基于Cimatron E軟件的瓶身數控加工與編程優化
2011-05-18 09:10:56馬廷洪韓亞軍
重慶高教研究 2011年3期
關鍵詞:工藝
馬廷洪,韓亞軍
(重慶科創職業學院機電技術中心,重慶 永川 402160)
隨著我國世界制造工廠地位的確立,數控加工技術在數控機床中以其高效率、柔性化的應用而受到越來越廣泛的歡迎.數控加工就是把待加工零件的全部工藝過程、幾何和工藝參數編成數控程序.在數控編程中工藝問題處理的好壞,不僅會影響機床效率的發揮,而且將直接影響到零件的加工質量,生產的效益.數控編程中的工藝處理有很大的靈活性,對于同一零件同一個問題,在工藝設計上可能有多種方案,必須具體問題具體分析,在保證加工的質量優、效率高、成本低等基本要求下,科學地、最優化地設計數控加工工藝并編制加工程序.
本文以Cimatron E軟件為設計平臺對某塑料瓶的三維特征及工藝結構進行設計[1],并進行數控加工生成刀具路徑.
1 瓶身凹模型腔的效果
某塑料瓶的瓶身如圖1所示,模具材料為塑膠模具鋼3Cr2Mo,型腔尺寸:高264mm,寬180mm,最大深度47mm.
2 數控加工工藝分析
數控加工工藝分4個流程,其具體加工方式和刀具參數如表1所示.

表1 工藝分析表
2.1 型腔粗加工
曲面挖槽粗加工主要目的是要求單位時間內盡快地去除材料[2],為半精加工準備工件的幾何輪廓.機床選用三軸聯動加工中心,主軸類型為BT40,刀具選用Φ32R6的機夾式刀具,采用體積銑-粗加工環行銑的銑削方式,刀具路徑如圖2所示.
粗加工機床參數如圖3所示:切削速度為280m/min;主軸轉速 2800 r/min;機床進給6000mm/min;空切速度為快速;進刀速率為30%;切入進給速率30%.
刀路主要參數:采用螺旋式下刀,進刀角度為5°;銑削方向為順銑;安全高度絕對坐標為50mm;背吃刀量(深度)0.6mm;側向步長20mm;預留余量0.8mm.

圖1 塑料瓶凹模型腔

圖2 粗加工刀具路徑
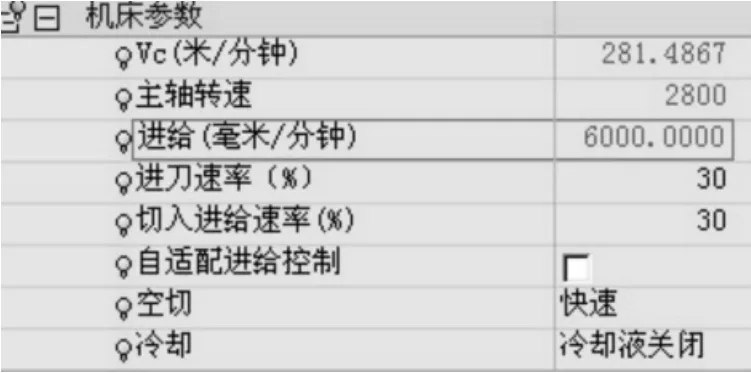
圖3 機床上設置的參數
2.2 型腔半精加工
半精加工主要目的是使工件輪廓平整,表面精加工余量均勻[3-5],這對于模具加工尤為重要,因為它會在精加工時引起刀具載荷的變化,而影響切削過程的穩定性與表面質量.機床為同一臺三軸聯動加工中心,刀具選用Φ12R3的機夾式刀具,采用體積銑—二次開粗的銑削方式.
機床加工參數為:切削速度200m/min;主軸轉速5500 r/min;機床進給1700mm/min;空切速度為快速;進刀速率為30%;切入進給速率為30%.
刀路主要參數:安全高度絕對坐標50mm;刀具定位為輪廓內部;零件曲面側壁加工余量為0.2mm;零件曲面底面加工余量為0.2mm;曲面精度0.01mm;銑削方向選擇順銑;垂直步進類型為可變,從圖4中可以看出刀具的局部走刀路徑.
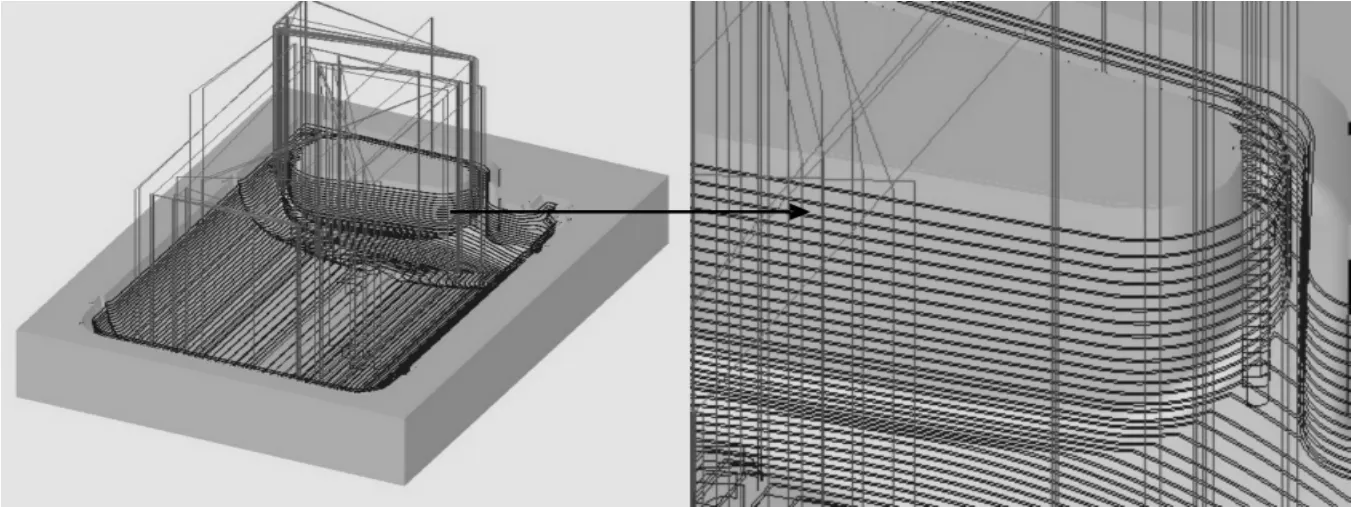
圖4 二次開粗刀具路徑及局部放大視圖
2.3 型腔精加工
精加工主要目的是為了得到理想的尺寸,提高表面粗糙度.由于加工余量較小,所以盡量采用高速銑削以獲取更好的表面質量,從圖5中可以看出刀具路徑非常的平緩.機床仍然選用三軸聯動加工中心,刀具選用Φ6整體式合金球頭刀,采用曲面銑-層銑削方式銑削.
機床加工參數:切削速度200m/min;主軸轉速12000 r/min;機床進給2000mm/min;空切速度為快速;進刀速率為30%;切入進給速率70%;向下進給速率100%.
刀路主要參數:輪廓進刀/退刀為切向;安全高度絕對坐標50mm;刀具定位為輪廓內部;零件加工余量為0;層間銑削選擇水平加工;為了能夠獲得更好的表面光潔度,側向步長給0.1mm;切削方向選擇順銑;銑削方向為由內向外.
2.4 清角加工
清角加工主要是清除前一刀路徑所殘留材料的刀具路徑,從圖6中可以清楚地看出這一點.這時的刀具選用Φ6R0.5整體式環形刀,采用局部精銑加工—清根銑方式銑削.
機床加工參數:切削速度80m/min;主軸轉速4500 r/min;機床進給800mm/min;快速速率為30%.
刀路主要參數:進刀/退刀選擇優化;安全高度絕對坐標50mm;零件加工余量為0;二次開粗選項去掉“√”銑削方向選擇混合銑;前一把刀偏移量 1.0mm.

圖5 精加工刀具路徑及局部放大圖
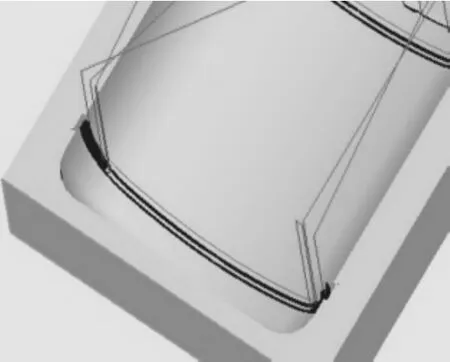
圖6 清角加工路徑
2.5 后置處理
完成上面的編程后,可以通過后置處理得到需要的NC程序,根據機床的系統,選擇相應的后處理文件,通過Cimatron E的后處理功能得到詳細的加工單,交付車間完成加工.
3 結語
本文利用Cimatron E的數控加工功能完成了產品的工藝分析與NC程序的輸出.數控加工路線的定制要針對產品的不同,合理地利用刀具、合理選擇機床才能制定出更好的加工路線,提高加工效率和加工精度.要正確處理好數控編程中程序優化問題,除了扎實的加工工藝基礎外,還應善于分析,從而利用所掌握的各項知識,理論聯系實際,在實踐中不斷總結經驗,提高自己的程序編制水平.
[1]梁訓瑄.飲料瓶凹模型腔高速銑削工藝與編程優化[J].機床商情,2010(11):88-89.
[2]金江.基于CAD/CAM的手機外殼數控加工[J].重慶文理學院學報:自然科學版,2009,28(2):20-23.
[3]王衛兵.Cimatrong E模具設計與數控編程實例教程[M].北京:清華大學出版社,2005.
[4]衛兵工作室.Cimatron E中文版數控編程入門與實例進階[M].北京:清華大學出版社,2007.
[5]郭成操.機械加工工藝基礎[M].北京:冶金工業出版社,2008.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
