正交切削淬硬45鋼絕熱剪切臨界條件實(shí)驗(yàn)研究
2011-02-08 09:39:16李國和王敏杰段春爭
大連理工大學(xué)學(xué)報(bào) 2011年4期
關(guān)鍵詞:變形
李國和, 王敏杰, 段春爭
(1.大連理工大學(xué)精密與特種加工教育部重點(diǎn)實(shí)驗(yàn)室,遼寧大連 116024;2.天津職業(yè)技術(shù)師范大學(xué)天津市高速切削與精密加工重點(diǎn)實(shí)驗(yàn)室,天津 300222)
0 引 言
切削過程中的絕熱剪切是指發(fā)生在第一變形區(qū)強(qiáng)烈的剪切變形局部化,其結(jié)果是產(chǎn)生周期性的鋸齒形切屑.切削過程中絕熱剪切的出現(xiàn),對切屑形成、刀具磨損和加工表面質(zhì)量等都有重要的影響,因而引起了學(xué)者們的廣泛關(guān)注.但已有的研究多側(cè)重于絕熱剪切臨界條件的理論分析[1~4]和絕熱剪切帶微觀組織特征及其演化規(guī)律的研究[5~11],對絕熱剪切臨界切削條件則研究不多,而且一般只考慮切削速度對絕熱剪切的影響,對切削厚度和刀具前角則涉及較少.另外,材料硬度也會影響切削過程中絕熱剪切的發(fā)生,研究表明[12]工件材料的硬度越高,發(fā)生絕熱剪切的臨界切削速度越低.
45鋼作為一種工程常用的中碳鋼,具有較好的導(dǎo)熱性及蘭脆效應(yīng),一般情況下,在切削過程中不易發(fā)生絕熱剪切,因此關(guān)于45鋼切削過程中絕熱剪切臨界條件實(shí)驗(yàn)方面的研究較少.然而近期的研究表明,在較高的切削速度或淬硬等條件下,45鋼在切削過程中也會發(fā)生絕熱剪切[13],從而產(chǎn)生鋸齒形切屑.本文進(jìn)行3種硬度淬硬45鋼的正交切削實(shí)驗(yàn),通過對切屑的金相觀測分析切削條件(包括切削速度、切削厚度、刀具前角)和材料硬度對絕熱剪切的影響,得到淬硬45鋼在正交切削過程中的絕熱剪切臨界切削條件,并對平均切削力和切屑變形進(jìn)行分析.
1 實(shí)驗(yàn)過程
實(shí)驗(yàn)所用材料為45鋼,其化學(xué)成分列于表1.將坯料加工成中徑為153 mm、壁厚為2.5 mm的薄壁圓筒.為了分析材料硬度對絕熱剪切的影響,通過熱處理(見表2)得到3種不同的硬度,熱處理后的物理力學(xué)性能列于表3,金相組織如圖1所示.
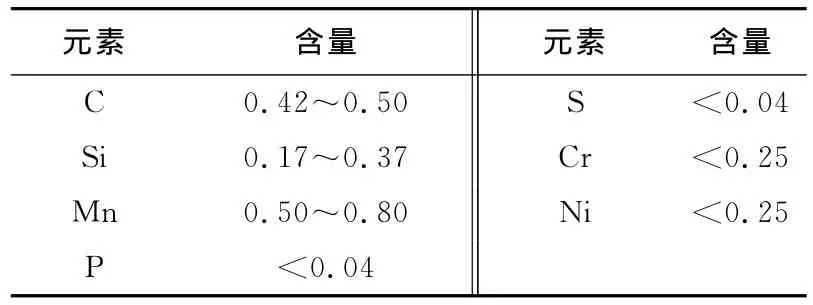
表1 45鋼的化學(xué)成分Tab.1 Chemical composition of 45 steel
實(shí)驗(yàn)在CA6140普通車床上以干式切削方式進(jìn)行,刀具材料為YT15硬質(zhì)合金,采用壓電晶體動態(tài)測力儀測量切削力,實(shí)驗(yàn)裝置如圖2所示.所采用的切削條件為切削速度v=48.1~302.8 m/ min,切削厚度ac=0.11、0.15、0.20 mm,刀具前角γ0=-10°、0°、10°,刀具后角均為15°,每次實(shí)驗(yàn)后更換刀具以保持刀尖鋒利.在環(huán)氧樹脂和固化劑的混合物中垂直鑲嵌切屑試樣(如圖3所示),先在砂輪機(jī)上將試樣打磨到切屑的中心截面,然后進(jìn)行研磨、拋光和腐蝕,采用LEICA MEF4A型金相顯微鏡觀測切屑形態(tài)和切屑變形.
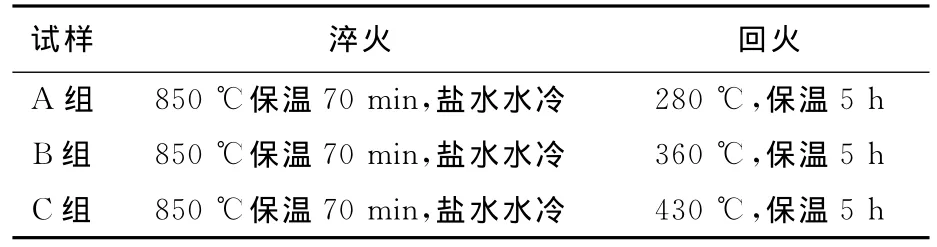
表2 淬硬45鋼的熱處理工藝Tab.2 Heat treatment process of hardened 45 steel

表3 淬硬45鋼的物理力學(xué)性能Tab.3 Physical and mechanical properties of hardened 45 steel
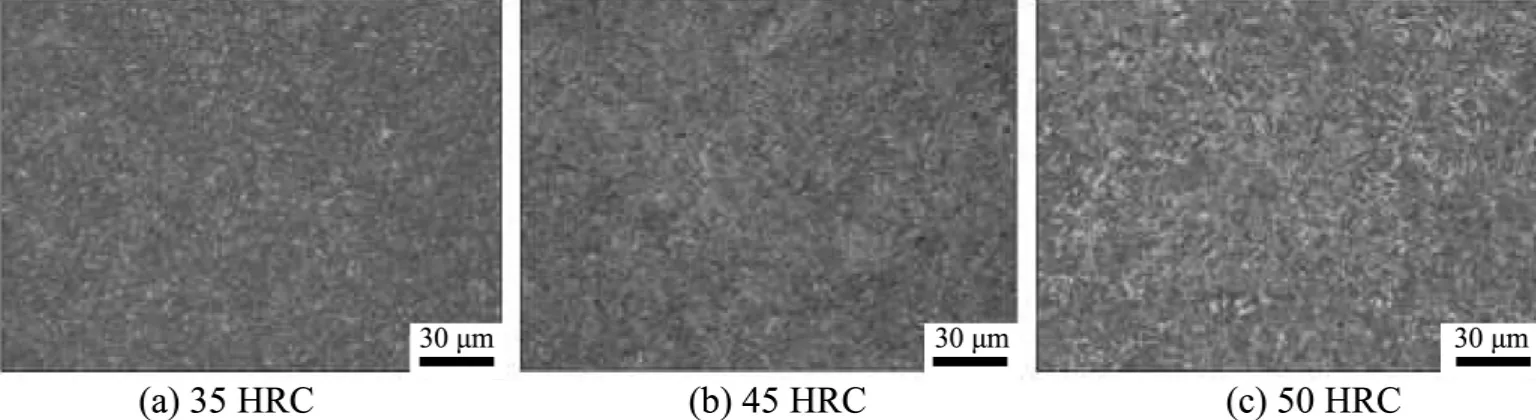
圖1 不同硬度淬硬45鋼的金相組織Fig.1 Microstructure of hardened 45 steel with different hardness
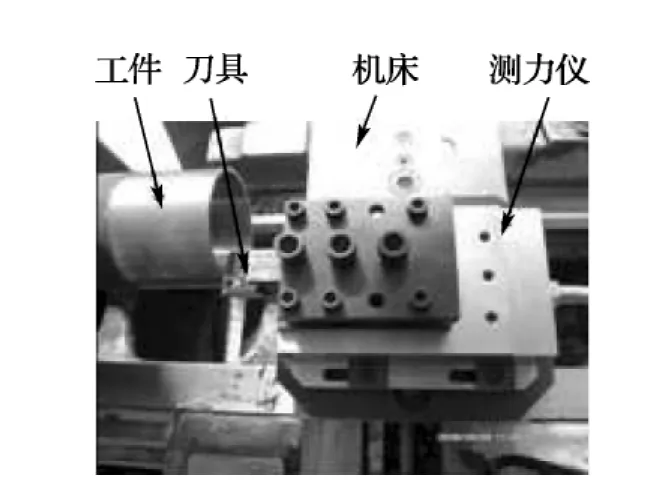
圖2 實(shí)驗(yàn)裝置Fig.2 Experiment setup
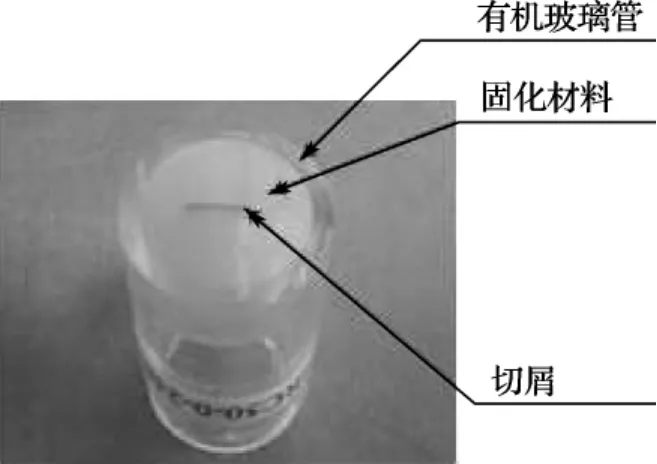
圖3 試樣照片F(xiàn)ig.3 Photo of sample
2 實(shí)驗(yàn)結(jié)果和討論
2.1 切削條件對絕熱剪切的影響規(guī)律
絕熱剪切的發(fā)生和發(fā)展依賴于材料特性和變形條件[14],因此,切削條件(切削速度、切削厚度和刀具前角)和材料硬度都會影響切削過程中絕熱剪切的發(fā)生.
2.1.1 切削速度對絕熱剪切的影響 切削速度對絕熱剪切的影響如圖4所示.可以看出,當(dāng)切削速度為96.1 m/min時,切屑為帶狀切屑,變形均勻;當(dāng)切削速度增大為151.4 m/min時,則為鋸齒形切屑,切屑變形也開始變得不均勻,產(chǎn)生局部化;當(dāng)切削速度繼續(xù)增大到240.3 m/min時,絕熱剪切局部化進(jìn)一步發(fā)展,切屑的鋸齒化更加明顯.這表明切削速度會促進(jìn)切削過程中絕熱剪切的發(fā)生,切削速度越高,越易于出現(xiàn)絕熱剪切.
2.1.2 切削厚度對絕熱剪切的影響 圖5為切削厚度對絕熱剪切的影響.可以看出,當(dāng)其他切削條件相同時,隨著切削厚度的增加,切屑也經(jīng)歷從帶狀向鋸齒形的轉(zhuǎn)變,說明切削厚度越大,越容易出現(xiàn)絕熱剪切.
2.1.3 刀具前角對絕熱剪切的影響 刀具前角對絕熱剪切的影響如圖6所示.可以看出,當(dāng)?shù)毒咔敖铅?=10°時,切屑為變形均勻的帶狀切屑.當(dāng)?shù)毒咔敖菧p小為0°時,切屑雖然仍可以看成帶狀切屑,但上表面開始出現(xiàn)規(guī)則起伏.當(dāng)?shù)毒咔敖沁M(jìn)一步減小到-10°時,發(fā)生了絕熱剪切,出現(xiàn)明顯的鋸齒形切屑.由此可見,刀具前角越小,越容易出現(xiàn)絕熱剪切.這是因?yàn)榈毒咔敖菧p小,材料的應(yīng)變增大,從而促進(jìn)切削過程中絕熱剪切的發(fā)生.
2.1.4 材料硬度對絕熱剪切的影響 圖7為材料硬度對絕熱剪切的影響.可以看出,隨著材料硬度的增大,切屑也會發(fā)生從帶狀向鋸齒形的轉(zhuǎn)變,即材料硬度越高,越容易出現(xiàn)絕熱剪切.這是因?yàn)椴牧嫌捕仍礁撸瑥?qiáng)度就越大,切削過程中產(chǎn)生的熱量也越多,使得切削溫升增加,材料的熱軟化更容易超過加工硬化,從而導(dǎo)致絕熱剪切的發(fā)生.
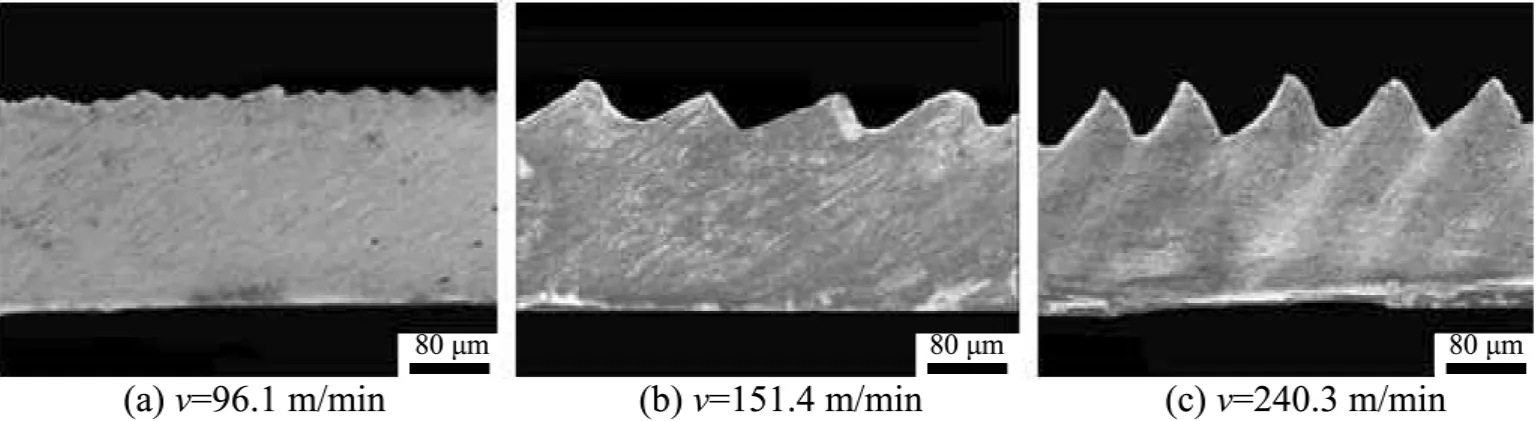
圖4 切削速度對絕熱剪切的影響(ac=0.15 mm,γ0=0°,45 HRC)Fig.4 Influence of cutting speed on adiabatic shear(ac=0.15 mm,γ0=0°,45 HRC)
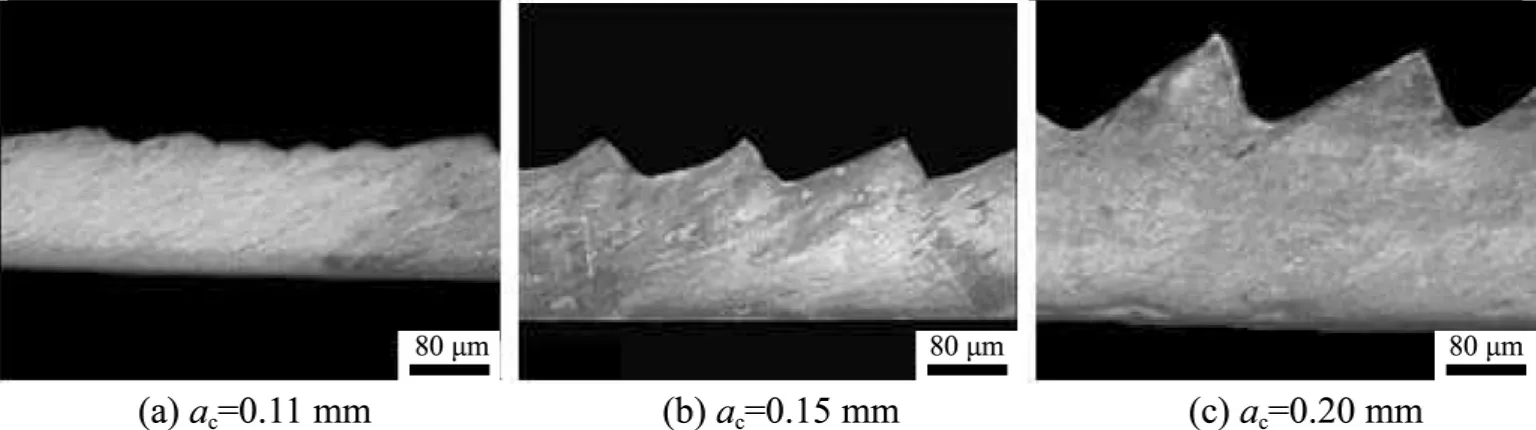
圖5 切削厚度對絕熱剪切的影響(v=120.2 m/min,γ0=0°,50 HRC)Fig.5 Influence of undeformed chip thickness on adiabatic shear(v=120.2 m/min,γ0=0°,50 HRC)
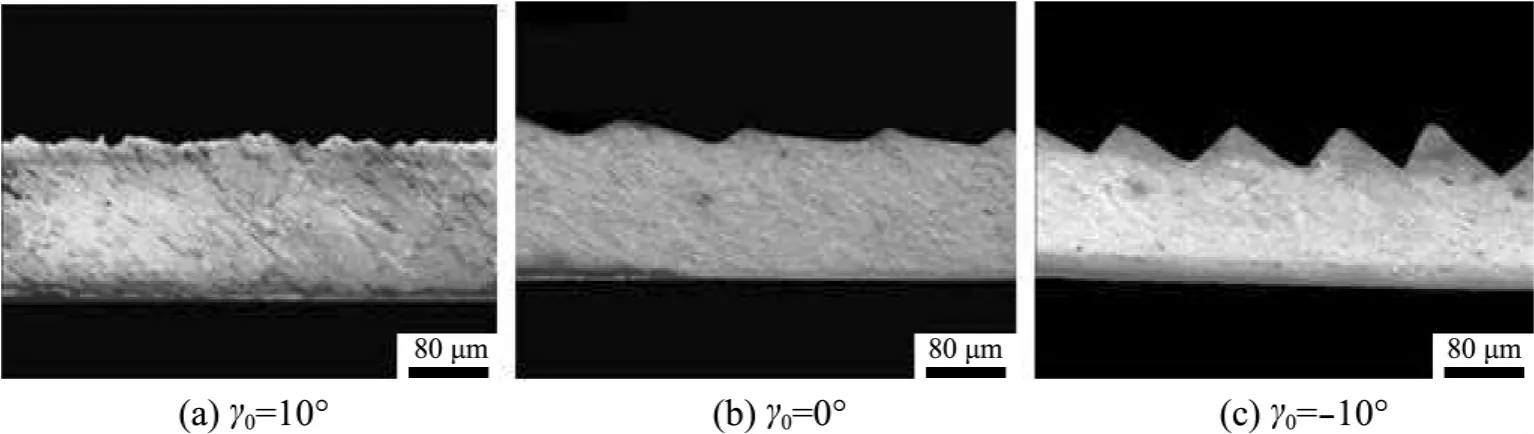
圖6 刀具前角對絕熱剪切的影響(v=192.3 m/min,ac=0.11 mm,45 HRC)Fig.6 Influence of rake angle on adiabatic shear(v=192.3 m/min,ac=0.11 mm,45 HRC)
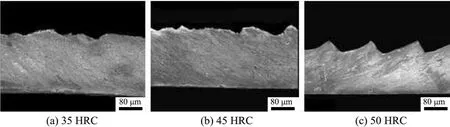
圖7 材料硬度對絕熱剪切的影響(v=120.2 m/min,ac=0.15 mm,γ0=0°)Fig.7 Influence of material hardness on adiabatic shear(v=120.2 m/min,ac=0.15 mm,γ0=0°)
2.2 絕熱剪切的臨界切削條件
在金屬切削過程中,絕熱剪切發(fā)生的臨界情況,以變形均勻的帶狀切屑向發(fā)生了絕熱剪切的鋸齒形切屑的轉(zhuǎn)變?yōu)闃?biāo)志.因此,切屑由帶狀轉(zhuǎn)變?yōu)殇忼X形時的切削條件即為切削過程中發(fā)生絕熱剪切的臨界切削條件.當(dāng)以低于臨界條件的切削條件進(jìn)行加工時,形成帶狀切屑,而以高于臨界條件的切削條件進(jìn)行加工時,則形成鋸齒形切屑.這樣通過切屑形態(tài)的金相觀察,就可以得到淬硬45鋼在不同刀具前角和不同材料硬度下的絕熱剪切臨界切削條件,分別如圖8和9所示,其中曲線上側(cè)為發(fā)生絕熱剪切的區(qū)域,下側(cè)則為不發(fā)生絕熱剪切的區(qū)域.從圖中可以看出,在正交切削過程中,淬硬45鋼的臨界切削速度隨著切削厚度的增大而減小,隨著刀具前角的增大而增大.材料的硬度越高,絕熱剪切的臨界切削速度就越小.
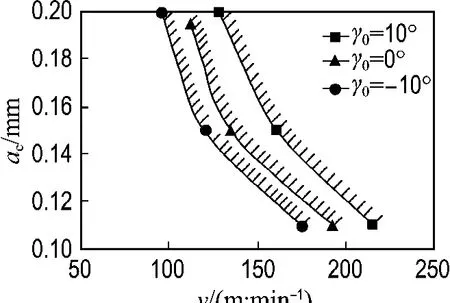
圖8 淬硬45鋼在不同刀具前角時的絕熱剪切臨界切削條件(45 HRC)Fig.8 Adiabatic shear critical cutting conditions of hardened 45 steel at different rake angles(45 HRC)
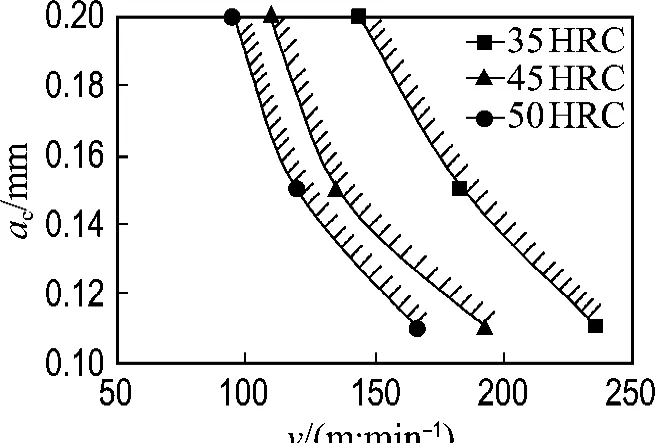
圖9 淬硬45鋼在不同材料硬度時的絕熱剪切臨界切削條件(γ0=0°)Fig.9 Adiabatic shear critical cutting conditions of hardened 45 steel at different material hardness(γ0=0°)
2.3 平均切削力的變化
通過切削測力儀及數(shù)據(jù)采集系統(tǒng),可以得到切削力信號.將其導(dǎo)入到Excel中,就可以得到切深抗力Fx、進(jìn)給力Fy和切向力F z.由于采用正交切削,切深抗力基本為0.平均切削力隨切削條件的變化如圖10~12所示,圖中用虛線標(biāo)出了出現(xiàn)絕熱剪切的臨界速度.可以看出,在所有切削條件下,切向力和進(jìn)給力都隨著切削速度的增大而減小.發(fā)生絕熱剪切時,平均切削力不發(fā)生突變.從圖10還可以看出,切削厚度對切削力的影響相當(dāng)大,當(dāng)切削厚度增大時,切向力快速增大,而進(jìn)給力則增加較慢.圖11表明隨著刀具前角的減小,切向力和進(jìn)給力都明顯增大.圖12則表明平均切削力隨材料硬度的增大而稍有增大.
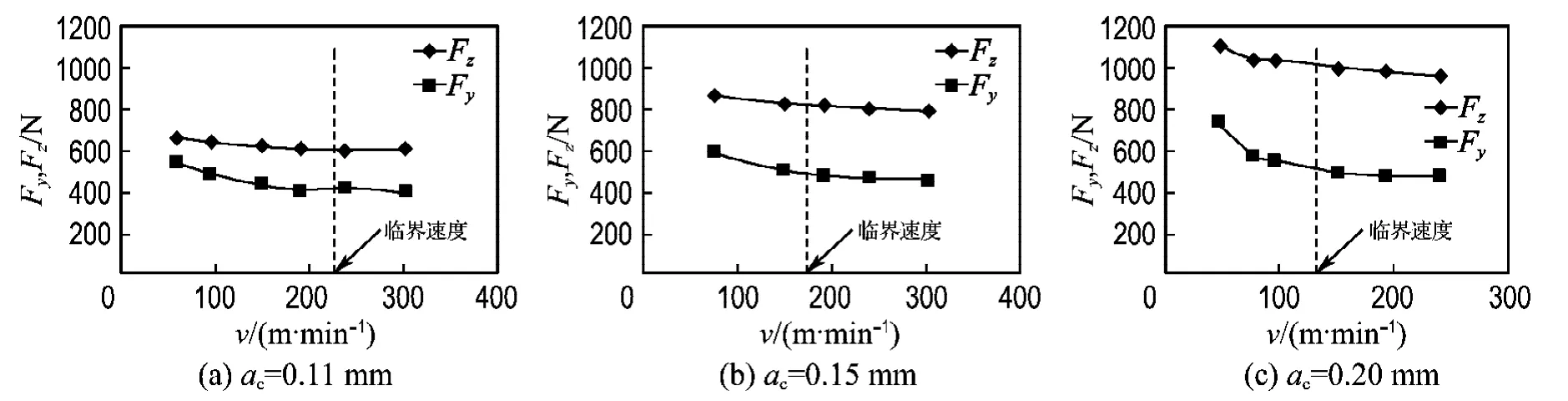
圖10 不同切削厚度時切削力隨切削速度的變化(γ0=0°,35 HRC)Fig.10 Change of cutting force with cutting speed at different undeformed chip thickness(γ0=0°,35 HRC)
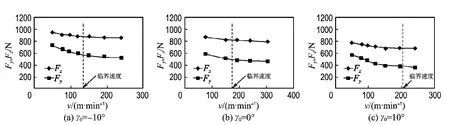
圖11 不同刀具前角時切削力隨切削速度的變化(ac=0.15 mm,35 HRC)Fig.11 Change of cutting force with cutting speed at different rake angles(ac=0.15 mm,35 HRC)
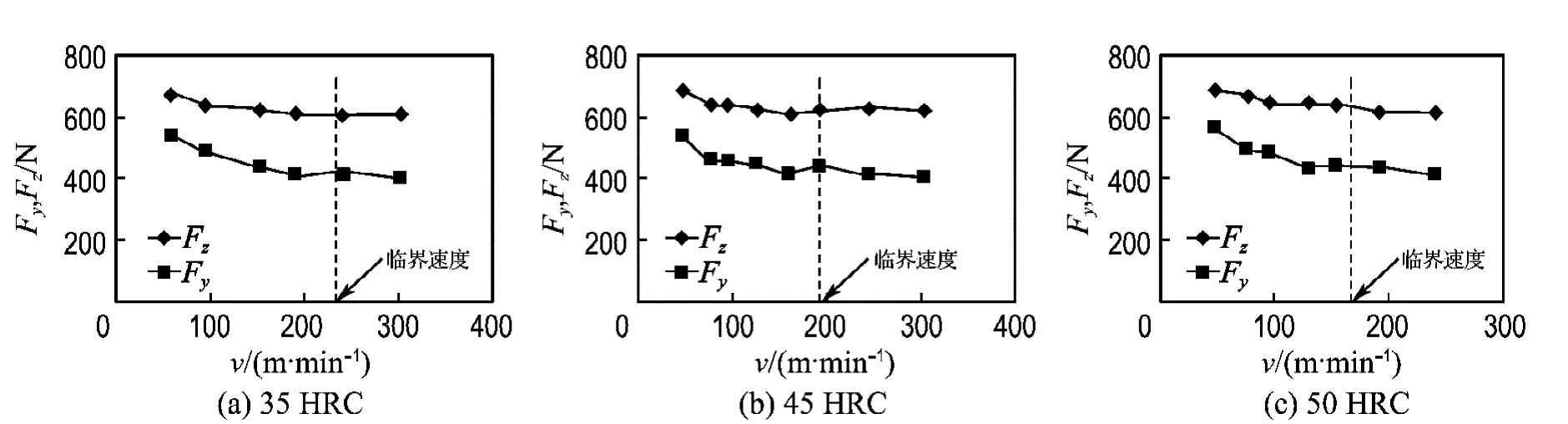
圖12 不同材料硬度時切削力隨切削速度的變化(ac=0.11 mm,γ0=0°)Fig.12 Change of cutting force with cutting speed at different material hardness(ac=0.11 mm,γ0=0°)
2.4 絕熱剪切發(fā)生前的切屑變形
絕熱剪切發(fā)生之前,帶狀切屑的變形程度通常可以用變形系數(shù)來表征.變形系數(shù)通常定義為切屑厚度與切削厚度的比值,可以直觀地反映切屑變形程度,即ξ=ach/ac,ach為切屑厚度.通過金相測量,可以得到切屑厚度,進(jìn)而求出變形系數(shù)隨切削速度的變化,結(jié)果如圖13所示.從圖中可以看出,隨著切削速度的增大,帶狀切屑的變形系數(shù)減小,當(dāng)切削速度接近臨界切削速度時,變形系數(shù)趨近于1.這是因?yàn)殡S著切削速度的增大,刀具前刀面的摩擦因數(shù)會變小,從而使得切屑變形減小,因而變形系數(shù)減小.但是由于在切削過程中不可能產(chǎn)生負(fù)變形,產(chǎn)生帶狀切屑時的切屑厚度不會小于切削厚度,變形系數(shù)不會小于1,而是隨著切削速度的增大而逐漸趨近于1.
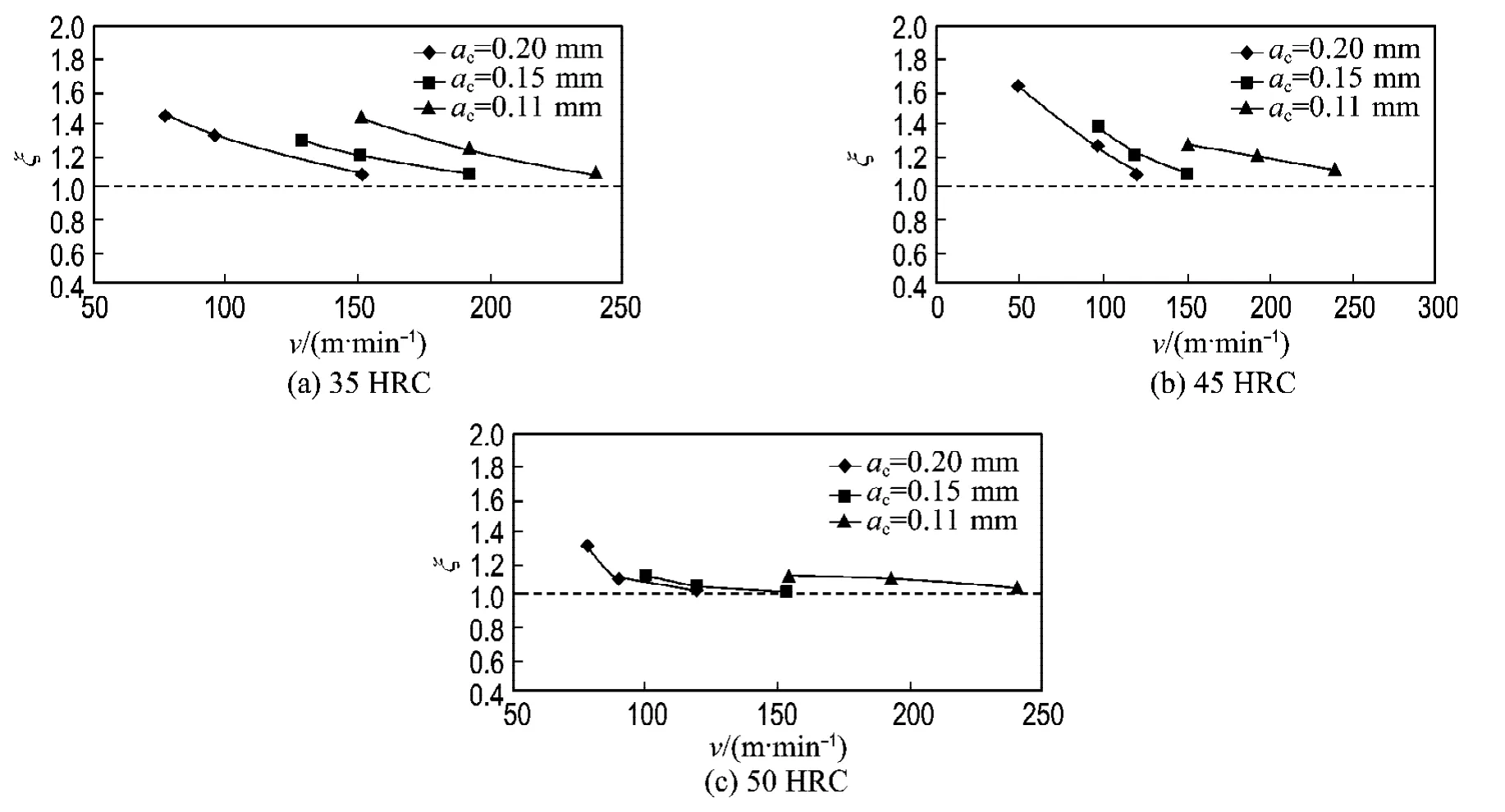
圖13 切屑變形系數(shù)隨切削速度的變化(γ0=0°)Fig.13 Change of chip deformation coefficient with cutting speed(γ0=0°)
3 結(jié) 論
(1)對3種硬度的淬硬45鋼在正交切削過程中的絕熱剪切臨界條件進(jìn)行了觀測和分析,得到了不同刀具前角和不同材料硬度條件下的絕熱剪切臨界切削條件.
(2)淬硬45鋼在正交切削過程中的絕熱剪切臨界切削速度隨著切削厚度和材料硬度的增大而減小,隨著刀具前角的增大而增大.
(3)在淬硬45鋼的正交切削過程中,平均切削力隨著切削速度和刀具前角的增大而減小,隨著切削厚度的增加而明顯增大,隨著材料硬度的增大而稍有增大.出現(xiàn)絕熱剪切時,平均切削力不發(fā)生突變.
(4)在絕熱剪切發(fā)生前,淬硬45鋼帶狀切屑的變形系數(shù)隨切削速度的增大而減小,當(dāng)切削速度接近臨界切削速度時,變形系數(shù)趨近于1.
[1]RECHT R F.Catastrophic thermoplastic shear[J].Journal of Applied Mechanics,1964,86(5):189-193
[2]SEMIATIN S L,LAHOTI G D,OH S I.The occurrence of shear bands in metalworking[C]//Material Behavior under High Stress and Ultrahigh Loading Rates.New York:Plenum Press,1983:119-159
[3]XIE J Q,BAYOUML A E,ZBIB H M.Analytical and experimental study of shear localization in chip formation in orthogonal machining[J].Journal of Materials Engineering and Performance,1995,4(1):32-39
[4]HOU Z B,KOMANDURI R.Modeling of thermomechanical shear instability in machining[J].International Journal of Mechanical Sciences,1997,39(11):1273-1314
[5]BARRY J,BYRNE G,LENNON D.Observation on chip formation and acoustic emission in machining Ti-6Al-4V alloy[J].International Journal of Machine Tools &Manufacture,2001,41(7):1055-1070
[6]BALKRISHNA R,YUNG C S.Analysis on highspeed face-milling of 7075-T6 aluminum using carbide and diamond cutters[J].International Journal of Machine Tools &Manufacture,2001,41(12):1763-1781
[7]MOLINARI A,MUSQUAR C,SUTTER G.Adiabatic shear banding in high speed machining of Ti-6Al-4V:experiments and modeling[J].International Journal of Plasticity,2002,18(4):443-459
[8]段春爭,王敏杰.切削高強(qiáng)度鋼形成的絕熱剪切帶微結(jié)構(gòu)觀察[J].大連理工大學(xué)學(xué)報(bào),2004,44(2):244-248
(DUAN Chun-zheng, WANG Min-jie.Microstructure observation of adiabatic shear bands in cutting low alloy steel[J].Journal of Dalian University of Technology,2004,44(2):244-248)
[9]SUN S,BRANDT M,DARGUSCH M S.Characteristics of cutting forces and chip formation in machining of titanium alloys[J].International Journal of Machine Tools &Manufacture,2009,49(7-8):561-568
[10]魯世紅,何 寧.正交切削高強(qiáng)度鋼絕熱剪切行為的實(shí)驗(yàn)研究[J].機(jī)械科學(xué)與技術(shù),2009,28(2):241-245
[11]劉 東,陳五一,徐宏海,等.鋸齒形切屑絕熱剪切塑性變形[J].塑性工程學(xué)報(bào),2009,16(2):203-207
[12]KOMANDURI R,SCHROEDER T,HAZRA J.On the catastrophic shear instability in high-speed machining of an AISI 4340 steel[J].Journal of Engineering for Industry,Transactions of the ASME,1982,104(2):121-131
[13]龐俊忠,王敏杰,段春爭,等.高速銑削P20和45淬硬鋼的切削力[J].中國機(jī)械工程,2007,18(21):2543-2546
[14]LI G H,WANG M J,DUAN C Z.Adiabatic shear critical condition in high-speed cutting[J].Journal of Materials Processing Technology,2009,209(3):1364-1367
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36