物理特性在諸如飛機機翼、航天飛行器艙體等航空航天領域得到越來越廣泛的應用[1、2].磨削加工是碳纖維復合材料加工的重要環節,其加工精度和表面質量對碳纖維復合材料構件的使用性能、可靠性和使用壽命等產生重要影響.但碳纖維復合材料構件層鋪結構的制備特點導致其力學性能呈各向異性,層間強度低,且碳纖維的硬度高、強度大、導熱性差,在加工過程中,加工精度和加工質量難以保證,此外,碳纖維復合材料中樹脂基體的熱強度一般在200~300℃,因此加工溫度是否對加工質量有不利的影響有必要進行深入研究.
復合材料后加工理論與工藝引起了國內外的廣泛關注,在復合材料磨削機理、熱影響等方面展開了一些研究.Hocheng等在碳纖維復合材料磨削試驗的基礎上,提出預測復合材料切削力的機械學模型,分析了纖維方向對切邊、表面粗糙度和切削力的影響,并推薦了纖維的磨削方向[3、4].Hu等以單向碳纖維復合材料為研究對象,探討了不同纖維方向下磨削力和表面質量的變化規律[5].在熱影響方面,Ogi等在單向CFRP中建立了不同溫度下阻力和壓阻機電二維模型,用于在溫度和拉力同時作用下的應力預測[6].Antonucci等研究了復合材料成型制造時如何減少熱梯度影響引起的復合材料破壞問題,提出了一種基于尺度分析能量平衡方程以管理固化反應中產生的熱量,使得在樹脂固化之前最小化溫度梯度的新方法[7].Costa等建立了制備厚截面復合材料層合板時的熱流體力學模型,研究了厚截面樹脂基體復合材料制造過程中內部溫度場的發展變化[8].
復合材料熱研究主要集中在復合材料的制備工藝方面,對于碳纖維復合平面磨削溫度方面研究目前仍未見報道.因此本文采用鎳、鉻熱電偶夾絲法在線測量平面磨削碳纖維復合材料時切削區域溫度,分析工藝參數對磨削溫度的影響規律以及磨削熱對試件加工質量的影響,并利用回歸分析獲得平面磨削碳纖維復合材料磨削溫度經驗公式,以期為實際加工參數選擇提供參考.
1 試 驗
1.1 試驗系統
平面磨削測溫試驗系統由MM7132A型精密磨床、K型熱電偶、USB8516型數據采集儀和計算機組成,試驗系統示意圖如圖1所示.MM7132A型精密磨床主軸采用變頻器控制,可實現轉速0~1500 r/min無級調速,工件臺進給速度范圍0~28.8 m/min;K型熱電偶測量溫度范圍-75~1370℃,線芯直徑0.255 mm,線芯材質正極為鎳鉻合金、負極為鎳鋁合金.熱電偶標定設備采用GSI LUMONICS JK701型激光器,最大輸出能量為550 W,單個脈沖能量可達70 J,脈沖寬度在0.5~20 ms可調.
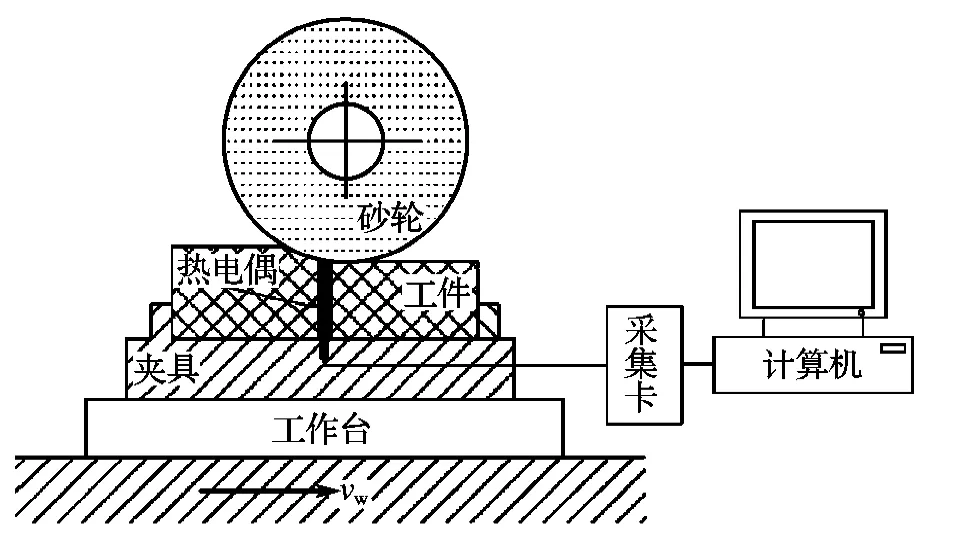
圖1 試驗系統示意圖Fig.1 Sketch of experiment setup
1.2 試驗刀具與材料
試驗中采用綠色碳化硅GC60J砂輪,磨粒粒度60#,直徑250 mm.修整條件為單點金剛石筆修整,每次修整深度0.02 mm,修整次數采用往復4次.試驗材料為碳纖維增強-環氧樹脂基復合材料,增強纖維型號T300,環氧樹脂基體型號AG-80,纖維體積比(60±5)%,鋪層形式為單向鋪層,試驗件厚度為10 mm.
1.3 試驗方案
試驗采用夾絲法測溫,偶絲中間用單晶云母片絕緣.由于切削液對材料會產生不利影響,磨削方式為干磨削,順向磨削.磨削深度分別為10、20、30、40、50μm;工作臺進給速度分別為8、14、20 m/min;砂輪線速度分別為11.8、15.7和19.6 m/s.通過改變磨削工藝參數利用夾絲法獲得不同工藝條件下的磨削溫度,并利用光學顯微鏡對磨削表面進行觀察,從而得到磨削溫度的變化規律及對表面質量的影響.
1.4 熱電偶標定
(1)動態標定
本次試驗采用的熱電偶,其熱接點為毫米級,時間常數較大,因此采用傳統的標定方法就能確定其時間常數,溫度階躍法是最常用的方法之一.本次試驗采用階躍信號法,因為激光能夠在微秒或納秒內使材料表面產生瞬時溫升,因此激光器是最好的加熱熱源,故本文采用激光作為對傳感器加熱的熱源[8].通過調制好的激光束對熱電偶接點表面照射,接點表面在瞬間吸收激光的能量,產生瞬時高溫,并以熱傳導方式向內部傳遞,使熱電偶感受到溫升產生電壓信號輸出.從測試系統的動態響應曲線可以算出時間常數τ′約為0.5 s.激光器脈寬為2 ms,周期為33 ms,實際時間常數τ為30 ms,能夠滿足本次磨削溫度試驗的要求.
(2)靜態標定
鑒于本次試驗材料的溫度范圍,對熱電偶在測溫范圍0~600℃內進行標定.通過與標準鉑電偶比較,經過回歸分析得到標定曲線,以得到熱電偶產生的熱電勢與熱端溫度的關系特性曲線E=f(θ),標定曲線如圖2所示.
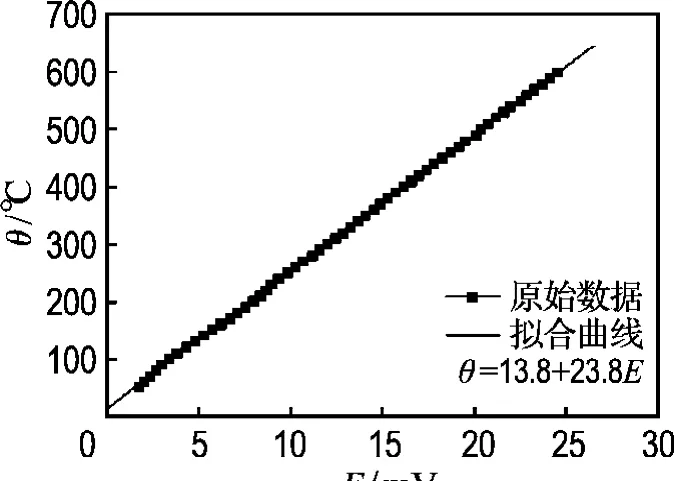
圖2 熱電偶靜態標定曲線Fig.2 Static demarcating curve of the thermocouple
2 試驗結果及分析
2.1 磨削溫度測量曲線特點
砂輪與工件表面接觸時,熱電偶絲兩極在受擠壓的狀態下導通并產生電信號.如圖3所示,由測量曲線可知,試件表面溫度迅速上升,上升至最高點后溫度保持不變,砂輪與工件分離后,工件表面在空氣中自然冷卻,溫度逐漸下降為室溫.
2.2 磨削深度、進給速度對磨削溫度的影響
圖4為磨削溫度隨磨削深度ap、試件進給速度vw的變化關系曲線,砂輪線速度vs=15.7 m/s.從圖中可知,磨削深度對磨削溫度有很大的影響,磨削深度增加,磨削溫度上升,這主要是因為磨削深度增加使得磨削力增大,進而導致磨削溫度上升.工件進給速度對磨削溫度有相似的影響規律,在相同磨削參數下,磨削溫度隨進給速度的增大而上升.由于樹脂基體的熱強度在200~300℃,從圖中可知,當ap<20μm,vw<14 m/min時,磨削溫度低于200℃;而當ap達到50 μm,vw達到20 m/min時,磨削溫度迅速升高,遠遠大于300℃,所以為避免磨削熱對表面質量產生不良影響,應盡量降低磨削進給速度和磨削深度.
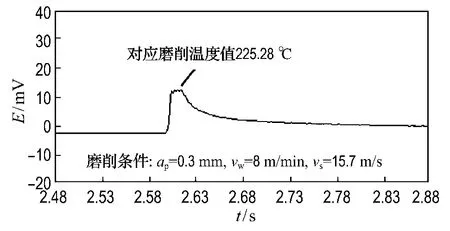
圖3 磨削溫度測量曲線Fig.3 The measurement curve of grinding temperature
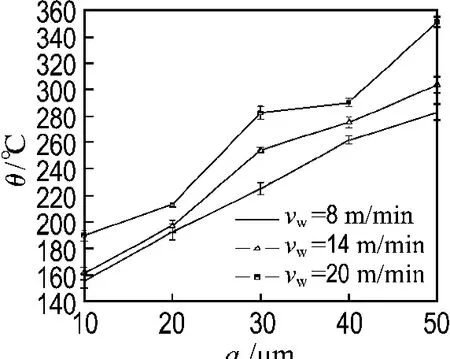
圖4 磨削深度、進給速度與磨削溫度的關系Fig.4 The relationships of the grinding depth,the feed speed of workpiece and the grinding temperature
2.3 砂輪線速度對磨削溫度的影響
圖5為砂輪線速度對磨削溫度的影響曲線,試件進給速度vw=14 m/min.從圖中可知,在同一磨削深度下,磨削溫度隨砂輪線速度的增大呈上升趨勢,磨削深度為10μm時,磨削溫度隨砂輪線速度的變化不明顯,磨削深度大于10μm時,磨削溫度隨砂輪線速度的增大而顯著提高.在砂輪線速度為11.8 m/s,磨削深度ap<50μm時,磨削溫度在200℃以內;當砂輪線速度增加到19.6 m/s,磨削深度達到50μm時,磨削溫度超過300℃.磨削溫度隨砂輪線速度增大而上升主要是由于單位時間內工作的磨粒數增多,劃擦和耕犁的作用增強,摩擦加劇使得磨削溫度升高.為避免磨削熱對加工質量產生不良影響,應盡量降低砂輪線速度.
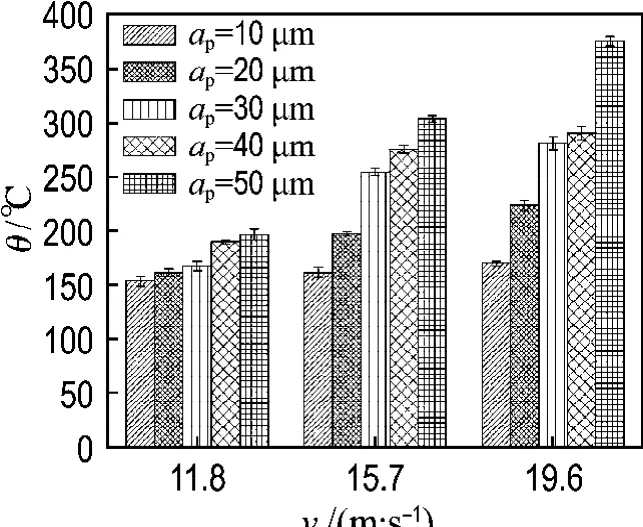
圖5 砂輪線速度對磨削溫度的影響Fig.5 The effect of the peripheral speed of abrasive wheel on the grinding temperature
2.4 磨削溫度對試件加工質量的影響
通過上面的分析可知,磨削參數的改變使得磨削溫度隨之改變,磨削溫度隨磨削深度、進給速度和砂輪線速度的提高而升高.磨削溫度升高后是否對表面質量有影響,可以通過對加工后試件表面粗糙度檢測和對試件表面質量觀察進行分析.
(1)磨削溫度對試件表面粗糙度的影響
圖6為試件表面粗糙度隨磨削深度的變化關系以及對應參數下磨削溫度的變化規律,從圖中可知,隨著磨削深度的增加試件的表面粗糙度增大,而對應工藝參數下的磨削溫度也有相似的趨勢.由此可以推斷,磨削深度增大使得砂輪單位時間內切削余量增加,導致磨削力增大,同時磨削溫度上升,在磨削力和磨削溫度的共同作用下,表面質量降低.
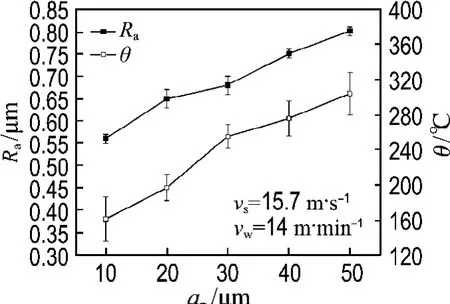
圖6 磨削溫度、磨削深度與表面粗糙度的關系Fig.6 The relationships of the grinding temperature,the grinding depth and the surface roughness
(2)表面形貌觀察
碳纖維復合材料是由多層纖維絲采用樹脂熱壓粘接而制成,磨削后表面由樹脂和纖維組成,由于樹脂和纖維強度、導熱性能都存在很大差異,磨削時,樹脂基體強度對磨削溫度敏感,磨削溫度升高后導致樹脂軟化、強度降低,對碳纖維的粘接能力降低,在磨削力的作用下纖維與樹脂結合面產生破壞而被去除,使得表面形成溝痕,表面質量降低;而在同一表面上由于碳纖維強度高,樹脂基體強度低,在相同磨削力下,樹脂產生破壞的幾率增大,同樣會使表面因樹脂脫落而產生凹坑,導致表面質量降低.
圖7為不同磨削溫度下(磨削深度不同)碳纖維復合材料磨削后表面顯微照片,從圖中可知,當磨削溫度為161.3℃(圖7(a))時,表面纖維由樹脂包裹,排布整齊,表面平整,加工質量較好.當磨削溫度為254.8℃(圖7(b))時,磨削表面有明顯的纖維裸露現象(樹脂包裹減少),纖維出現不連續現象,局部出現因纖維斷裂形成的凹坑;從局部放大視圖可知,表面纖維出現因溫度升高而產生的燒傷現象(纖維局部因溫度高,碳纖維產生碳化使得顏色發生變化),這種現象主要是因為磨削深度增大,磨削力增大,同時磨削溫度升高,使得樹脂基體粘接強度降低,導致樹脂脫落和纖維燒傷,從而表面加工質量降低.當磨削溫度上升為303.8℃(圖7(c))時,磨削表面大面積纖維裸露,而且出現因纖維整體脫粘而形成的溝痕,表面平整度嚴重降低;從局部放大視圖可知,表面纖維出現因溫度升高而產生的大面積燒傷,表面加工質量嚴重降低.
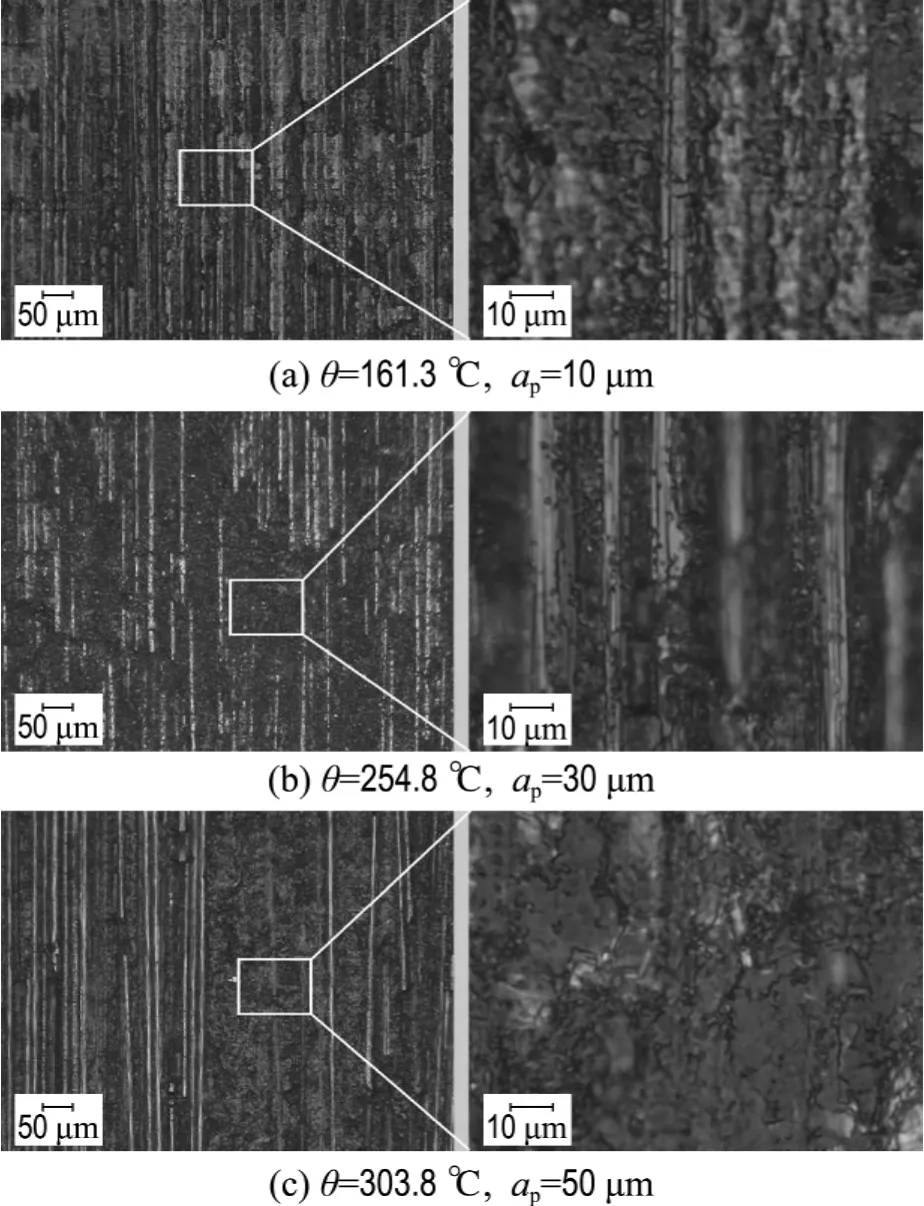
圖7 不同溫度下磨削表面顯微照片(v s=15.7 m/s,v w=14 m/min)Fig.7 Micrographs under different grinding temperatures(v s=15.7 m/s,v w =14 m/min)
由表面觀察分析可知,磨削熱對加工質量產生不利影響,這與前面已磨削表面粗糙度測量結果相一致.綜合考慮磨削深度、砂輪轉速、進給速度對磨削溫度的影響,同時考慮碳纖維-樹脂復合材料中環氧樹脂的熱強度一般在200~300℃,因此磨削時通常接觸區平均溫度不能超過300℃,通過本試驗的研究結果可知,采用綠色碳化硅GC60J磨削碳纖維-樹脂復合材料時,在磨削深度小于0.04 mm、砂輪線速度小于19.6 m/s、工件進給速度小于20 m/min范圍內,合理選擇工藝參數能夠在保證加工效率的同時盡可能地減少磨削溫度對表面質量的影響.
2.5 磨削溫度經驗公式
為了能為實際加工中工藝參數的選擇提供參考依據,采用回歸分析和方差分析進行多因素試驗數據處理,總結磨削溫度的經驗公式.
三元線性回歸關系式如下式所示:

對式(1)兩邊取對數可得

其中C為經驗常數;ap、vs、vw分別是磨削深度、砂輪線速度和工件進給速度3個磨削參數.
在數據處理過程中采用三元線性回歸求得回歸方程,并用Matlab編程計算,得到GC60J碳化硅磨削碳纖維-樹脂復合材料的磨削溫度經驗公式為

校正判定系數R是判斷線性回歸直線擬合度的重要指標,等于應用變量回歸平方和在總平方和中所占的比率,判定系數R越接近1說明擬合效果越好.磨削溫度經驗公式的相關系數R為0.931,說明采用該公式計算能夠獲得較準確的結果.
3 結 論
(1)磨削熱對磨削表面質量有很大的影響,磨削溫度升高,導致樹脂基體軟化、強度降低,對碳纖維的粘接能力降低,在磨削力的作用下纖維與樹脂結合面產生破壞而被去除,使得表面質量降低,磨削溫度過高時還會使磨削表面形成燒傷.
(2)在磨削深度小于0.04 mm、砂輪線速度小于19.6 m/s、工件進給速度小于20 m/min范圍內,合理選擇工藝參數能夠在保證加工效率的同時盡可能地減少磨削溫度對表面質量的影響.
(3)利用試驗數據回歸分析得到的磨削溫度經驗公式可以對實際生產中工藝參數的選擇提供參考依據.
[1]DAVID-WEST O S,NASH D H,BANKS W M.An experimental study of damage accumulation in balanced CFRP laminates due to repeated impact[J].Composite Structures,2008,83(3):247-258
[2]DAVIM J P,REIS P.Drilling carbon fiber reinforced plastics manufactured by autoclave experimental and statistical study [J].Materials and Design,2003,24(5):315-324
[3]HOCHENG H, PUW H Y, HUANG Y.Preliminary study on milling of unidirectional carbon fibre-reinforced plastics [J]. Composites Manufacturing,1993,4(2):103-108
[4]PUW H Y,HOCHENG H.Machinability test of carbon fiber-reinforced plastics in milling [J].Materials and Manufacturing Processes,1993,8(6):717-729
[5]HU N S,ZHANG L C.A study on the grindability of multidirectional carbon fibre-reinforced plastics[J].Journal of Materials Processing Technology,2003,140(s1-3):152-156
[6]OGI K, INOUE H, TAKAO Y. An electromechanical model for the temperature dependence of resistance and piezoresistance behavior in a CFRP unidirectional laminate [J].Composites Science and Technology,2008,68(2):433-443
[7]ANTONUCCI V,GIORDANO M,HSIAO K T,etal.A methodology to reduce thermal gradients due to the exothermic reactions in composites processing[J].International Journal of Heat and Mass Transfer,2002,45(8):1675-1684
[8]COSTA V A F,SOUSA A C M.Modeling of flow and thermo-kinetics during the cure of thick laminated composites [J].International Journal of Thermal Sciences,2003,42(1):15-22
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
上海建材(2019年4期)2019-05-21 03:13:02
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16